00196043-05 - SG X und X4I FSE_de.pdf - 第445页
Modularer Transport Einstellarbeiten am Leiterplattentra nsport Überprüfungen nach me chanischen Arbeiten am Transport 445 Student Guide SIPLACE X-Serie und X4I FSE Drehrichtung links am Einstellventil: Verringerung der …
Modularer Transport
Hubtischfunktionen Einstellarbeiten am Leiterplattentransport
Student Guide SIPLACE X-Serie und X4I FSE 444
Funktion Hubtisch unten
Vorraussetzungen für die Erkennung, dass der Hubtisch unten ist:
▪ 30-35 Impulse von der Inkrementalscheibe
▪ BERO am Hubtischzylinder
▪ Zeitverhalten für Leiterplatten lösen von ca. 480 ms
Geschwindigkeit des Hubtisches einstellen (ab SW701)
11.3.8.1 Geschwindigkeit des Hubtisches einstellen (ab SW701)
► Sind die Verfahrzeiten nicht in der Toleranz oder erscheinen Fehlermeldungen während der
Produktion, so stellen Sie die Verfahrzeiten wie folgt ein:
► Stellen Sie die beiden Pneumatikdrosseln am Hubtischzylinder so ein, dass Sie die entsprechenden
Werte bei montierter Hubtischplatte erreichen:
► Kommt es beim Herunterfahren des Hubtisches zu Störungen oder Erschütterungen der LP, so
stellen Sie eine geeignete langsamere Sinkgeschwindigkeit ein.
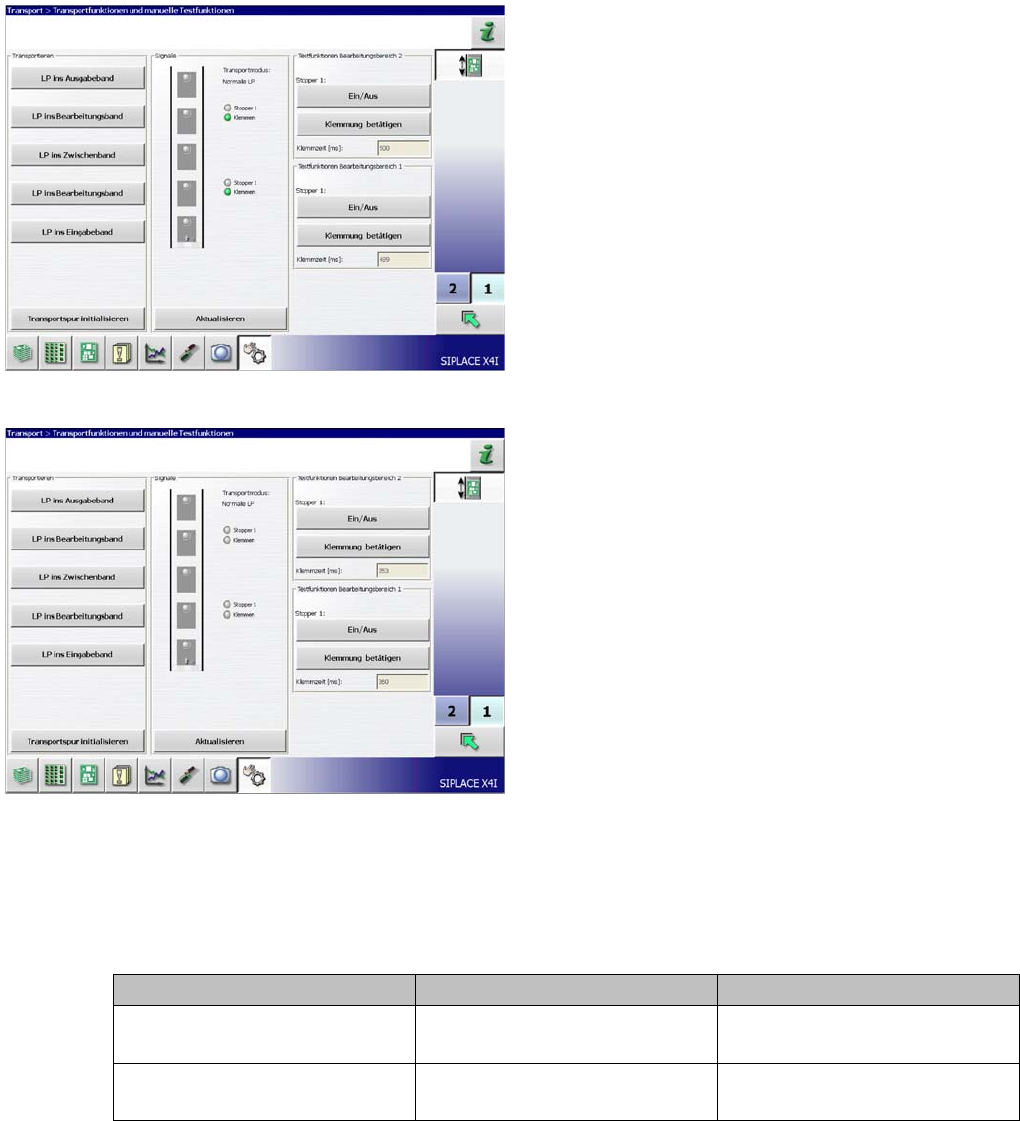
Zeit für Hubtisch hochfahren mit Hubtischplatte
► Schalten Sie die Maschine ein.
► Im Menü Manuelle Aktionen --> Transport
kann der Hubtisch auf und ab bewegt werden. Die
Zeit wird direkt angezeigt.
► Betätigen Sie den Button Klemmung betätigen.
Zeit für Hubtisch runterfahren mit Hubtischplatte
► Der Hubtisch wird nach oben gefahren und die
Verfahrzeit angezeigt (siehe Abbildung).
► Bei nochmaligem Drücken des Buttons
Klemmung betätigen wird der Hubtisch nach
unten gefahren und die Verfahrzeit für die
Abwärtsbewegung angezeigt.
Hubtisch hochfahren runterfahren
Hubtisch (Standard)
Puffer: 20 mm
520 ms +/- 20 ms 480 ms +/- 20 ms
Hubtisch (X4I)
Puffer: 35 mm
430 ms +/- 20 ms 400 ms +/- 20 ms
Modularer Transport
Einstellarbeiten am Leiterplattentransport Überprüfungen nach mechanischen Arbeiten am Transport
445 Student Guide SIPLACE X-Serie und X4I FSE
Drehrichtung links am Einstellventil: Verringerung der Verfahrzeit des Hubtisches
Drehrichtung rechts am Einstellventil: Erhöhung der Verfahrzeit des Hubtisches
Dämpfun gseinheit Hubtisch einstellen [00358684-05]
11.3.8.2 Dämpfungseinheit Hubtisch einstellen [00358684-05]
Überprüfungen nach mechan ischen Arbeiten am Transp ort
11.3.9 Überprüfungen nach mechanischen Arbeiten am Transport
Kontrolle: Der Abstand zwischen der Oberkante Transportriemen und dem Anschlag oben soll 6 mm
betragen.
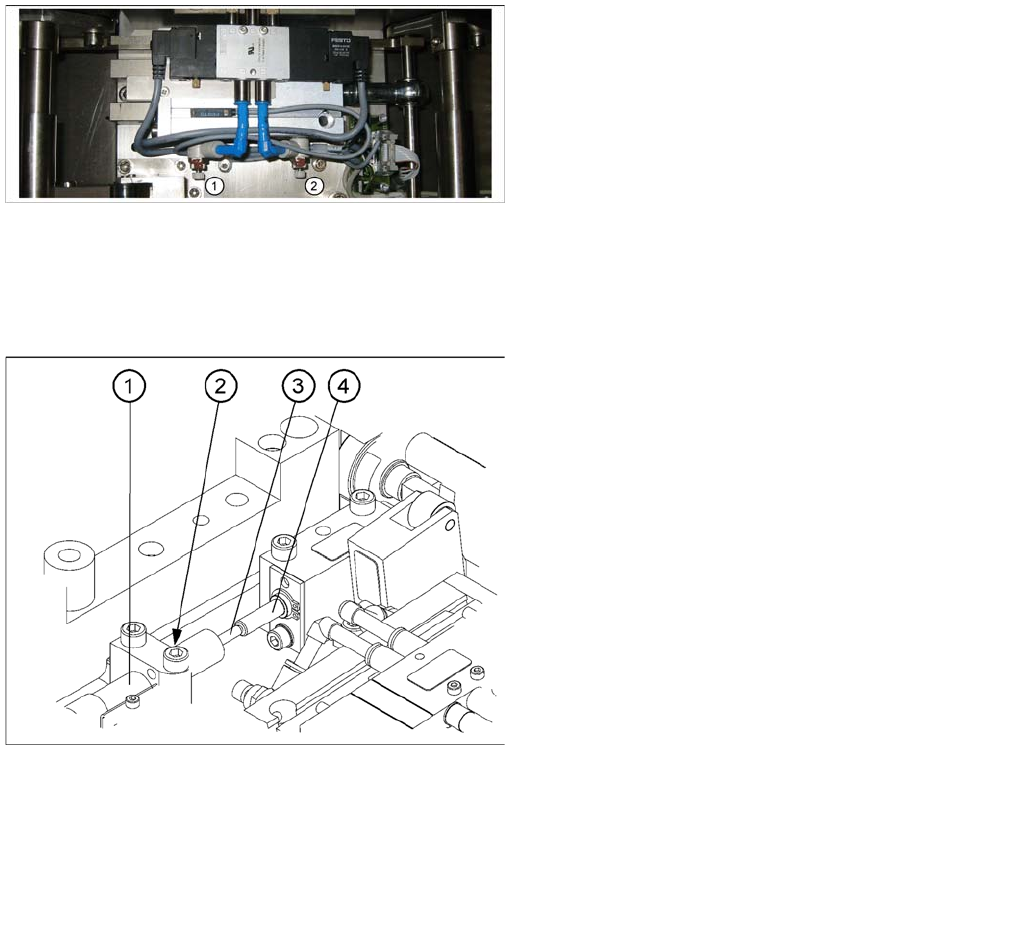
Legende
1. Abwärts
2. Aufwärts
Dämpfungseinheit einstellen
Durch die Dämpfungseinheit (1) wird der Hubtisch sanft
nach oben gefahren. Wird die Leiterplatte geklemmt, wird
somit ein starkes Prellen der Leiterplatte verhindert.
► Kontrollieren Sie, ob die Dämpfungseinheit im
Befestigungsblock mit der Kontermutter (2) fixiert ist
und der Stößel (3) der Dämpfungseinheit am
Betätiger (4) leicht ansteht. Mit dieser
Grundeinstellung soll der Hubtisch sanft nach oben
fahren.
► Sollte dies nicht der Fall sein, lösen Sie die
Kontermutter am Befestigungsblock und drehen die
Dämpfungseinheit ca. eine Umdrehung in den
Befestigungsblock rein.
► Fahren Sie den Hubtisch mit Hilfe der Software nach
oben.
► Der Hubtisch muss sanft nach oben fahren.
Es darf daher kein lautes Einrasten der LP-
Klemmung hörbar sein und keine Fehlermeldung der
LP-Klemmung auftreten.
► Kontrollieren Sie die Geschwindigkeit des
Hubtischzylinders und korrigieren diese ggf.
Modularer Transport
Transportsteuerung TSP 301 Einstellarbeiten am Leiterplattentransport
Student Guide SIPLACE X-Serie und X4I FSE 446
Transportsteuerung TSP 301
11.3.10 Transportsteuerung TSP 301
Jumpereinstellungen an TSP 301
11.3.10.1 Jumpereinstellungen an TSP 301
DIL-Schalter S4 an TSP301
* Die Schalter 1 und 2 setzen die Hardware-ID 5 für D4-Maschinen und die Hardware-ID 6 für die X4I,
X-Serie, HF und D3.
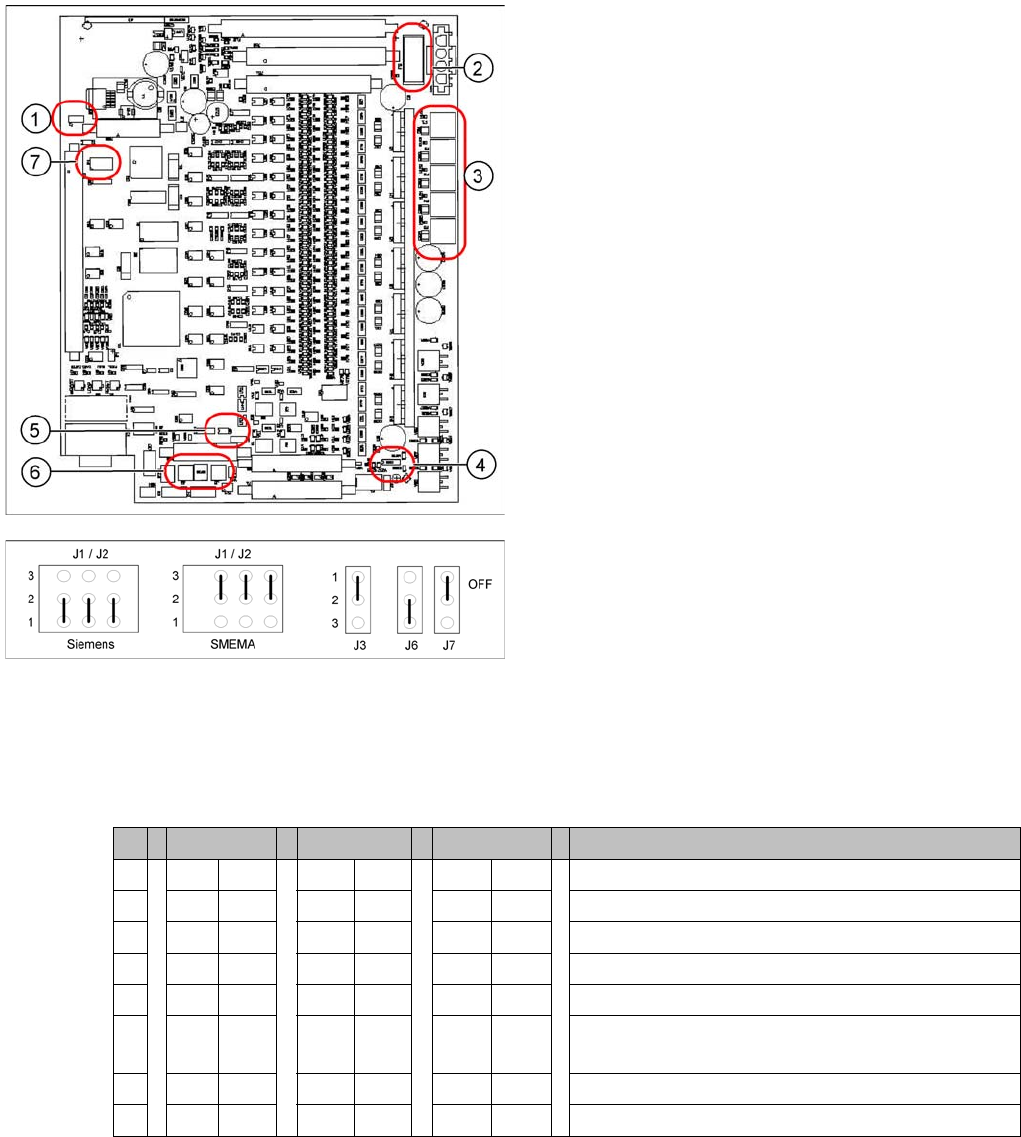
Legende
1. J7 CAN-Bus 1 Abschlusswiderstand
2. F 6 Hauptsicherung TSP 301
3. F1-F5 Sicherung für die Transportmotoren
4. J3 Störschleife
5. J6 CAN-Bus 2 Abschlusswiderstand (nicht benutzt)
6. J2, J1 Nachfolger/Vorgänger Station
7. S4 DIL-Schalter
Jumper J1, J2 "Vorgänger/Nachfolger Station" an
TSP301
Legende
▪ J1 Vorgänger Station
▪ J2 Nachfolger Station
▪ J3 Störschleife (Eine NOT-AUS-Betätigung am
Produktivity-Lift schaltet auch die Bestückmaschine
ab.)
▪ J6 CAN-Bus 2 Abschlusswiderstand (nicht benutzt)
▪ J7 CAN-Bus 1 Abschlusswiderstand
S X4I D4 X/D3/HF Anmerkung
1* ON ON ON ON
2* OFF ON OFF ON = SIPLACE D4, OFF: SIPLACE X, HF, D3, X4I
3 OFF OFF OFF OFF = Klemmsensor wird nicht mehr verwendet
4 ON ON OFF OFF ON ON = Quad-Lane, OFF: Standard-Transport
5 OFF OFF OFF nicht verwendet
6 OFF ON OFF OFF ON OFF: Standard-Transport,
ON: Quad-Lane (Transportwangen außen fest)
7 OFF OFF OFF nicht verwendet
8 OFF OFF OFF nicht verwendet