00196043-05 - SG X und X4I FSE_de.pdf - 第463页
Kalibrierung Grundsätzliche Erläuterung der K alibrierschritte Verfahrbereich (optional) 463 Student Guide SIPLACE X-Serie und X4I FSE Grundsätzl iche Erlä uterung der Kalibr ierschri tte 12.4 Grundsätzliche Erläuterung …
Kalibrierung
Einzelkalibrierung Kalibrierung Gesamtmaschine
Student Guide SIPLACE X-Serie und X4I FSE 462
Einzelkalibrierung
12.3.4 Einzelkalibrierung
Transportwangen und –breite kalibrieren
12.3.4.1 Transportwangen und –breite kalibrieren
Sehen Sie dazu auch...
12.4.11 Transportbreite kalibrieren [ ➙ 468]
12.4.10 Transportwangen [ ➙ 468]
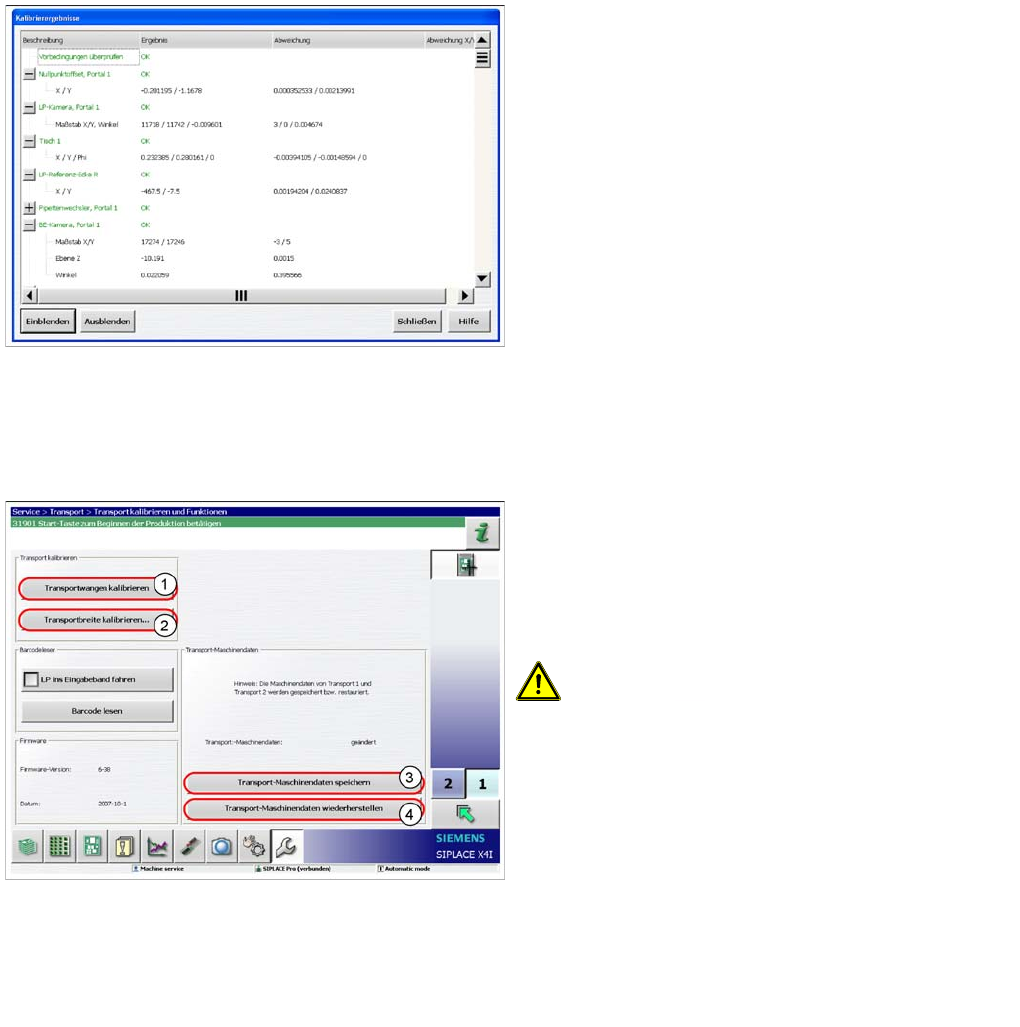
Kalibrierergebnisse im Detail
Legende
1. Transportwangen kalibrieren
2. Transportbreite kalibrieren
3. Maschinendaten für den Transport speichern
4. Maschinendaten für den Transport wiederherstellen
VORSICHT! Die Kalibrierung der
Transportwangen und –breite ist nicht in der Funktion
enthalten.
Gesamt-Kalibrierung
Verwenden Sie dazu die Funktion und betätigen Sie in
diesem Menü den Button .
Einzelkalibrierung
Transport
Die Maschinendaten für den Transport werden
automatisch auf der TSP301 gespeichert. Die
Sicherungsdatei zur Wiederherstellung der Daten wird
auf dem Stationscomputer gespeichert.
Kalibrierung
Grundsätzliche Erläuterung der Kalibrierschritte Verfahrbereich (optional)
463 Student Guide SIPLACE X-Serie und X4I FSE
Grundsätzliche Erläuterung der Kalibrierschritte
12.4 Grundsätzliche Erläuterung der Kalibrierschritte
Verfahrbereich (optional)
12.4.1 Verfahrbereich (optional)
Sehen Sie dazu auch...
6 Portal [ ➙ 188]
Nullpunkt-Offset
12.4.2 Nullpunkt-Offset
Der Maschinen-Nullpunkt (Vermessungspunkt für jedes Portal) dient als Bezugspunkt für die X und Y-
Achse zum Maschinen-Koordinatensystem. Damit wissen beide Achsen, wo genau in der Maschine sie
sich befinden.
Dieser Maschinenpunkt (Passmarke) wird mit Hilfe LP-Kamera angefahren und in X- und Y-Richtung
vermessen. Der daraus resultierende Offset wird zur festen Nullpunktkorrektur für die X und Y-Achse
einberechnet.
Sehen Sie dazu auch...
12.2.2 Kalibrierpositionen – Maschinen-Nullpunkte [ ➙ 456]
LP-Kamera
12.4.3 LP-Kamera
▪ Ermitteln der Eichfaktoren, Verhältnis Pixelgröße der Kamera zur Auflösung des Messsystems der
Maschine (X, Y).
▪ Der Kameramittelpunkt in X- und Y-Richtung wird bestimmt.
▪ Bestimmen des Verdrehwinkels des CCD Sensors in der LP-Kamera.
▪ Die Ermittlung der maximalen und minimalen
Verfahrwege für Maschinen mit A364 wird über die
Hardwarepuffer durchgeführt. Diese Werte werden
für die Verfahrwegüberwachung,
Geschwindigkeitsüberwachung und
Portalüberwachung benötigt.
▪ Die X-Achse fährt zum linken und rechten Puffer und
misst deren Positionen mit einem Sicherheitsabstand
von 2,0 mm. Zusätzlich wird ein Sicherheitsabstand
von 0,5 mm von der Software einberechnet.
▪ Die Y-Achse fährt nur zu ihrer minimalen Position
(Portal 1/2) bzw. zu ihrer maximalen Position (Portal
3/4).
Maschinen-Nullpunkt Portal 1 Portal 2 Portal 3 Portal 4
X
Soll
-368,7 mm 368,7 mm 368,7 mm -368,7 mm
Y
Soll
-298,0 mm -298,0 mm 298,0 mm 298,0 mm
Kalibrierung
Tische Grundsätzliche Erläuterung der Kalibrierschritte
Student Guide SIPLACE X-Serie und X4I FSE 464
Tische
12.4.4 Tische
Während der Maschinenkalibrierung fährt jedes Portal die Passmarken des dazugehörigen Tisches an.
Portal 1 fährt die Passmarken von Tisch 1 am Stellplatz 1 an, usw.
Für die Stellplätze 2 und 4 werden so genannte Dummyfeeder mit einer zusätzlichen Tischmarke
gestellt, da durch die gedrehten Portale der Verfahrbereich an diesen Stellplätzen eingeschränkt ist.
Über die Passmarken wird die X-, Y- und die Winkelposition des Tisches in der Maschine bestimmt.
Informationen zur Position der Passmarken finden Sie im Abschnitt Kalibrierposition.
LP-Referenzecke
12.4.5 LP-Referenzecke
Die LP-Referenzecke wird über eine Passmarke, welche auf jeder Transportwange integriert ist,
bestimmt. In der Software ist ein Offset zur realen LP-Referenzecke hinterlegt. Die Kalibrierdaten und
der Offset ergeben die LP-Referenzecke.
Mit dieser Position weiß die Software, wo die Leiterplatte in der Maschine liegt und stellt den
Bezugspunkt zum Leiterplattenkoordinatensystem her.
Informationen zur Position der Passmarken finden Sie im Abschnitt Kalibrierpositionen.
Pipettenwechs ler und Pipette nstation
12.4.6 Pipettenwechsler und Pipettenstation
Jedes Pipettenmagazin und die Pipettenstation besitzen jeweils zwei Passmarken.
Beim Kalibrieren des PPW und der Pipettenstation werden zuerst die zwei Passmarken der
Pipettenstation angefahren und die Höhe der Pipettenstation mit Hilfe der Z-Achse und einer beliebigen
Pipette gemessen.
Danach wird jedes Magazin angefahren und deren zwei Marken und die Z-Höhe gemessen. Dies
geschieht in einem Kalibrierschritt für jedes Magazin.
Für die Kalibrierung der Z-Höhe ist keine spezielle Pipette erforderlich und der Füllstand des Magazins
ist nicht relevant. Die Vermessung der Z-Höhe wird mit einer beliebigen Pipette auf die
Magazinoberkante durchgeführt.
Die Z-Höhe errechnet sich dann aus der Pipettenlänge, Z-Position Magazinoberkante und einem festen
Wert der Pipettengarage.
Informationen zur Position der Passmarken finden Sie im Abschnitt Kalibrierpositionen.
Köpfe un d Kameras
12.4.7 Köpfe und Kameras
Beim Kalibrieren der Köpfe und Kameras werden zuerst die Bauelemente-Kamera und danach die
Segment-Offsets oben und unten vermessen. Dabei werden der Kopf-Offset und die Segment-Offsets
oben/unten in einem Kalibrierschritt gemessen.
BE-Kamera
▪ Ermitteln der Eichfaktoren, Verhältnis Pixelgröße der Kamera zur Auflösung des Messsystems der
Maschine (X, Y).
▪ Der Kameramittelpunkt wird bestimmt.
▪ Der Verdrehwinkel des CCD-Sensors in der BE-Kamera gegenüber der Drehebene des Sterns wird
ermittelt.
Kopf-Offset
Der Kopf-Offset ist der Abstand zwischen der LP-Kamera und der Pipette (Segment 1). Der Sollwert ist
ein festgelegter Wert (X = 0 und Y = -105 mm), zu dem ein Offsetwert (aus der Kopfkalibrierung)
dazugerechnet wird.