FX-1 使用说明书.pdf - 第610页
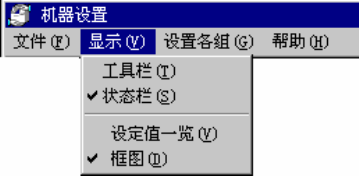
第 9 章 机器设 置 9-48 9.4.3 显示 在菜单栏中选择[显示]之后,会显示如下图所示的命令: 图 9.4-39: 显示 菜单 可以选择显示/不显示工具栏、状况栏。 也可切换显示设置值一览和 状态图。 详细情况请参见[9. 2 初始画面]。 9.5 命令按钮 按下画面左侧的命令按钮, 可以调出机器设置的各个菜单项目。 命令按钮中注册的项目,可 根据用户自定义执行。 可以注册的项目是[设置各组]和[ 显示]的全部菜单项目, 以及…
第 9 章 机器设置
9.4.2.15 检查激光面接触
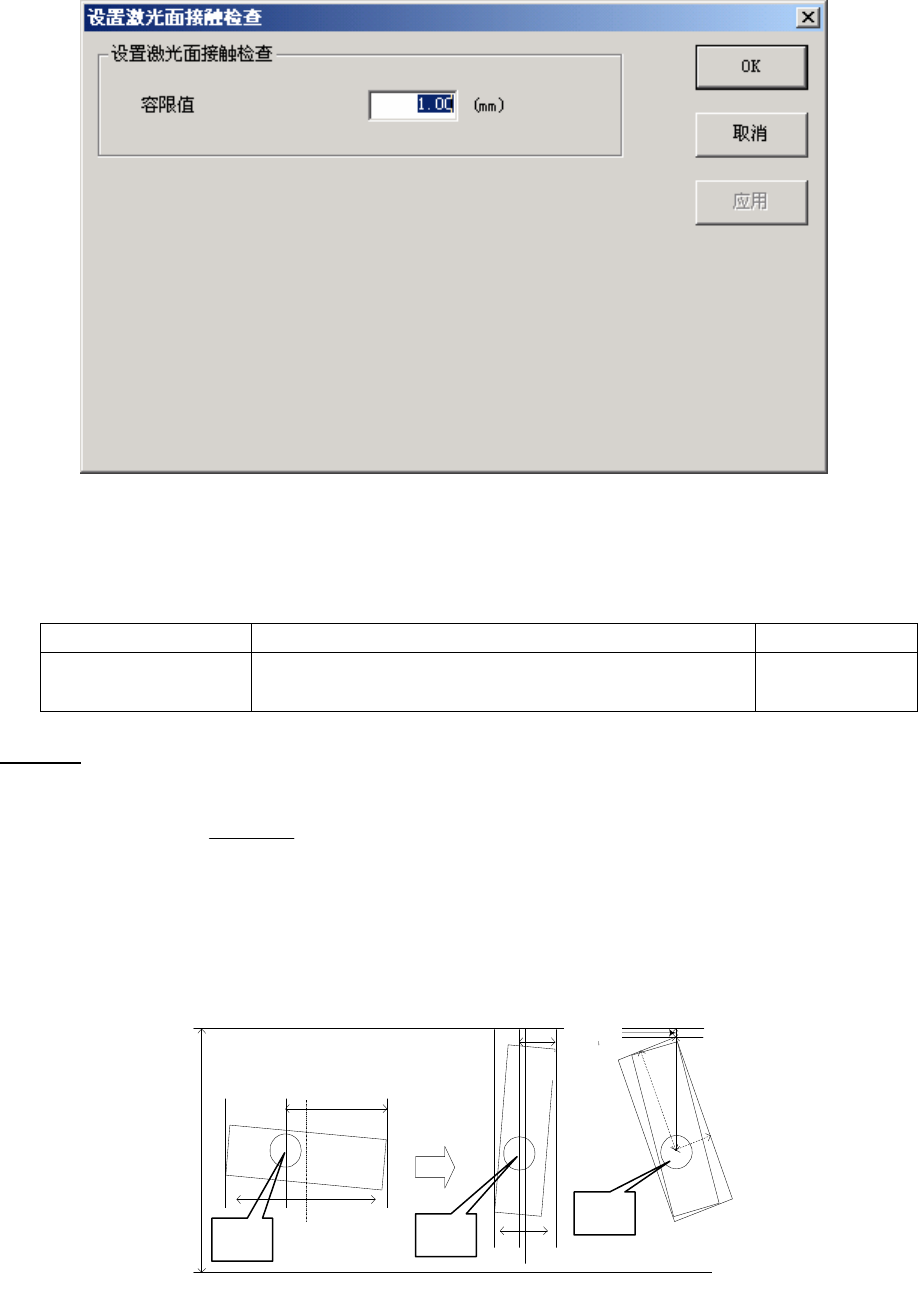
选择检查激光面接触后,会显示如下设置激光面接触检查对话框。
图 9.4-38 检查激光面接触对话框
●设置激光面接触检查
(505 号以上的吸嘴)
本项功能是为防止元件与激光(MNLA)玻璃表面接触,在吸取后的激光定心进行旋转·测
量之前,检查是否与激光面接触。
为检查激光面接触,可设置容限值。
项目 详细内容 输入范围
容限值 在检查激光面接触时,设置元件与玻璃表面的容限值。
(默认值 = 1.00mm)
0.10~5.00mm
关于间距
在检查激光面接触时,以元件的吸取点到元件边的长度为 X,Y,按下列条件式计算,预测是否
接触。
条件式为:
√
X
2
+ Y
2
+容限值<激光 GAP/2
不能满足上述件式时,可判断为接触到激光面,使生产停止。
根据这个条件式,X
2
+
Y
2
的平方根为元件旋转半径(L)。激光 GAP,MNLA 为 34mm,FMLA 为 57mm。
〔容限值〕设置的值,在判定激光面接触时,为考虑到中心的偏移,将加算到元件旋转半径(L)值里。
各个项目的关系示图如下。
Center
Width
X
Center
Width
Y
レーザ面
レーザ面
LaserGap
ノズル
ノズル
部品
部品
ノ
ズ
ル
L
Y
X
マージン
激光面
激光面
元件
元件
容限值
吸嘴
吸嘴
吸嘴
9-47
第 9 章 机器设置
9-48
9.4.3 显示
在菜单栏中选择[显示]之后,会显示如下图所示的命令:
图 9.4-39: 显示菜单
可以选择显示/不显示工具栏、状况栏。
也可切换显示设置值一览和状态图。
详细情况请参见[9.2 初始画面]。
9.5 命令按钮
按下画面左侧的命令按钮,可以调出机器设置的各个菜单项目。
命令按钮中注册的项目,可根据用户自定义执行。
可以注册的项目是[设置各组]和[显示]的全部菜单项目,以及[文件]菜单里的[注册吸嘴一览]
和[读吸嘴数据]。
[退出]对应于[退出应用程序],[显示切换]为切换设置值一览显示和状态图显示。
若从菜单或命令按钮打开对话框,则在对话框显示期间,命令按钮不起作用。
第 10 章 手动控制
10 手动控制
10.1 功能概要
手动控制是通过操作画面上的对话框,运行各单元,或进行确认的功能。
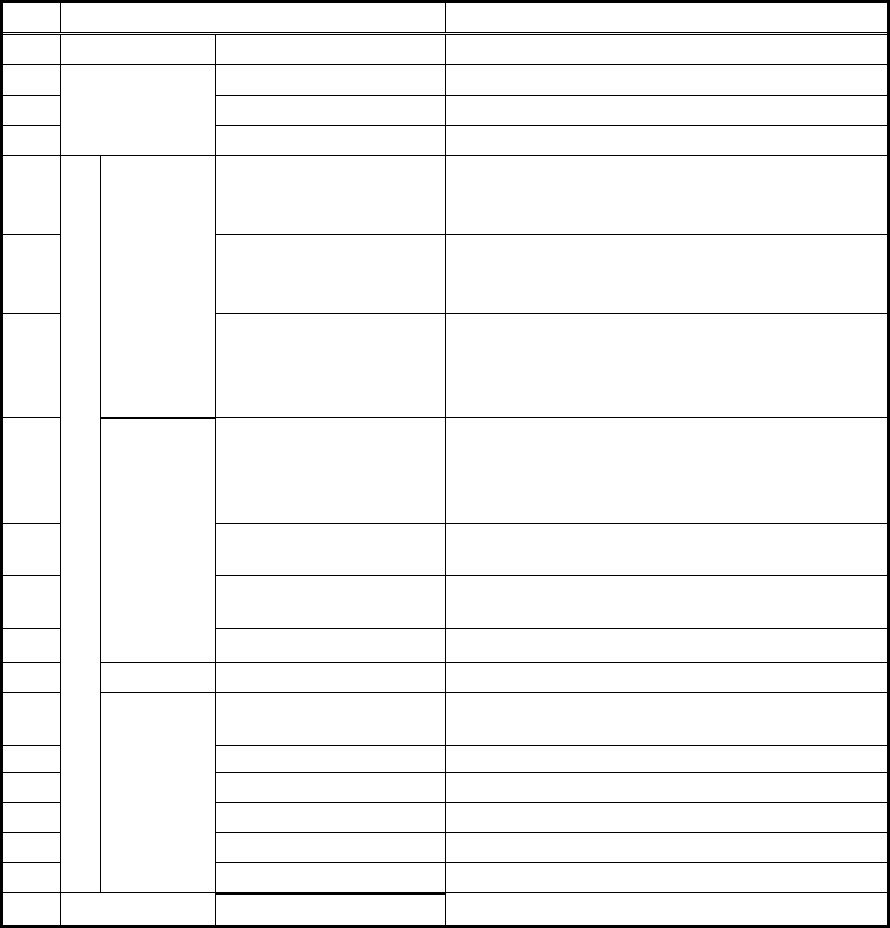
手动控制的各功能列表如下。
表 10-1 功能一览
No.
功能 (菜单) 内容
1
文件 退出 退出手动控制
2
状态栏 切换状态栏的显示/不显示
3
设定值一览 显示设定值一览(以前的初始画面)
4
显示
框图 用图表显示结构图
5 贴片头控制
各贴片头基准的 X、Y 轴移动控制、坐标显示
各贴片头的 Z、θ轴移动控制、坐标显示
各贴片头的真空控制、吹气控制、压力值显示
6 贴片头设备控制
各贴片头设备(OCC、坏板标记读入器、HMS)基准
的 X、Y 轴移动控制、坐标显示
各贴片头设备控制、传感器状态显示
7
贴片头
(Head)
激光控制
各贴片头的真空控制、真空打开/关闭显示
各贴片头的 Z 轴移动控制、坐标显示算法切换
测量、结果显示、图像显示、
边界确认、边界确认显示
8 个别控制
停止挡销控制、Y 钳位控制、支撑台控制、
Ready out 控制、Board available out 控制、
传送马达控制、基板察觉挡销控制、
传送系统各传感器以及信号的状态显示
9 自动控制
自动传送动作控制、传送系统各传感器以及信号的
状态显示
10 自动调整基板宽度控制
自动调整基板宽度控制、基板传送宽度显示、传送
系统各传感器状态显示
11
传送
Y 台控制
Y 台返回原点、移动到任意位置、坐标显示
12 供应设备 顶针控制 送料器顶针控制、FPI 控制
13 ATC 控制
ATC 滑动板控制、传感器的状态显示、
吸嘴吸取控制
14 信号灯控制 信号灯控制、警报器控制、状态显示
15
校准台控制
LED 控制、真空控制、状态显示
16
其它传感器
温度传感器等的状态显示
17
驱动器状况
X, Y, Z, θ轴驱动器的状态显示
18
控
制
其它
伺服状态
伺服状态的图表显示
19
帮助
10-1