YSM40R_Mainte_C.pdf - 第59页
2-4 2 1. 吸嘴状态的检查 若吸嘴前端粘附锡膏或吸嘴孔被堵塞,可能导致发生吸料错误或识别错误。为此,需定期对各个吸嘴进行点检。 1.1 通过软件系统检查 ■ 吸嘴脏污的检查方法 ( 使用 [ 检查吸嘴前端脏污 ] 按钮 ) 此处所说的“吸嘴脏污”是指吸嘴的前端因粘附锡膏而发亮的状态。它是导致识别相机将发亮部分误识别为元件 的重要原因。使用 [ 检查吸嘴前端脏污 ] 按钮判断吸嘴前端是否脏污时,需在没有吸附元件的状态下,用相机…
2-3
2
切带机部排带通道的拆卸
为便于维护保养贴片机内部,进行维护保养之前,可能需要先拆下一次性换料车与切带机部的排带通道。
下面,介绍拆卸排带通道的方法。
n
要点
本保养手册中,有指示拆下一次性换料车的情况。只拆下一次性换料车仍然不便操作时,可以根据需要拆卸切带机部的排带通道。
e
1
拆卸一次性换料车。
按急停按钮之后,将一次性换料车从贴片机上拆下。
2
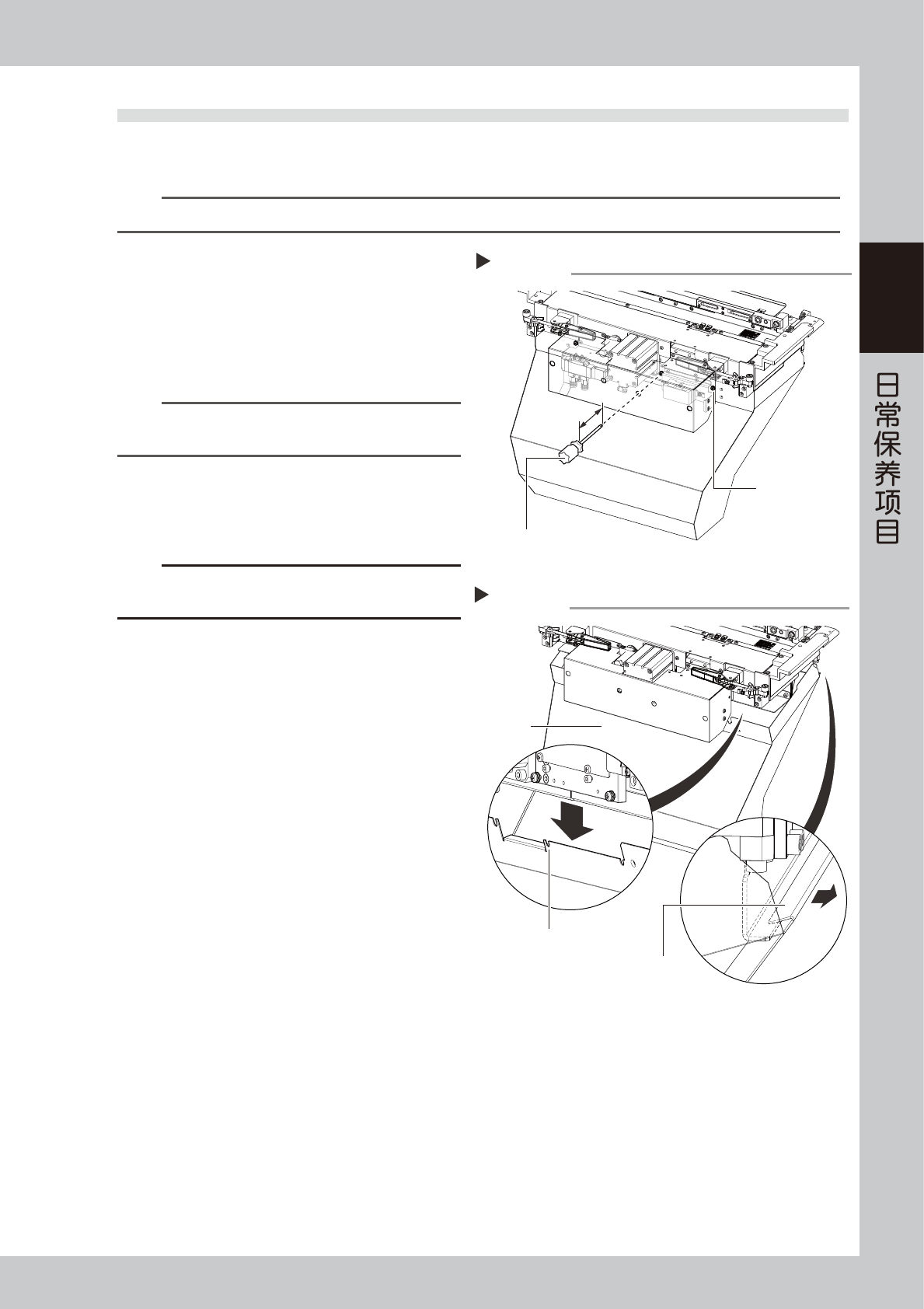
拧松排带通道的固定螺丝。
如右图所示,用十字螺丝刀拧松固定排带通道的 4
处固定螺丝。
n
要点
不必拆下排带通道的固定螺丝,只需稍微拧松就可以取下排
带通道。建议使用杆长超过 100mm 的十字螺丝刀。
3
拆卸排带通道。
如右图所示,将排带通道向下滑动之后,松开后侧
的挂钩部,就可以取下排带通道。
c
注意
拧松所有固定螺丝之后,排带通道会下落。因此,在拧松最
后 1 处固定螺丝时,最好边托着排带通道边拆卸。
4
将排带通道装回原位。
维修保养结束之后,按照与拆卸时相反的步骤安装
排气通道
拧松排带通道的固定螺丝
Step 2
排带通道固定螺丝
(4处)
十字螺丝刀
100mm以上
55200-N9-00
拆卸排带通道
Step 3
排带通道
排带通道固定螺钉的
安装部 (切口)
挂钩部
55201-N9-00
2-4
2
1.吸嘴状态的检查
若吸嘴前端粘附锡膏或吸嘴孔被堵塞,可能导致发生吸料错误或识别错误。为此,需定期对各个吸嘴进行点检。
1.1 通过软件系统检查
■ 吸嘴脏污的检查方法 ( 使用 [ 检查吸嘴前端脏污 ] 按钮 )
此处所说的“吸嘴脏污”是指吸嘴的前端因粘附锡膏而发亮的状态。它是导致识别相机将发亮部分误识别为元件
的重要原因。使用 [ 检查吸嘴前端脏污 ] 按钮判断吸嘴前端是否脏污时,需在没有吸附元件的状态下,用相机识别
吸嘴前端。RS 贴装头时,只有装配有多视觉相机的机型才可以通过软件系统进行检查。
n
要点
[ 检查吸嘴前端脏污 ] 按钮,是通过识别吸嘴中心附近是否有
光亮反射来判断吸嘴是否有脏污的,因此对象吸嘴为 501A、
502A 等前端较小的吸嘴。
n
要点
吸嘴规格随机型而不同,可能有需要添加设置的情况。详细
内容,请向 YAMAHA 咨询。
1
( 无吸嘴交换站时 ) 更换吸嘴。
1. 按“生产设计”画面的 [ 需求吸嘴列表 ] 按钮,
确认生产中需使用的吸嘴。
e
2. 按急停按钮,打开贴片机的正面安全机盖。
3. 将生产中需要使用的吸嘴安装在贴装头上。
4. 关闭安全机盖,解除贴片机的紧急停机状态。
n
要点
选配有吸嘴交换站时,无需 Step1。
2
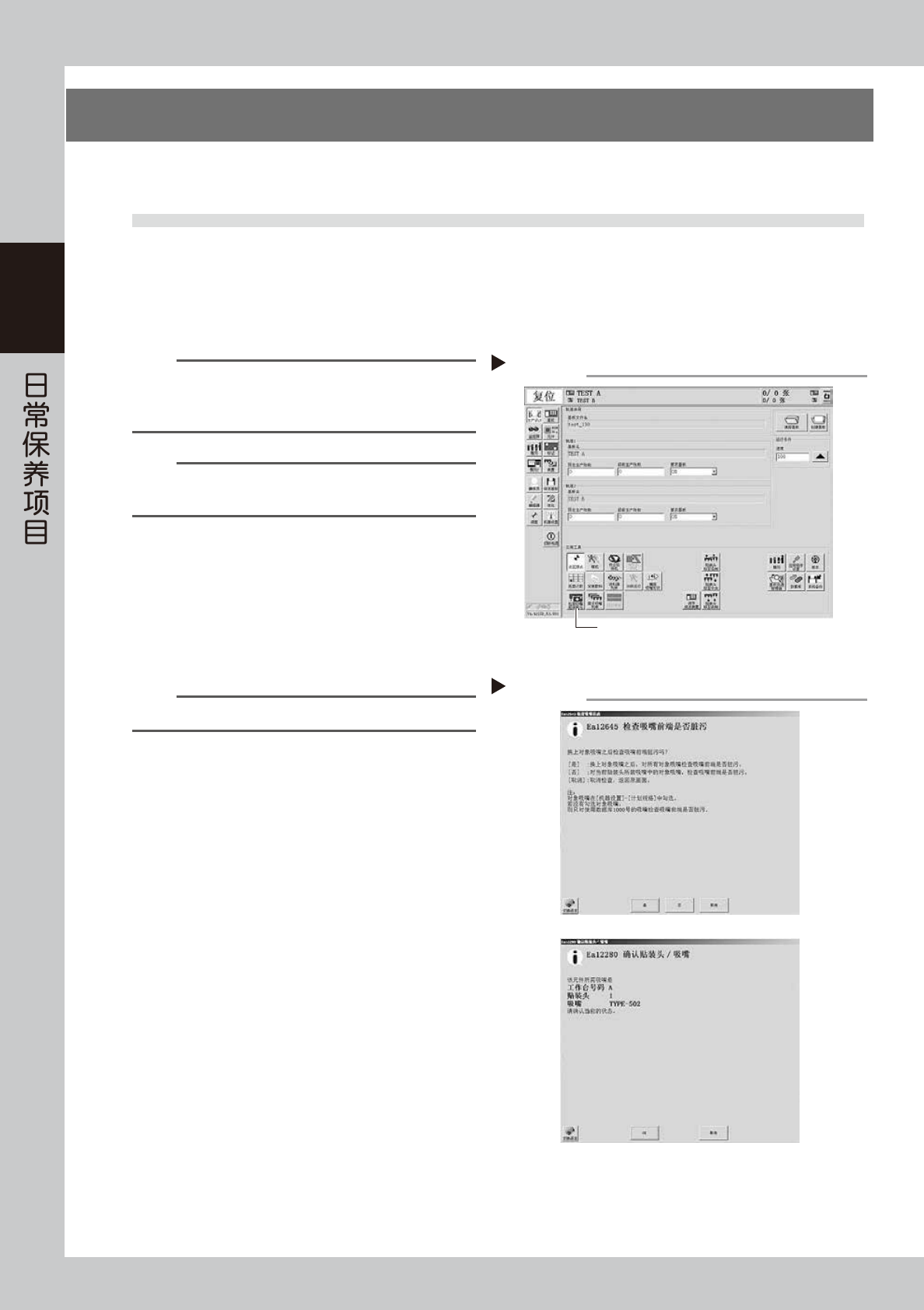
按 [ 检查吸嘴前端脏污 ] 按钮。
按“生产设计”画面中的 [ 检查吸嘴前端脏污 ] 按钮。
3
选择执行的内容。
确认提示内容,选择下列按钮之一。
■ 选择[是]时
自动更换吸嘴,对所有对象吸嘴进行确认。
■ 选择[否]时
对当前安装在贴装头上的吸嘴中的对象吸嘴进行确认。
4
确认画面的提示内容。
若检查结果为 NG,请参照后述第 3 章“1.2 吸嘴
的清洁与加油”清洁吸嘴。
按[检查吸嘴前端脏污]按钮
Step 1
[检查吸嘴前端脏污]按钮
56200-N9-00
选择执行内容
Step 3
[否]时
56201-N9-00
2-5
2
■ 检查吸嘴堵塞的方法 ( 使用 [ 装置 ] -“Head”画面 )
此处所说的“吸嘴堵塞”是指吸嘴孔被锡膏等粘附,即使没有吸附元件,负压也呈上升状态。这是导致不贴装等
错误现象发生的原因之一。检查吸嘴堵塞的方法,MU 贴装头、FL 贴装头与 RS 贴装头有所不同。
下面,按贴装头的类型分别介绍检查吸嘴堵塞的方法。
● MU 贴装头、FL 贴装头时
下面,以 MU 贴装头的 Type502A 吸嘴为例介绍检查吸嘴堵塞的方法。
n
要点
吸嘴是否被堵塞,根据“吸嘴释放时的真空压力”判定。吸嘴类型不同,真空压力也不相同。
除下列示例以外的各类型吸嘴的真空压力值,请参阅本章后述“1.1.1 吸嘴释放时的真空压力”。
e
1
安装吸嘴。
按急停按钮,在需要检查的工作台的贴装头上安装
Type502A 吸嘴。配有吸嘴交换站的贴片机,按 [ 更
换吸嘴 ] 按钮,更换吸嘴。
2
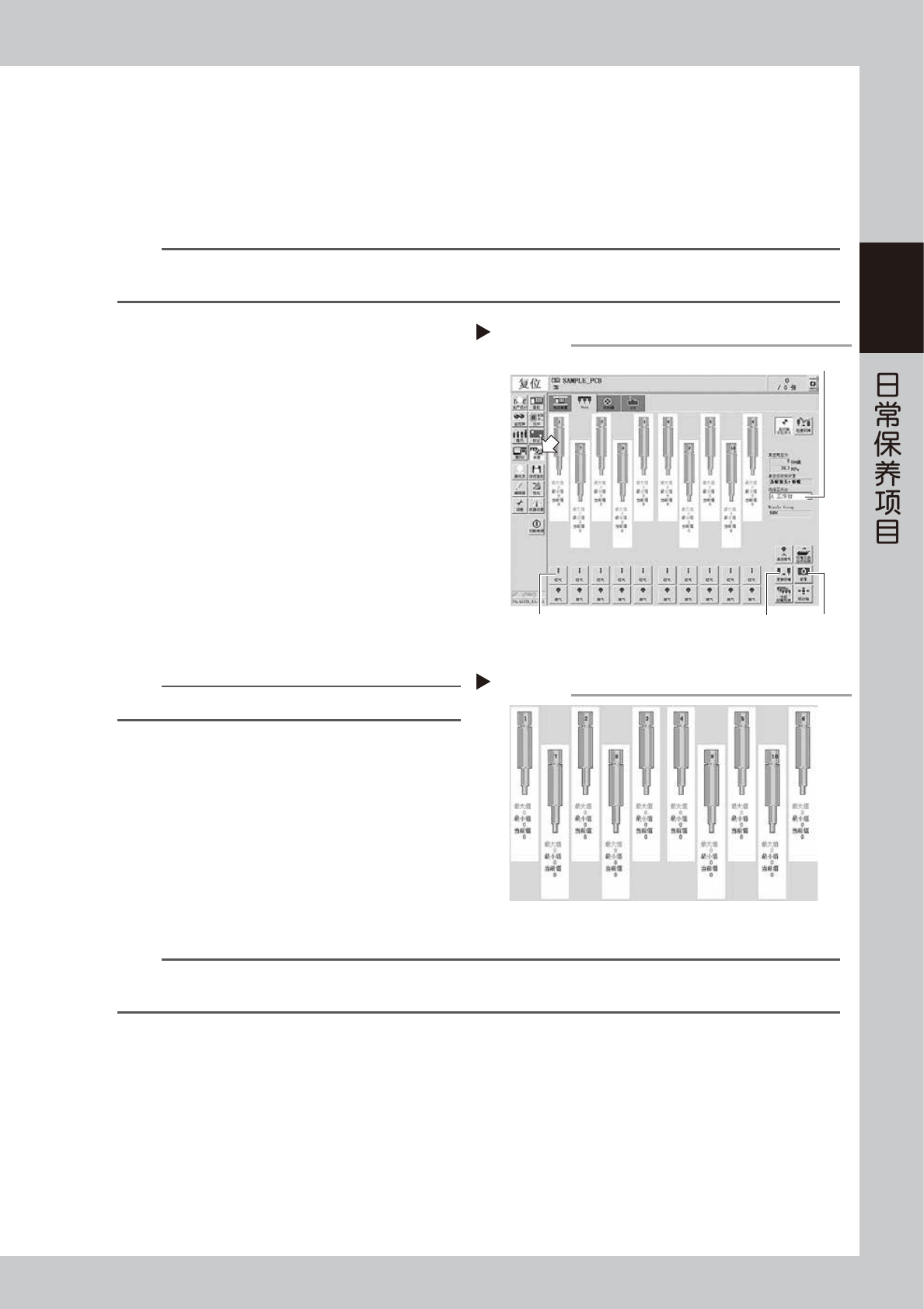
使数值复零。
1. 打开 [ 装置 ] -“Head”选项卡画面,从“选择
工作台”下拉框中选择需要检查的贴装头所在
的工作台。
2. 按画面右下方的 [ 复零 ] 按钮,使真空级别值
复零。
3
使负压产生。
在 [ 装置 ] -“Head”选项卡画面,按需要检查的
贴装头的 [ 吸气 ] 按钮,打开吸气,数值上升之后,
过 5 〜 10 秒再次按 [ 吸气 ] 按钮关闭吸气。切换
工作台,使所有工作台的贴装头产生负压。
n
要点
右图是以 MU 贴装头为例的画面。
4
读取数值。
1. 读取“Head”画面上用红字显示的最大值,若
读取的数值在 75 以下属正常。
2. 若数值超过了 75 则说明吸嘴孔可能有脏污,需
参照后述第 3 章“1.2 吸嘴的清洁与加油”清
洁吸嘴。
n
要点
若清洁吸嘴孔后又进行了 Step1 〜 4 的操作,仍然没有恢复正常数值的话,可能是花键轴内有脏污。请参照后述第 3 章“5.1.1 花
键轴内部的清洗”或“5.2.1 花键轴的清洗”清洁花键轴内的脏污。
使负压产生
Step 1~3
[更换吸嘴]按钮
[复零]按钮[吸气]按钮
“选择工作台”下拉框
56202-N9-00
确认负压
Step 4
56203-N9-00