JT-AOI设备使用说明书-新 - 第101页
深圳市劲拓自动化设备股份有限公司 (培训资料) - 100 - 按 D 键进行检测后可看到上图中间软件识别出的条码数据,确认是否正确。 3 、 如果不正确, 我们可以通过纪录测试来调整参数, 让条码更轻松读取。 点击 “设置 - 参数 配置 “系统 会弹出设置窗口,如下图: 点击保存条码图片,该条码图片会自动存放在当前程序的 ERRO RLOG0 的对应文件夹下面,如下图: 4 、打开图片测试软件 B arCode.ex e 测试保存的…

深圳市劲拓自动化设备股份有限公司 (培训资料)
- 99-
附录 13:相机自动扫描条码功能使用手册
一、条码识别的基本参数:
1、推荐最大条码尺寸 40x10,这个是条码尺寸,不是标签尺寸。如果 90 度方向贴,我今天测试了,
这个尺寸也可以。
2、最小线宽分辨率是 5 个像素 0.02*5=0.1mm,建议实际条码再宽点。通过这样计算的话 128 码在
40mm/0.1mm = 400 个编码/11=36 个字符。11 是 128 码的每个字符编码宽度。
3、正常识别一个最大范围的条码的平均时间是 0.2 秒。最长可以到 4 秒,时间长一般都是因为没
有设置好。
4、目前可以支持的条码类型有 CODE39, CODE128(A,B,C), CODE93, 其它的一维条码暂时没有支持。
二维条码很快会研发 PDF417。 其余条码类型等实际遇到了再添加。
5、目前只支持单板的条码识别,后续功能加强。
二、识别程式的制作:
(在满足以上条件后,我们开始制作程序),在离线制作好 MARK 点后,开始定义条码检测框。
1、选择一个异型检测框将需要测试的条码区域框住。如下图:
2、添加条码检测框,选中检测框放入异型检测框的激活区域,该框会自动缩放适合大小,如下图:
深圳市劲拓自动化设备股份有限公司 (培训资料)
- 100-
按 D 键进行检测后可看到上图中间软件识别出的条码数据,确认是否正确。
3、如果不正确,我们可以通过纪录测试来调整参数,让条码更轻松读取。点击“设置-参数配置“系统
会弹出设置窗口,如下图:
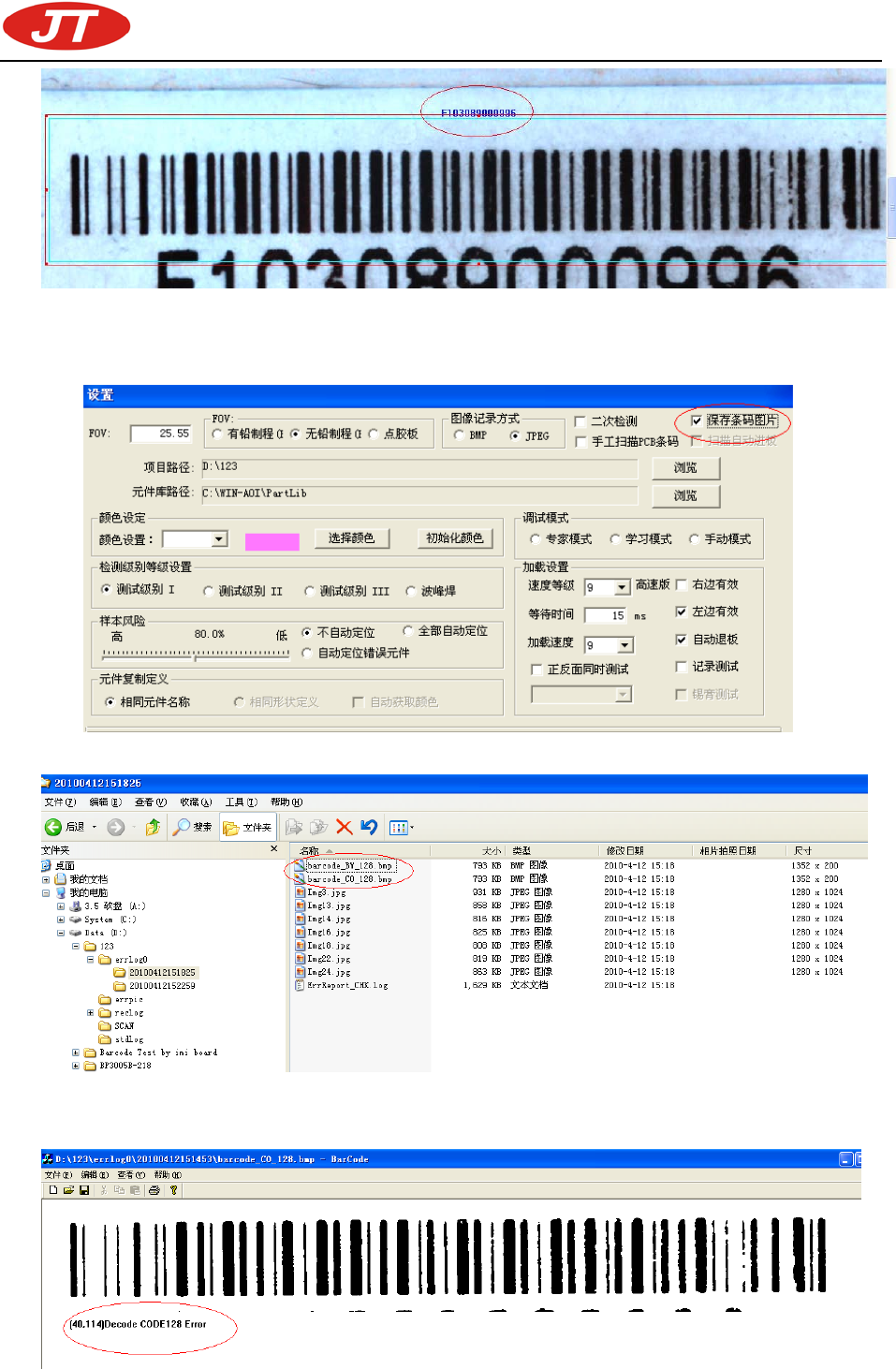
点击保存条码图片,该条码图片会自动存放在当前程序的 ERRORLOG0 的对应文件夹下面,如下图:
4、打开图片测试软件 BarCode.exe 测试保存的图片,来调整适合的参数,测试 OK 和 NG 的图片,如下
图:
深圳市劲拓自动化设备股份有限公司 (培训资料)
- 101-
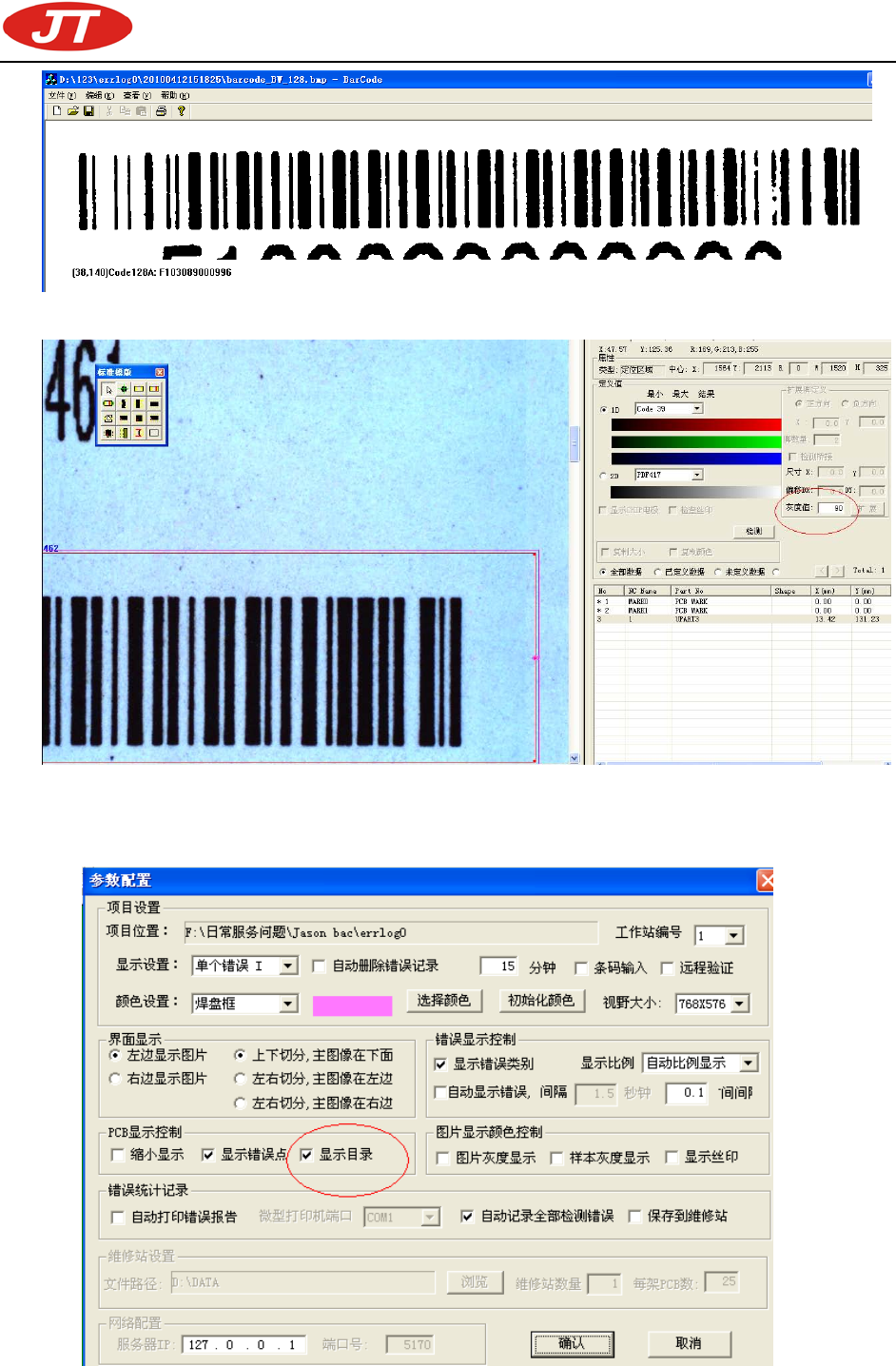
5、条码识别不好可以根据条码的灰度来调整识别的状况,一般推荐 100,视情况而定。如下图:
完全识别后,可按照常规制作其他零件,调试后进行测试。
6、测试后,打开 AOILOGVIEW 软件,在“设置-参数配置“菜单中更改如下图参数,将“显示目录”的
选项勾选,如下图: