FX-1 使用说明书.pdf - 第783页
第 17 章 选项 元件的使用 3) 吸取数据 吸取数据与使用普通吸嘴时相同。因此无需示 教夹持臂的位置或到元件表面夹 持部分的高度等。 ① XY 坐标: 以元件中心为基准。移动[夹持位置]、[水平间隙]、[固定臂的偏移量]到校正 后的坐标。因为在生产中吸取时补偿量包含臂 的长度,示教时要按夹持吸嘴的 臂尖端在元件侧面以外的位置进行示教。 按下 HOD 的 ENTER 键确定示教坐标后, 经过逆校正的坐标反映在吸取数据中。 摄像示教开始…
第 17 章 选项元件的使用
②输入夹持吸取位置的控制信息
控制信息的输入,请参见『5 章 编辑程序』的附加信息项。
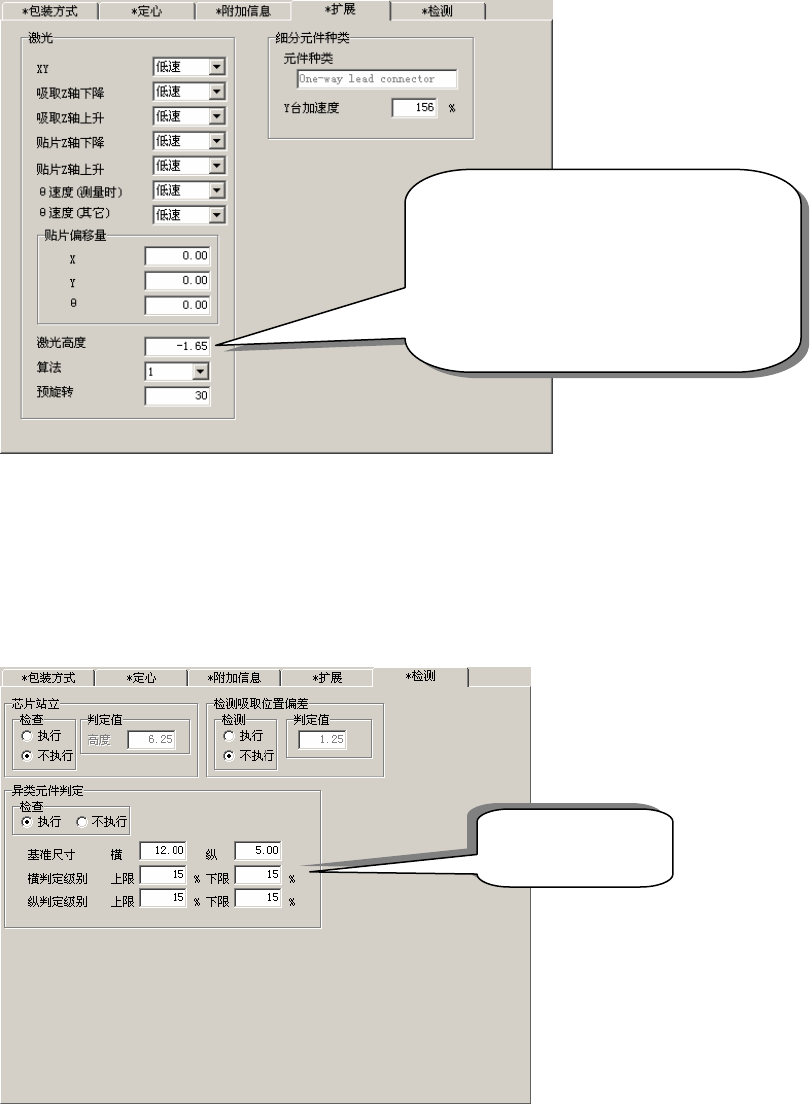
③激光高度
使用夹持吸嘴时必须注意。
通常的吸嘴「激光高度」应输入从元件表面到激光投射面的距离,但夹持吸嘴,则应
以固定侧臂的吸嘴前端为基准,设置激光投射的距离。
设定从吸嘴前端到激光面距离。
大致设定:-(元件高度-3.5mm)/2
根据引脚的位置进行微调。
画面例子:-(6.8-3.5)/2
=-1.65
图 17.5-5
设置激光高度
④检查异类元件时的注意事项
设置检查异类元件时,请注意基准尺寸。
◆基准尺寸为激光投射面的模部尺寸,与包括引脚在内的外形尺寸不同。
激光投射模部的
纵向尺寸。
图 17.5-6 设置指定检查异类元件
17-13
第 17 章 选项元件的使用
3) 吸取数据
吸取数据与使用普通吸嘴时相同。因此无需示教夹持臂的位置或到元件表面夹
持部分的高度等。
① XY 坐标:
以元件中心为基准。移动[夹持位置]、[水平间隙]、[固定臂的偏移量]到校正
后的坐标。因为在生产中吸取时补偿量包含臂的长度,示教时要按夹持吸嘴的
臂尖端在元件侧面以外的位置进行示教。按下 HOD 的 ENTER 键确定示教坐标后,
经过逆校正的坐标反映在吸取数据中。摄像示教开始后,在示教中切换到贴片头
时,校正值不在内。
② Z 坐标:
以吸嘴尖端(固定臂尖端=通常的吸嘴尖端的同一高度)为基准。为了在生产时以
包含臂长度补偿量进行吸取,示教时要使得夹持吸嘴的臂尖端在元件表面的高
度位置上进行示教。
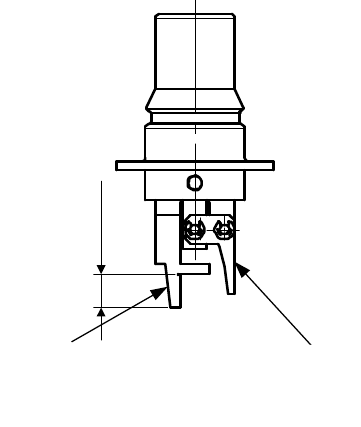
4) 在 ATC 上的安装方向
将夹持吸嘴安装到 ATC 上,从正面看 ATC 装置时,夹持吸嘴的固定臂(图①)
在后侧,摇臂(图②)在前侧。
つめ深さ
②
①
卡爪深度
①
②
17-14
第 17 章 选项元件的使用
17.6 识别镀锡印刷补偿贴片位置的功能
17.6.1 功能概要
由于印刷基板具有伸缩性,镀锡印刷位置和焊盘间产生位移,若在基板焊盘上
进行贴片,过炉后贴片位置可能偏移。
识别镀锡印刷补偿贴片位置的功能,是通过图像识别由于印刷基板伸缩等原因
出现的镀锡印刷位置的位移,采用不在焊盘上,而是在印刷镀锡上贴装元件的方法,
利用自动校准功能,有效地减少过炉后的不良率,提高贴片位置精度。
17.6.2 规格
17.6.2.1 识别对象
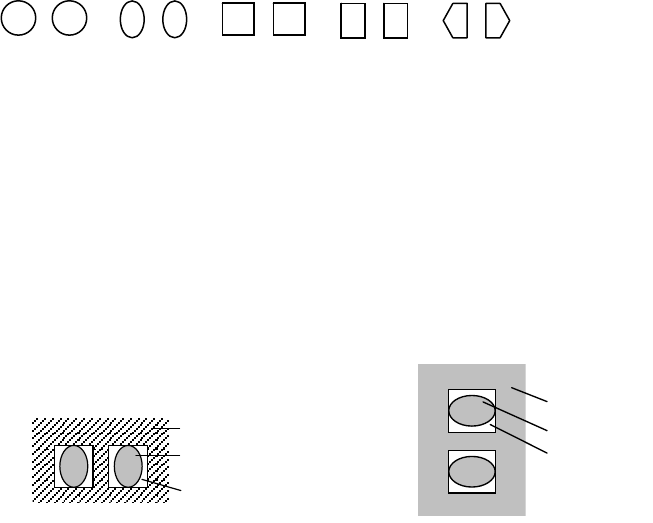
① 对象的镀锡形状
在印刷基板焊盘上印刷方形芯片用 2 点一组的对称形状的膏状焊锡。
※镀锡印刷形状必须呈对称形状。不呈对称形状的无法检测出准确的校正量。
形状必须是圆、椭圆、正方形、长方形、五角形。(※其他形状,需进行识别确认)
② 对象镀锡
共晶镀锡(NIHON HANDA:RX363-92MYO(S))、无铅镀锡(TAMURA KAKEN:TFL-204F-111S)
(※ 括弧内的镀锡产品使用效果已经确认)
③ 对象芯片尺寸
0402、0603、1005、1608、2012、3216
※ 但是,必须可从 1 对镀锡获得短边 0.16mm 以上、长边 3.2mm 以下的图像。
④ 对象镀锡姿势
0°、90°、180°、270°(与摄像机的角度误差在±3°以内。)
<镀锡姿势 0°、180°> <镀锡姿势 90°、270°>
⑤ 对象基板的材质及焊盘材质
·基板材质:树脂、纸酚醛、柔性材、陶瓷
·焊盘材质:金、铜、solder leveler。
※必须与焊膏有明显的对比度。如果镀锡的印刷状态或丝网印刷、图案等,因基板状态检
测领域的某些部分与镀锡的亮度几乎同等,而不能取得镀锡单独的明亮映像时,可能无
法识别补偿值。在这种情况下,需要重新设置可取得显著对比度的位置。
基板
はんだ
パッド
基板
パッド
はんだ
焊盘
镀锡
基板
焊盘
镀锡
基板
17-15