00196043-05 - SG X und X4I FSE_de.pdf - 第309页
Collect-, Pick- und Place-Kopf (CPP) Abhol- und Bestückzyklus am CPP Vorbereiten von Pipette 1 bis 12 zum Abholwinkel (0° oder 90°) 309 Student Guide SIPLACE X-Serie und X4I FSE Vorbereite n von Pi pette 1 b is 12 zum Ab…
Collect-, Pick- und Place-Kopf (CPP)
LP-Lageerkennung - Zentrierung der LP-Passmarken Abhol- und Bestückzyklus am CPP
Student Guide SIPLACE X-Serie und X4I FSE 308
LP-Lagee rkennung - Zentrie rung der LP-Passm arken
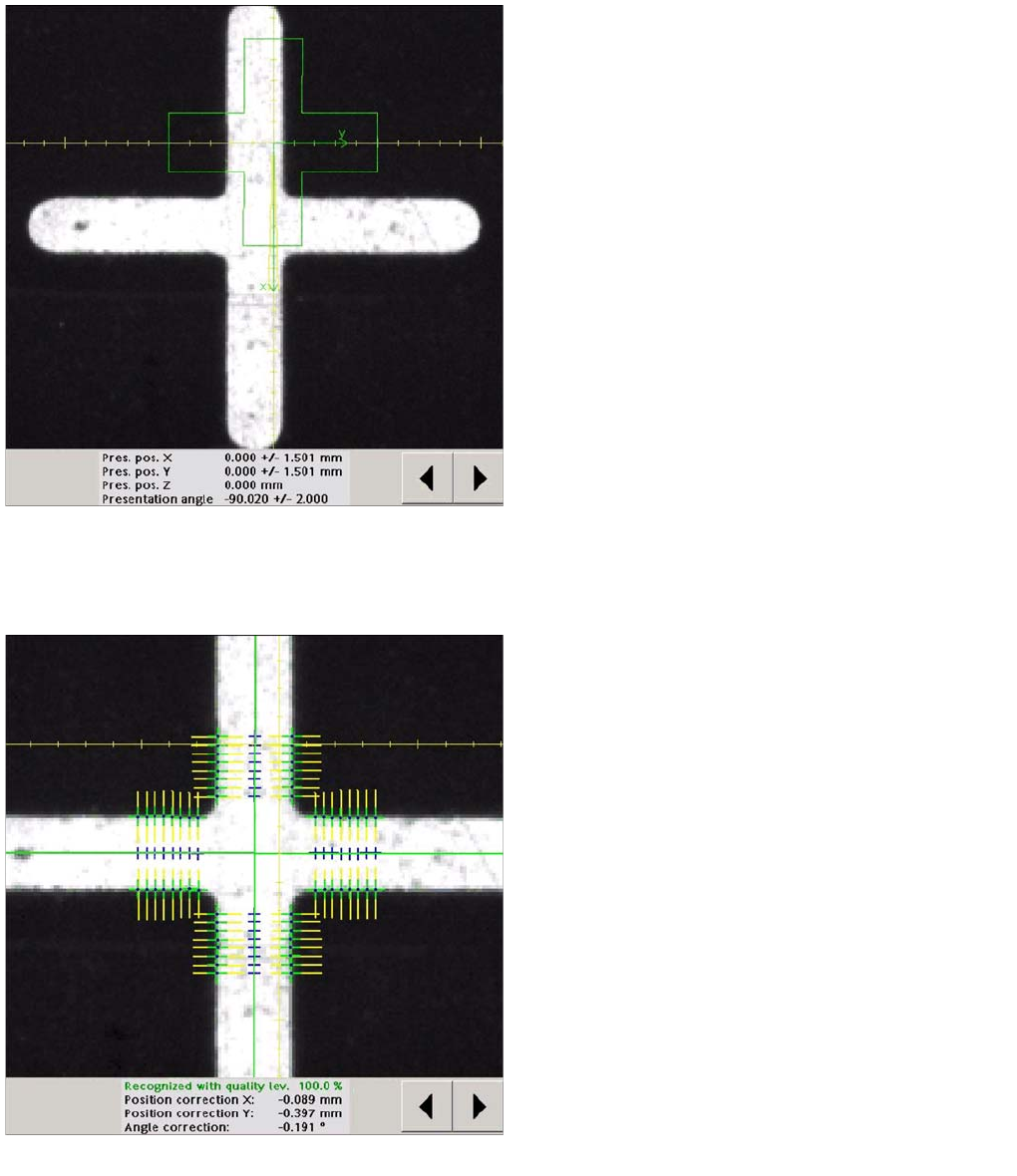
8.4.4 LP-Lageerkennung - Zentrierung der LP-Passmarken
LP-Lageerkennungsfahrt zur Sollposition der Leiterplatte
An dieser Sollposition wird eine Passmarke erwartet. Die
LP-Kamera wird aus der Warteposition zu dieser
Passmarken-Position bewegt.
▪ Die LP-Lageerkennung wird durchgeführt, bevor das
1. Bauelement aufgenommen wird.
▪ Die Portalachsen bewegen die LP-Kamera zu der
theoretischen Passmarken-Position. Die Kamera
macht eine Aufnahme der 1. Passmarke. Das
Visionsystem errechnet die Mittenposition.
LP-Lageerkennung – Zentrierung der LP-Passmarken
Die zentrierte Passmarke definiert jetzt die tatsächliche
Position der Leiterplatte.
▪ Die Kamera macht eine Aufnahme der 2. Passmarke
und das Visionsystem errechnet die Mittenposition
dieses Bildes.
▪ Die 2. Berechnung ist die Abweichung zwischen der
Soll- und der errechneten Passmarken-Position.
▪ Alle LP-Passmarken werden optisch mit diesem
Verfahren zentriert.
▪ Diese Daten werden an die Maschinensteuerung
geschickt.
▪ Korrigierte Werte werden für die X-, Y- und die
Winkelposition der Leiterplatte errechnet.
▪ Jetzt bewegen die Portalachsen den Bestückkopf zur
ersten Abholposition.
Collect-, Pick- und Place-Kopf (CPP)
Abhol- und Bestückzyklus am CPP Vorbereiten von Pipette 1 bis 12 zum Abholwinkel (0° oder 90°)
309 Student Guide SIPLACE X-Serie und X4I FSE
Vorbereiten von Pipette 1 bis 12 zum Abholwinkel (0° oder 90°)
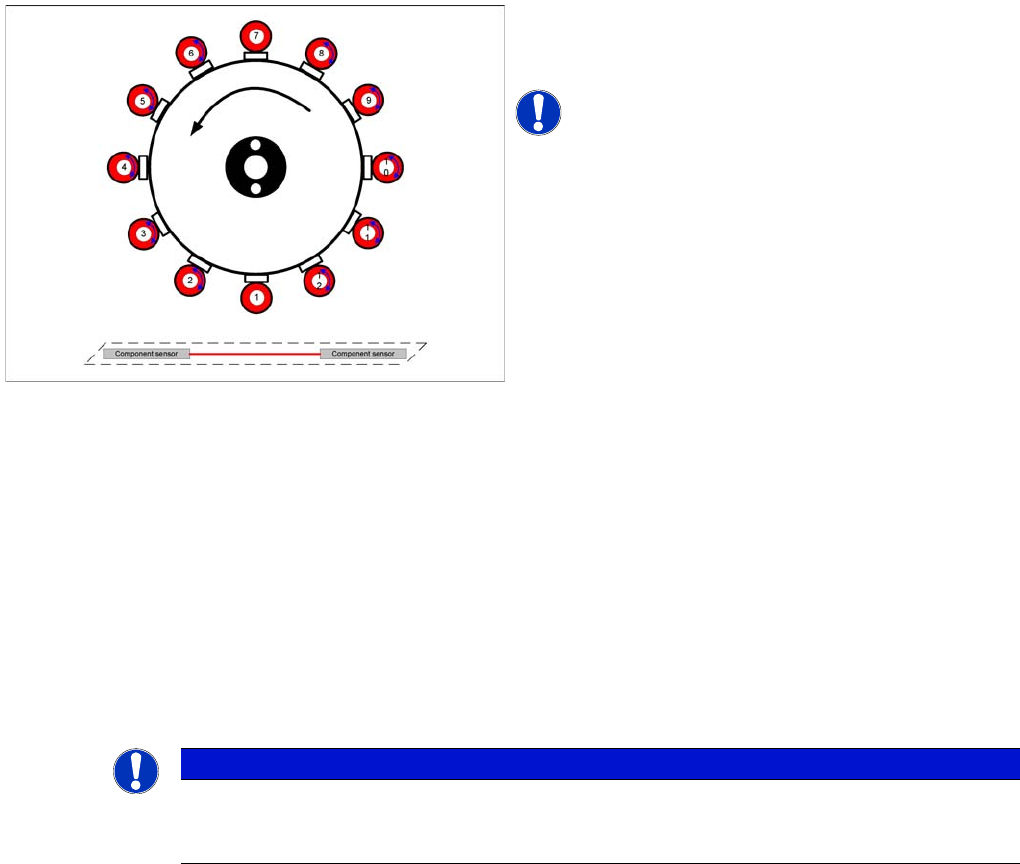
8.4.5 Vorbereiten von Pipette 1 bis 12 zum Abholwinkel (0° oder 90°)
Ablauf beim Abholen von Bauelementen
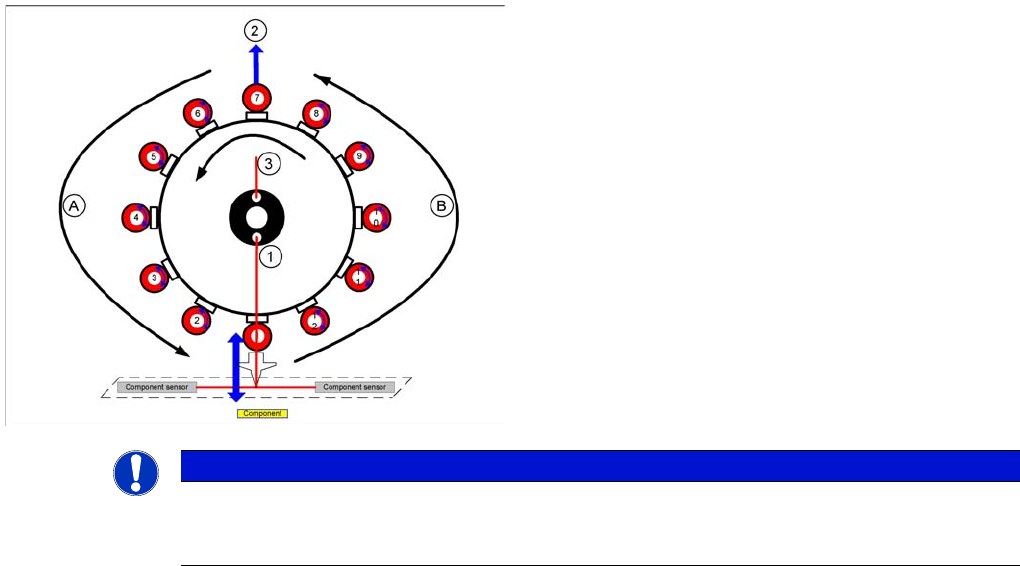
8.4.6 Ablauf beim Abholen von Bauelementen
Voraussetzung: Die Pipette befindet sich in der richtigen Abhollage (0° oder 90°).
1. Das Portal fährt über die Abholposition des 1. Bauelements.
2. Das Ventil 1 der Ventilinsel wird eingeschaltet.
3. Vakuummessung im Abhol/Bestückkreis „offen“
4. Die Z-Achse fährt nach unten und unterbricht den BE-Sensor.
5. Die Z-Position wird ausgelesen, die Pipettenlänge berechnet und mit der Referenzlänge vom
Höhenreferenzlauf verglichen.
1. Das Vakuum wird eingeschaltet (Druckregelventil - Je nach programmiertem Abholprofil "frühes
Vakuum" oder mit Lichtschranke unten.)
2. Die Z-Achse fährt nach oben. Es erfolgt eine Vakuumprüfung um zu ermitteln, ob sich ein BE an der
Pipette befindet.
3. Der BE-Sensor wird wieder frei, die Z-Position wird ausgelesen. Berechnen der Bauteilhöhe bzw.
nur Anwesenheitskontrolle.
4. Wenn die Z-Achse oben ist, erfolgt ein Vakuumcheck.
5. Der Stern wird gedreht und weitere Bauteile abgeholt.
6. Das BE an Segment 1 wird durch den DP-Antrieb in die Bestücklage gedreht (Bereich A).
7. An Segment 7 wird ein Bauteil abgeholt.
8. Das Bauteil an Segment 1 wird unter der BE-Kamera optisch zentriert.
9. Es erfolgt eine Bestückwinkelkorrektur nach der optischen Zentrierung (Bereich B).
10. Wenn alle 12 Bauelemente abgeholt wurden ist der Abholvorgang beendet.
Drehung von Segment 1 bis 12 zum Abholwinkel (0° oder
90°)
▪ Beim CPP werden alle Segmente nacheinander, von
Segment 1 angefangen bis Segment 12, auf den
gewünschten Abholwinkel 0° oder 90° gedreht.
HINWEIS! Jedes Segment hat seinen eigenen
DP-Antrieb
HINWEIS
Diese berechnete Pipettenlänge wird im Bestückzyklus beim Hochfahren verwendet um zu
kontrollieren, dass das BE bestückt wurde. Wird ein Längenunterschied von -0,15 mm oder
+0,1 mm festgestellt erfolgt eine Warnung: Pipetten tauschen.
Collect-, Pick- und Place-Kopf (CPP)
Ablauf Bestücken von Bauelementen Abhol- und Bestückzyklus am CPP
Student Guide SIPLACE X-Serie und X4I FSE 310
Ablauf Bestücken von Bauelementen
8.4.7 Ablauf Bestücken von Bauelementen
Voraussetzung: Abholvorgang und optische Zentrierung waren erfolgreich.
1. Das Portal fährt über die Bestückposition des 1. Bauelements.
2. Vakuummessung im Abhol/Bestückkreis „geschlossen“
3. Die Z-Achse fährt nach unten und unterbricht den BE-Sensor.
4. Die Z-Position wird ausgelesen. Die Pipettenlänge und Bauteilhöhe wird mit dem Wert vom
Abholvorgang Z-Achse hochfahren berechnet.
5. Blasluft einschalten (Druckregelventil, je nach programmierten Bestückprofil)
6. Die Z-Achse fährt nach oben.
7. Der BE-Sensor wird wieder frei, die Z-Position wird ausgelesen. Berechnen der Pipettenlänge mit
dem Wert vom Abholvorgang Z-Achse runterfahren (Referenzwert). Das Bauteil wird bestückt.
8. Das Ventil der Ventilinsel für Segment 1 wird ausgeschaltet.
9. Wenn die Z-Achse oben ist, erfolgt ein Vakuumcheck.
10. Der Stern wird gedreht und weitere Bauteile bestückt.
11. Das Segment 1 wird durch den DP-Antrieb in die Abhollage für das nächste Bauteil gedreht (Bereich
A bzw. B).
12. Wenn alle 12 Bauelemente bestückt wurden, ist der Bestückvorgang beendet.
Legende
1. Vakuummessung Abhol-/Bestückkreis
2. Optische Zentrierung SIPLACE Vision
3. Vakuummessung Haltekreis
A : BE in den Bestückwinkel drehen
B : Bestückwinkelkorrektur nach optischer Zentrierung
HINWEIS
Alle Vakuummessungen während des Bestückprozesses werden im Hintergrund durchgeführt
und Erzeugen keine Fehlermeldungen. Die Fehlermeldungen über fehlendes BE an der Pipette
usw. werden ausschließlich über den BE-Sensor erzeugt.