00196043-05 - SG X und X4I FSE_de.pdf - 第412页
BE-Handling Aufbau und Funktion des pneumati schen Schneidgerätes Pneumatisch es Schneidgerät Student Guide SIPLACE X-Serie und X4I FSE 412 Einzugsvorrichtung komplett Legende Aufbau und Funktion des pneuma tischen Schne…
BE-Handling
Pneumatisches Schneidgerät Pneumatisches Schneidgerät und Leergurtleitkanal
411 Student Guide SIPLACE X-Serie und X4I FSE
Pneumatisches Schneidgerät
10.3 Pneumatisches Schneidgerät
Pneumatisches Schneidgerät und Leergurtleitkanal
10.3.1 Pneumatisches Schneidgerät und Leergurtleitkanal
Das pneumatische Schneidgerät ist auf dem Rahmen des BE-Wagen-Einzugs mit vier Schrauben
befestigt. Es trennt Kunststoff-, Aluminium- und Papiergurte bis zu einer maximalen Taschentiefe von
25 mm. Die Gurtabschnitte fallen über die Gurtabfallrutsche in den Gurtabfallbehälter des BE-Wagens.
Der Leergurtleitkanal ist so konstruiert, dass dieser die Schneidkanten des Schneidgerätes überdeckt
(Verletzungsrisiko), die leeren Bauelementegurte kontrolliert zum Schneidgerät führt, den BE-
Abwurfbehälter integriert und die verschiedenen Pipettenwechsler für den C&P6/12/20 und TwinHead
aufnehmen kann.
EEP-WriteErr
(Fehler bei der
Datensicherung
im EEPROM)
Rot Datensicherung im
EEPROM wurde nicht
korrekt durchgeführt
Da im EEPROM die Position
des Antriebes gespeichert ist, ist
in diesen Fällen ein
Referenzlauf notwendig. →
Fehler mit der grauen Taste
bestätigen. Anschließend
Aufforderung zum Referenzlauf
mit der gelben Taste bestätigen
(Behandlung siehe Punkt
Referenzlauf).
EEP-ReadErr
(Fehler beim
Auslesen des
EEPROMS)
Rot Daten aus EEPROM
wurden nicht korrekt
gelesen.
EEP-DataErr
(Fehler beim
Sichern der
Daten im
EEPROM)
Rot Datensicherung im
EEPROM wurde nicht
komplett durchgeführt
Referenz o
Reference o
Rot Positionsinformation des
Gurtantriebes nicht mehr
vorhanden.
Ggf. Gurt entnehmen;
anschließend Referenzlauf
durch Drücken der gelben Taste
"Folie" starten.
CAN BusError
(CAN-Bus-
Fehler)
Rot CAN-Bus-Fehler Wenn Reset ohne Erfolg,
Förderer zur Reparatur
ParNotSaved!
Rot Parameter überhaupt nicht
abgespeichert.
Defaultparameter werden
automatisch geladen, d.h. die
letzten Bedienereinstellungen
werden überschrieben → Ggf.
müssen Einstellungen (z. B.
Takt) verändert werden.
Kommen diese Fehler zu häufig
vor, Steuerplatine tauschen.
ParWrongSave
Rot Parameter falsch oder
unvollständig
abgespeichert.
BootFlashErr
FlashDataErr
Rot Boot- oder
Applikationsspeicher
können nicht mehr korrekt
beschrieben werden.
Förderer oder Steuerplatine
tauschen
Anzeige im
Display
LED-
Anzeige
Bedeutung Störungsbehebung
BE-Handling
Aufbau und Funktion des pneumatischen Schneidgerätes Pneumatisches Schneidgerät
Student Guide SIPLACE X-Serie und X4I FSE 412
Einzugsvorrichtung komplett
Legende
Aufbau und Funktion des pneumatischen Schneidgerätes
10.3.2 Aufbau und Funktion des pneumatischen Schneidgerätes
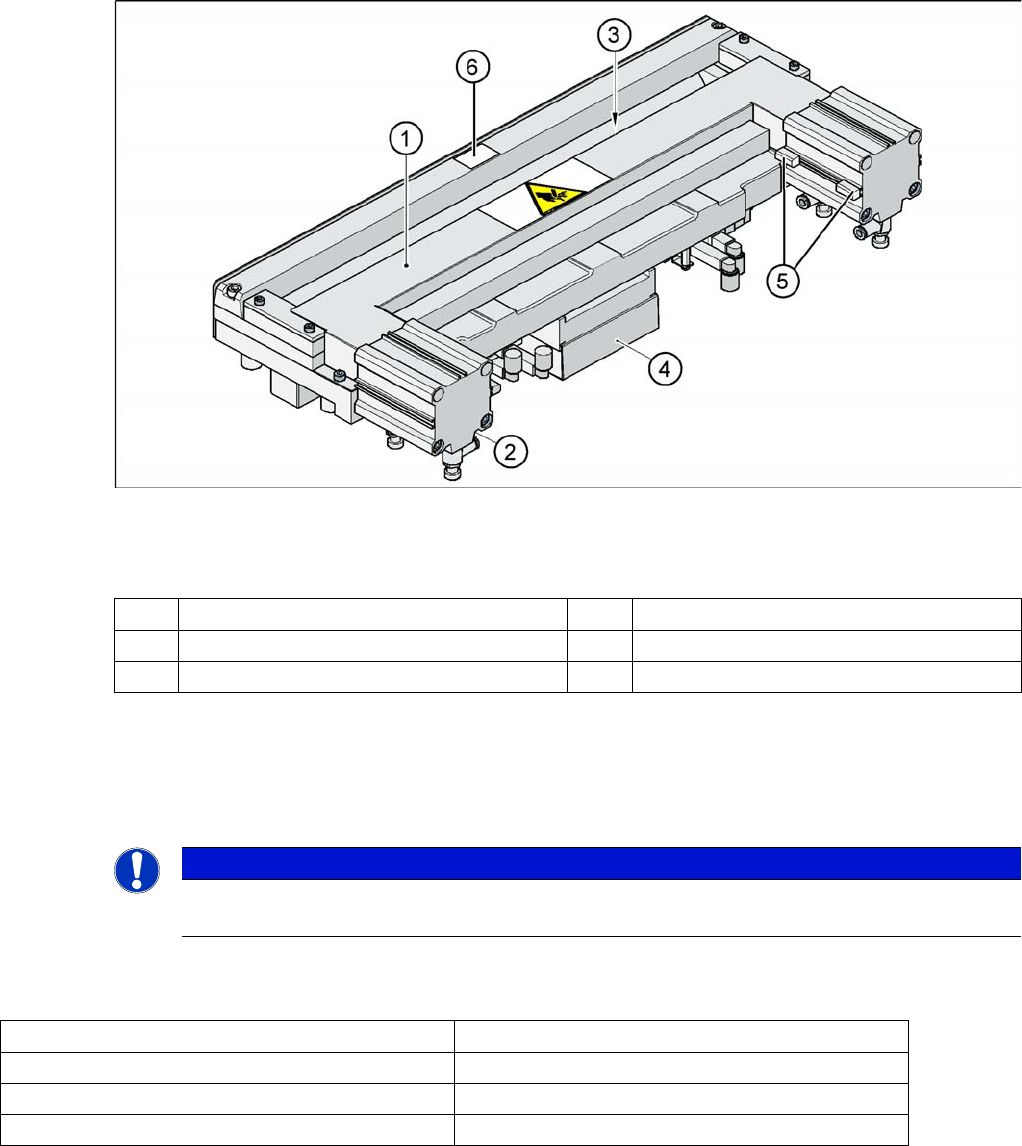
Über den Leergurtleitkanal werden die Leergurte in die Öffnung (3) des Schneidgeräts geleitet.
Basis des Schneidgeräts ist ein horizontal liegender Rahmen (1) mit einer feststehenden Schneidkante
und einem beweglichen Schneidmesser, das von zwei Kurzhubzylindern (2) Bei jeder Auf- oder
Abwärtsbewegung schneidet das Gerät den Gurt ab.
Die Näherungsschalter (5) signalisieren die Stellung der Kurzhubzylinderkolben und damit auch die
Stellung der Schneidmesser. Die Steuerelektronik (4) registriert über die Näherungsschalter, ob der Gurt
abgeschnitten wurde. Der Schneidvorgang erfolgt nur während des Bestückens. Aus Gründen der
Betriebssicherheit ist das Schneidgerät in den NOT-HALT-Kreis integriert.
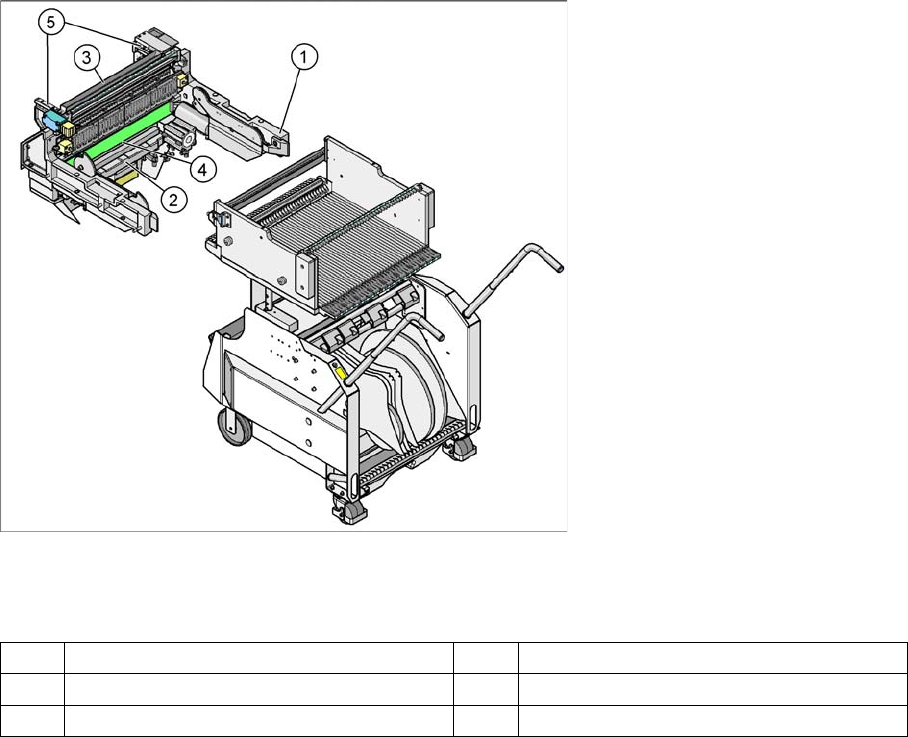
Das pneumatische Schneidgerät ist mit vier Schrauben auf den Rahmen der Einzugsvorrichtung
befestigt und bildet zusammen mit dem Leergurtleitkanal eine Einheit.
1 Rahmen Einzugsvorrichtung 2 Pneumatisches Schneidgerät
3 BE-Abwurfbehälter 4 Leergurtleitkanal
5 Aufnahmehalter für Pipettenwechsler
BE-Handling
Pneumatisches Schneidgerät Aufbau und Funktion des pneumatischen Schneidgerätes
413 Student Guide SIPLACE X-Serie und X4I FSE
Pneumatisches Schneidgerät
Legende
Der Gurtschneider wird aktiviert wenn das Portal zur ersten Bestückposition fährt. Abwechselnd bewegt
einer der zwei Zylinder das Schneidmesser vor. Erreicht der erste Zylinder die vordere Position, wird der
2. Zylinder gestartet. Beide Zylinder werden dann gleichzeitig für die Rückwärtsbewegung gestartet.
Zu Servicezwecken kann das Schneidgerät in ca. 15 min. aus- bzw. eingebaut werden. Für detaillierte
Beschreibungen zum Zerlegen siehe Serviceanleitung.
Technische Daten
10.3.2.1 Technische Daten
1 Horizontaler Rahmen 4 Steuerelektronik
2 Kurzhubzylinder 5 Näherungsschalter
3 Öffnung für die Leergurte 6
HINWEIS
Die Ersatzteilnummern für die Schneidgeräte und die Schneidmesser zwischen den HF- und
X-Maschine sind nicht identisch.
Druckluftversorgung 0,5 MPa = 5,0 bar
Druckluftverbrauch 135 Nl/min
Taktzeit 1,5 sec pro Schnittvorgang
Versorgungsspannungen 5V-, 24V-