00196043-05 - SG X und X4I FSE_de.pdf - 第344页
TwinHead Allgemeines Abh ol- und Bestückzyklus beim TwinHead Student Guide SIPLACE X-Serie und X4I FSE 344 Abhol- und Bestückzyklus beim TwinHea d 9.3 Abhol- und Bestückzyklus beim TwinHead Allgemeine s 9.3.1 Allgemeines…
TwinHead
Referenzlauf Höhenreferenzlauf
343 Student Guide SIPLACE X-Serie und X4I FSE
Höhenreferenzlauf
9.2.3 Höhenreferenzlauf
Vakuumcheck
9.2.4 Vakuumcheck
▪ Nachdem der Bootvorgang des CAN-Bus-Prozessors für den Vakuum-/Blaslufterzeuger
abgeschlossen ist, ist dieser initialisiert. D. h. an der Pipette wird durch Regelung im Vakuum-/
Blaslufterzeuger weder Vakuum noch Blasluft erzeugt.
▪ Die Portalachsen verfahren den TwinHead an die Abwurfposition.
▪ Über dem Abwurfbehälter schaltet der Vakuum-/Blaslufterzeuger auf Blasluft, um Bauelemente
abzuwerfen und die Blasluft zu prüfen.
▪ Jetzt wird am Vakuum-/Blaslufterzeuger auf Vakuum umgeschaltet und das offene Vakuum der
beiden Segmente gemessen (X-, SX- und D3-Maschine, D1: ein Twin-Segment)*.
▪ Der Druck wird nach der Messung wieder auf 0 bar geregelt.
▪ Damit ist der Vakuum-Referenzlauf für den TwinHead beendet.
* Der geschlossene Vakuumwert der Twin-Segmente wird auf den Kalibrierwert bezogen.
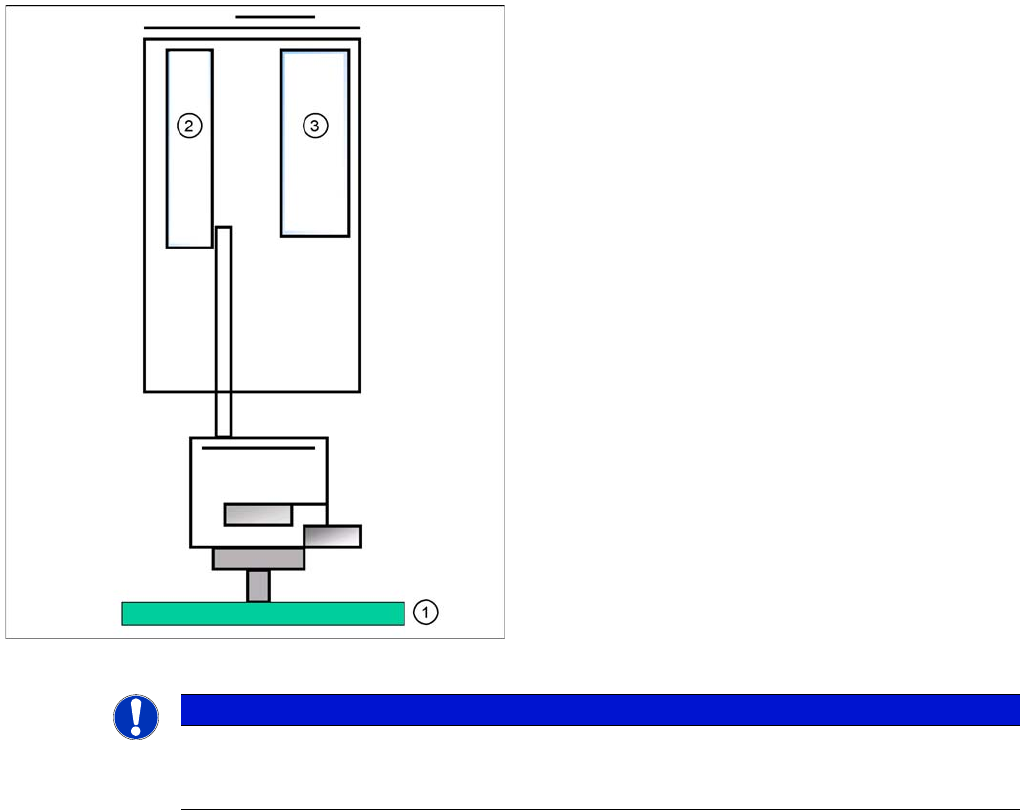
Messen der Pipettenhöhe
Mit dieser Funktion wird geprüft, ob es sich um den
richtigen, programmierten Pipettentyp handelt. Die
Pipettenlänge wird herangezogen, um die Abhol-,
Zentrier- und Bestückhöhe für die nachfolgenden
Bestückvorgänge zu berechnen.
Legende
1. Oberseite der festen Transportwange
2. Z-Motor
3. Vakuum Blasluft-Erzeugung
► Das Portal fährt die Bestückköpfe über die feste
Transportwange.
► Die Z-Achse positioniert Modul 2 (X/D3-Maschine)
nach unten.
► Vom Verfahrbereich der Z-Achse wird die Höhe des
TwinHead berechnet in Bezug auf den Pipettentyp.
► Jetzt erfolgt für Modul 1 der gleiche Vorgang.
► Die max. Längentoleranz beträgt 0,4 mm: Ist die
Längendifferenz zu groß, wird eine Fehlermeldung
angezeigt.
HINWEIS
Beide Module werden an derselben Position des LP-Transports gemessen!
Dieser Referenzlauf des TwinHeads erfolgt parallel zu den anderen Bestückköpfen in der
Maschine.
TwinHead
Allgemeines Abhol- und Bestückzyklus beim TwinHead
Student Guide SIPLACE X-Serie und X4I FSE 344
Abhol- und Bestückzyklus beim TwinHea d
9.3 Abhol- und Bestückzyklus beim TwinHead
Allgemeines
9.3.1 Allgemeines
Bestückprinzip des TwinHead
9.3.2 Bestückprinzip des TwinHead
Das Portal wartet während der LP-Transportzeit an der theoretischen Passmarken-Position, um die
Leiterplattenzentrierung (und Inkpunkt-Erkennung) nach der LP-Klemmung durchzuführen. Mit
"Whispering down the machine" wertet Portal 3 nur noch zwei Passmarken aus.
Der TwinHead holt nun zunächst mit Modul 1 dann mit Modul 2 jeweils ein Bauelement ab.
Anschließend werden diese Bauelemente über der IC-Kamera (FC-Kamera) zentriert und bestückt.
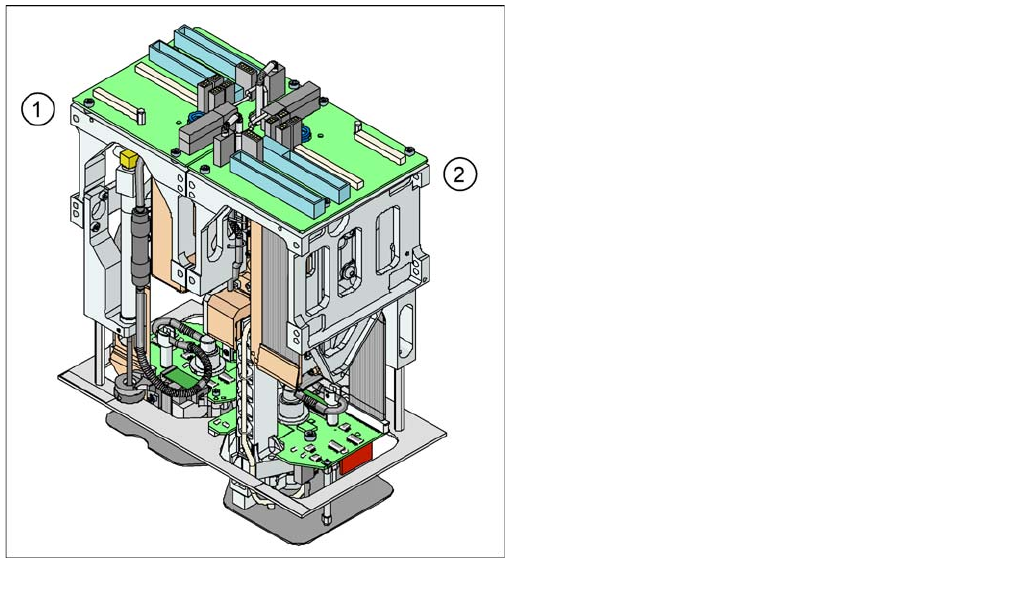
Ansicht TwinHead
Das Modul 2 (2) des TwinHead ist gegenüber
Modul 1 (1) um 180 Grad gedreht montiert.
▪ Der Abstand in X-Richtung zwischen den Pipetten
beträgt ca. 71 mm.
▪ Die maximale Bauteil-Höhe beträgt 25 mm.
▪ Die Aufsetzkraft beim Bestücken kann programmiert
werden von 0.5 N bis 15 N (bei einem Highforce
TwinHead bis 30 N).
▪ Die Winkelgenauigkeit beträgt 0.07 Grad, 4 Sigma/X-
und Y-Achsen 35 µm 4 Sigma .
▪ Die Fähigkeit, Sonderbauelemente zu bestücken
wurde weiter verbessert:
TwinHead
Abhol- und Bestückzyklus beim TwinHead Vorbereitung zum Abholen vom Bauelement (Modul 1)
345 Student Guide SIPLACE X-Serie und X4I FSE
Vorbereit ung zum Abholen v om Bauelement (Mo dul 1)
9.3.3 Vorbereitung zum Abholen vom Bauelement (Modul 1)
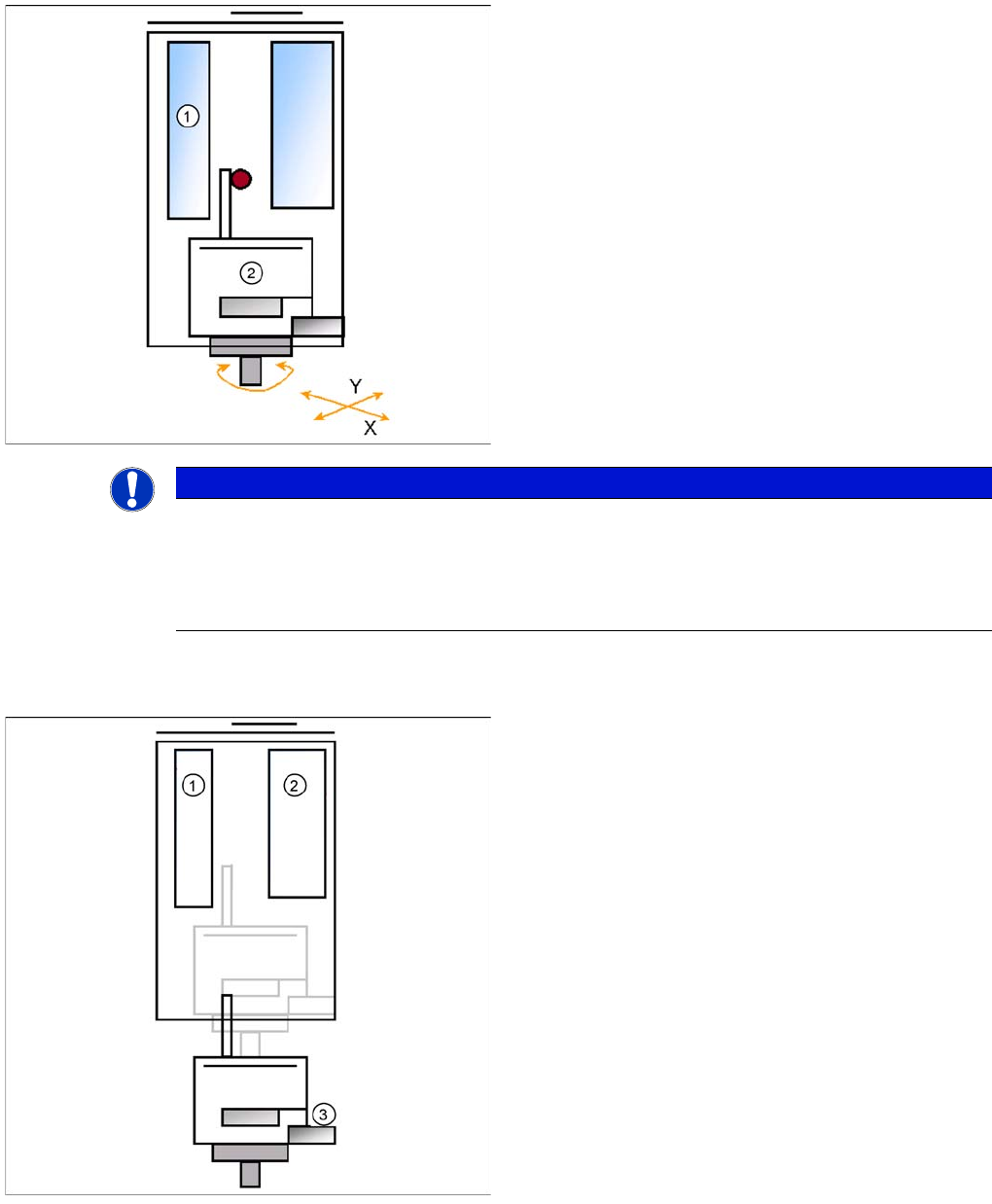
Abholen des Bauelements (Modul 1)
9.3.3.1 Abholen des Bauelements (Modul 1)
Legende
1. Z-Motor
2. D-Motor
▪ LP-Erkennung und ggf. Inkpunkterkennung wird
durchgeführt.
▪ Die X- und Y-Achsen des Portals verfahren zur Spur
bzw. Abholposition des Zuführmoduls.
▪ Die D-Achse dreht während der Positionierung des
Portals auf den Abholwinkel.
▪ Kommunikation mit BE-Wagen Förderer bereit öffnet
das Abholfenster des Förderers.
HINWEIS
Um eine höhere Bestückgenauigkeit zu erreichen werden bei jeder Leiterplatte die ersten fünf
Bauteile über der IC-Kamera in 0° und 180° zentriert (SW 504). Ab der SW 505 und höher wird
der Offset zwischen der Pipette und IC-Kamera mit Hilfe einer Marke nach einer definierten Zeit
kontrolliert. Die Marke befindet sich auf einer Metallplatte, die zwischen stationärer Kamera und
Maschine befestigt ist
Legende
1. Z-Motor
2. Vakuum-/Blaslufterzeuger
3. Kraftsensor
▪ Z-Achse verfährt abwärts im Standard-Modus (2 N
Abholkraft).
▪ Beim Kontakt mit dem Bauelement wird die
Abholkraft auf den programmierten Wert erhöht.
▪ Bei Erreichen dieses Wertes wird das Ende
Signalausgelöst und die Vakuumüberprüfung
aktiviert.