FX-1 使用说明书.pdf - 第608页
第 9 章 机器设 置 9.4.2.14 设置 标记 识 别速度 设置生产时的标记识别 动作中的轴速度的变更。设置在 BO C 标记、基准领域标记、台架标记的各识 别动作中的 X Y 轴速度。 图 9.4-37 标 记识 别速度 设置 值列 表 (1)设置内容 设置在 BO C 标记、基准领域标记、台架标记的各识别 动作中的 X Y 轴速度。 No. 设置项目 设置内容 1 B OC 标记 选择生产时 BO C 标记识别 XY 速度。 …
第 9 章 机器设置
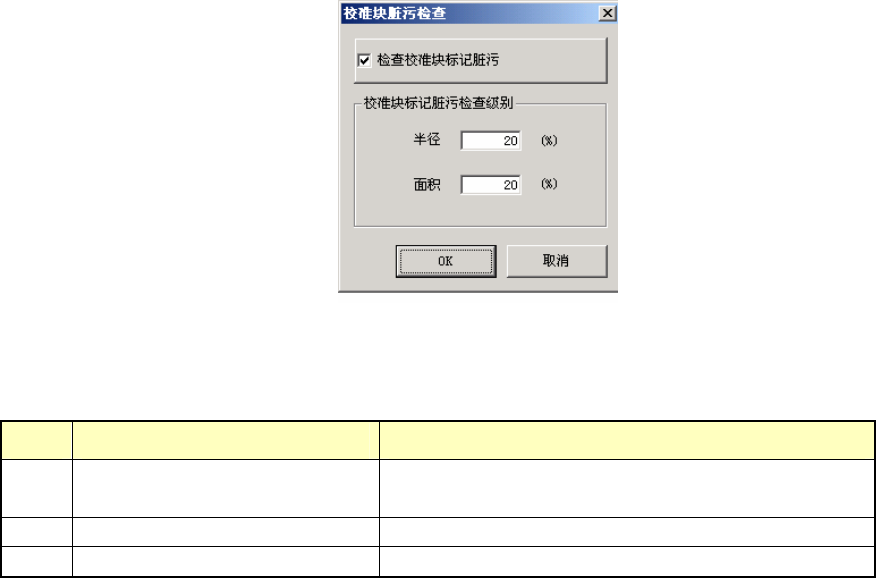
9.4.2.13 设置校准块标记脏污检查
从菜单栏中选择[设置各组]-[校准块脏污检查]后,显示如下画面。
通过返回原点操作,进行校准块的第 1 标记图像识别,校正 XY 坐标系的原点。
在第 1 标记上若有落下的元件和脏物等,会遮蔽部分标记,识别结果使 XY 坐标系产生偏移,为防止
出现此类异常情况,可使用“校准块标记脏污检查功能”。
设置校准块标记检查级别:半径、面积。
图 9.4-36 校准块脏污检查对话框
(1)设置项目
No. 设置项目 设置内容
1 检查标准块标记脏污 设置生产开始前,返回原点时,是否进行校准块脏污检
查。
2 半径 设置脏污检查级别 (半径)。
3 面积 设置脏污检查级别 (面积)。
(2) 设置方法
z 用按钮选择是否进行校准块脏污检查。
z 在[半径]、[面积]框中输入检测级别 0~100(%)。
z 按[OK]确定设置值。
9-45
第 9 章 机器设置
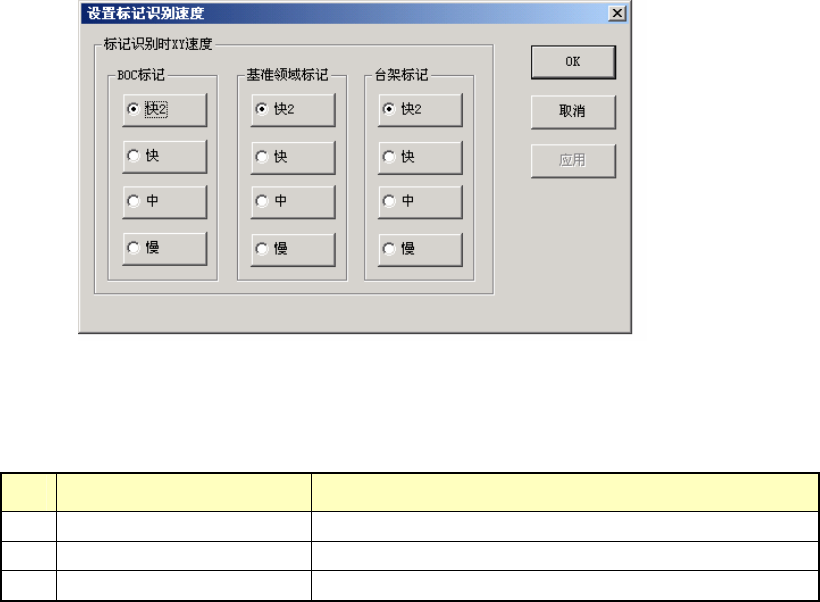
9.4.2.14 设置标记识别速度
设置生产时的标记识别动作中的轴速度的变更。设置在 BOC 标记、基准领域标记、台架标记的各识
别动作中的 XY 轴速度。
图 9.4-37 标记识别速度设置值列表
(1)设置内容
设置在 BOC 标记、基准领域标记、台架标记的各识别动作中的 XY 轴速度。
No. 设置项目 设置内容
1 BOC 标记 选择生产时 BOC 标记识别 XY 速度。
2 基准领域标记 选择生产时基准领域标记识别 XY 速度。
3 台架标记 选择生产时台架标记识别 XY 速度。
(2)设置方法
z 设置[BOC 标记]、[基准领域标记]、[台架标记]的各识别移动的 XY 速度。
用单选按钮从[快 2]、[快]、[中]、[慢]中选择。
z 按[应用]按钮或[OK]按钮确认。
9-46
第 9 章 机器设置
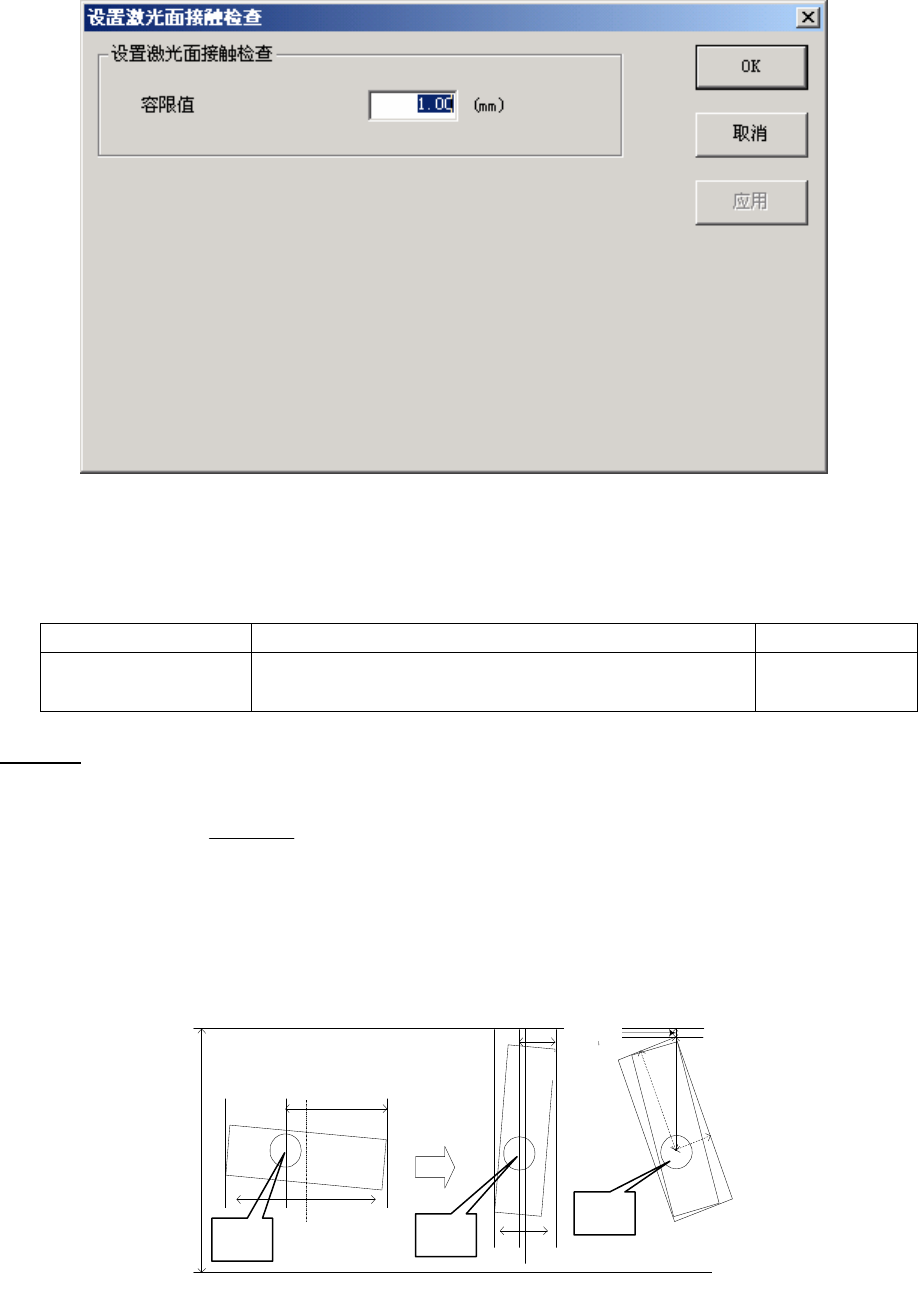
9.4.2.15 检查激光面接触
选择检查激光面接触后,会显示如下设置激光面接触检查对话框。
图 9.4-38 检查激光面接触对话框
●设置激光面接触检查
(505 号以上的吸嘴)
本项功能是为防止元件与激光(MNLA)玻璃表面接触,在吸取后的激光定心进行旋转·测
量之前,检查是否与激光面接触。
为检查激光面接触,可设置容限值。
项目 详细内容 输入范围
容限值 在检查激光面接触时,设置元件与玻璃表面的容限值。
(默认值 = 1.00mm)
0.10~5.00mm
关于间距
在检查激光面接触时,以元件的吸取点到元件边的长度为 X,Y,按下列条件式计算,预测是否
接触。
条件式为:
√
X
2
+ Y
2
+容限值<激光 GAP/2
不能满足上述件式时,可判断为接触到激光面,使生产停止。
根据这个条件式,X
2
+
Y
2
的平方根为元件旋转半径(L)。激光 GAP,MNLA 为 34mm,FMLA 为 57mm。
〔容限值〕设置的值,在判定激光面接触时,为考虑到中心的偏移,将加算到元件旋转半径(L)值里。
各个项目的关系示图如下。
Center
Width
X
Center
Width
Y
レーザ面
レーザ面
LaserGap
ノズル
ノズル
部品
部品
ノ
ズ
ル
L
Y
X
マージン
激光面
激光面
元件
元件
容限值
吸嘴
吸嘴
吸嘴
9-47