00196043-05 - SG X und X4I FSE_de.pdf - 第342页
TwinHead Referenzlauf an der Z-Achse Referenzlauf Student Guide SIPLACE X-Serie und X4I FSE 342 Referenzla uf an der Z-Achse 9.2.1 Referenzlauf an der Z-Achse Referenzla uf an der D-Achse 9.2.2 Referenzlauf an der D-Achs…
TwinHead
Referenzlauf Baugruppen am TwinHead
341 Student Guide SIPLACE X-Serie und X4I FSE
Referenzlauf
9.2 Referenzlauf
TwinHead Z-, D-Achse
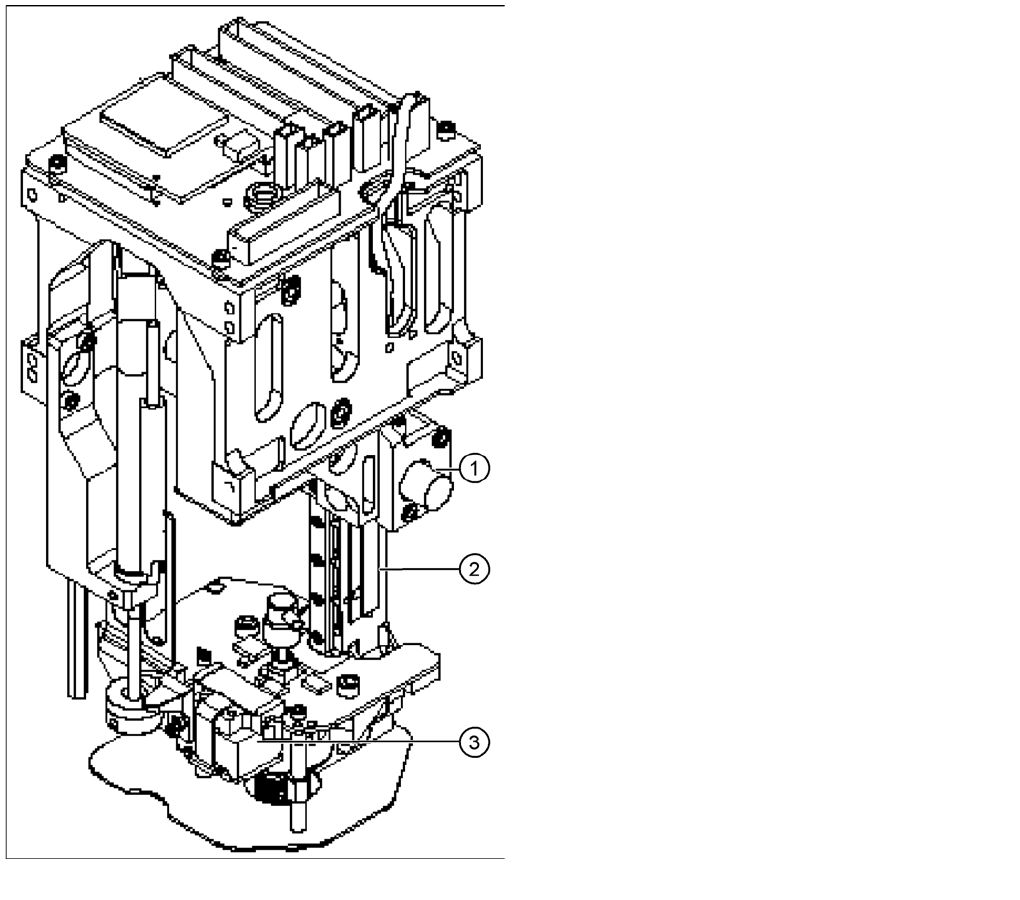
Der TwinHead besteht aus zwei Segmenten mit den
beiden Achsen Z und D sowie den X- und Y-Achsen des
Portals.
Vor dem Start des Referenzlaufs fährt der
Rückholzylinder in die untere Ausgangsposition (home
pos.). Bei beiden Modulen ist das Vakuum an bis der
Vakuumerzeuger initialisiert ist.
Legende
1. Inkrementalgeber Z-Achse
2. Linearer Inkremental-Maßstab der Z-Achse
3. Inkrementalgeber mit Inkremental-Glasmaßstab D-
Achse
TwinHead
Referenzlauf an der Z-Achse Referenzlauf
Student Guide SIPLACE X-Serie und X4I FSE 342
Referenzlauf an der Z-Achse
9.2.1 Referenzlauf an der Z-Achse
Referenzlauf an der D-Achse
9.2.2 Referenzlauf an der D-Achse
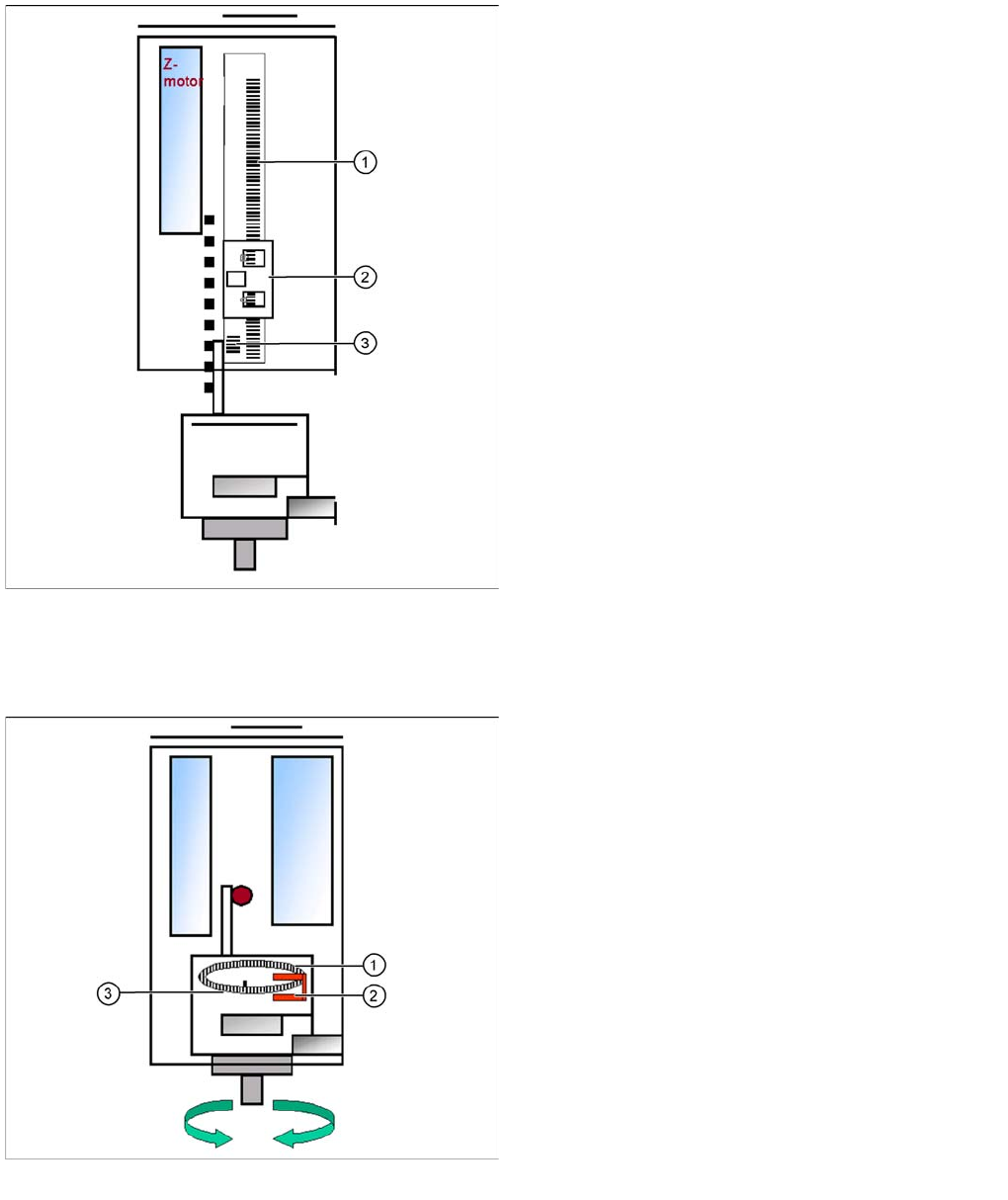
Referenzlauf Z-Achse
Legende
1. Inkremental-Maßstab montiert auf beweglichem Teil
der Z-Achse
2. Fest installierter Inkrementalgeber
3. Nullimpuls auf Inkremental-Maßstab (nur einer an
der Z-Achse)
▪ Suche der Z-Achse nach dem Kommutierungspunkt
des Linearmotors in einer für die Z-Achse speziellen
Betriebsart. (Ein 3~ AC-Motor fährt immer weiter
wenn der Strom von einer Phase auf die nächste
geschaltet wird und zwar zum richtigen Zeitpunkt und
in der richtigen Folge.)
▪ Dann fährt die Z-Achse bis zum Nullimpuls nach
oben und lädt die Nullpunktkorrektur.
▪ Die Ermittlung der Nullpunktkorrektur, max. und min.
Verfahrwege erfolgt beim Kalibrieren der Kopfhöhe.
Referenzlauf D-Achse
Legende
1. Inkremental-Glasmaßstab der D-Achse
2. Inkrementalgeber
3. Nullimpuls am Inkremental-Glasmaßstab
Dann führt die D-Achse (drehende Achse) den
Referenzlauf durch.
Die D-Achse fährt zum Nullimpuls des D-Achsen-
Inkrementalgebers. Die Nullpunktkorrektur wird geladen.
Abhängig von dem Vorzeichen fährt die D-Achse zur
Referenzposition.
Referenzlauf beendet! Es folgt der Portalreferenzlauf
(siehe Abschnitt Portal).
TwinHead
Referenzlauf Höhenreferenzlauf
343 Student Guide SIPLACE X-Serie und X4I FSE
Höhenreferenzlauf
9.2.3 Höhenreferenzlauf
Vakuumcheck
9.2.4 Vakuumcheck
▪ Nachdem der Bootvorgang des CAN-Bus-Prozessors für den Vakuum-/Blaslufterzeuger
abgeschlossen ist, ist dieser initialisiert. D. h. an der Pipette wird durch Regelung im Vakuum-/
Blaslufterzeuger weder Vakuum noch Blasluft erzeugt.
▪ Die Portalachsen verfahren den TwinHead an die Abwurfposition.
▪ Über dem Abwurfbehälter schaltet der Vakuum-/Blaslufterzeuger auf Blasluft, um Bauelemente
abzuwerfen und die Blasluft zu prüfen.
▪ Jetzt wird am Vakuum-/Blaslufterzeuger auf Vakuum umgeschaltet und das offene Vakuum der
beiden Segmente gemessen (X-, SX- und D3-Maschine, D1: ein Twin-Segment)*.
▪ Der Druck wird nach der Messung wieder auf 0 bar geregelt.
▪ Damit ist der Vakuum-Referenzlauf für den TwinHead beendet.
* Der geschlossene Vakuumwert der Twin-Segmente wird auf den Kalibrierwert bezogen.
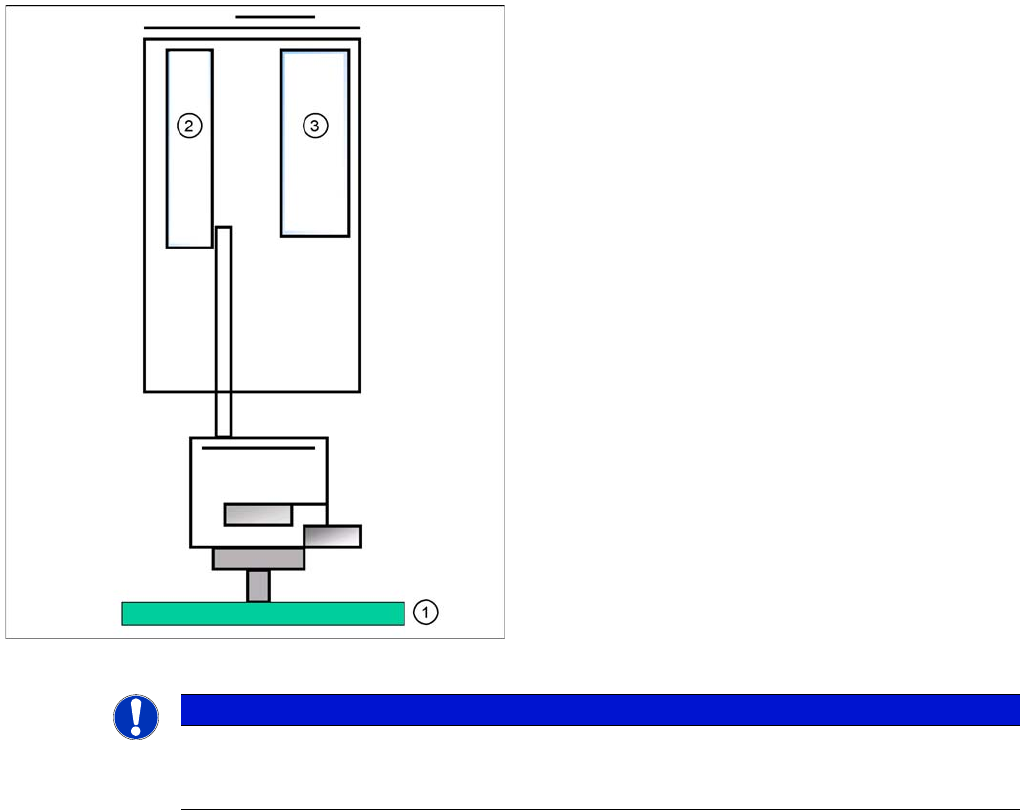
Messen der Pipettenhöhe
Mit dieser Funktion wird geprüft, ob es sich um den
richtigen, programmierten Pipettentyp handelt. Die
Pipettenlänge wird herangezogen, um die Abhol-,
Zentrier- und Bestückhöhe für die nachfolgenden
Bestückvorgänge zu berechnen.
Legende
1. Oberseite der festen Transportwange
2. Z-Motor
3. Vakuum Blasluft-Erzeugung
► Das Portal fährt die Bestückköpfe über die feste
Transportwange.
► Die Z-Achse positioniert Modul 2 (X/D3-Maschine)
nach unten.
► Vom Verfahrbereich der Z-Achse wird die Höhe des
TwinHead berechnet in Bezug auf den Pipettentyp.
► Jetzt erfolgt für Modul 1 der gleiche Vorgang.
► Die max. Längentoleranz beträgt 0,4 mm: Ist die
Längendifferenz zu groß, wird eine Fehlermeldung
angezeigt.
HINWEIS
Beide Module werden an derselben Position des LP-Transports gemessen!
Dieser Referenzlauf des TwinHeads erfolgt parallel zu den anderen Bestückköpfen in der
Maschine.