JT-AOI设备使用说明书-新 - 第72页
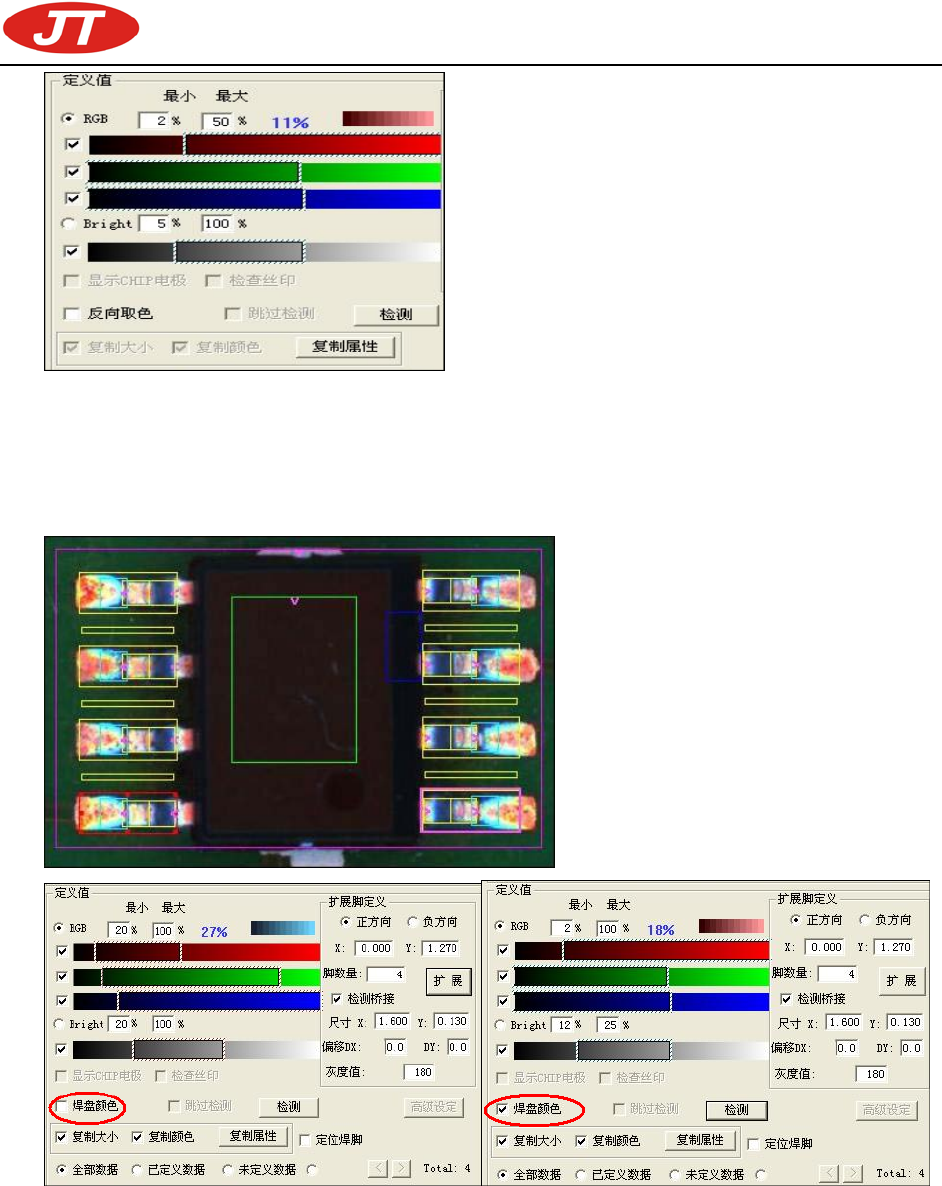
深圳市劲拓自动化设备股份有限公司 (培训资料) - 71 - 4 、 焊接检测框: 如图 7-B 中所示为 SOP 焊脚区域检测框, 该检测框大小应为该焊接脚的主要焊锡部位, 也可 调整为整个焊盘大小。 颜色调整如下: R : 0 ~ 11 0 ( 上限不可以超过 130 )、 G : 20~190 、 B : 35~255 ,焊锡最小要求值设定 为 12 - 25% ,可视产品具体情况做相应调整,检测要求值最低不得低于 5% 。如图 …
深圳市劲拓自动化设备股份有限公司 (培训资料)
- 70-
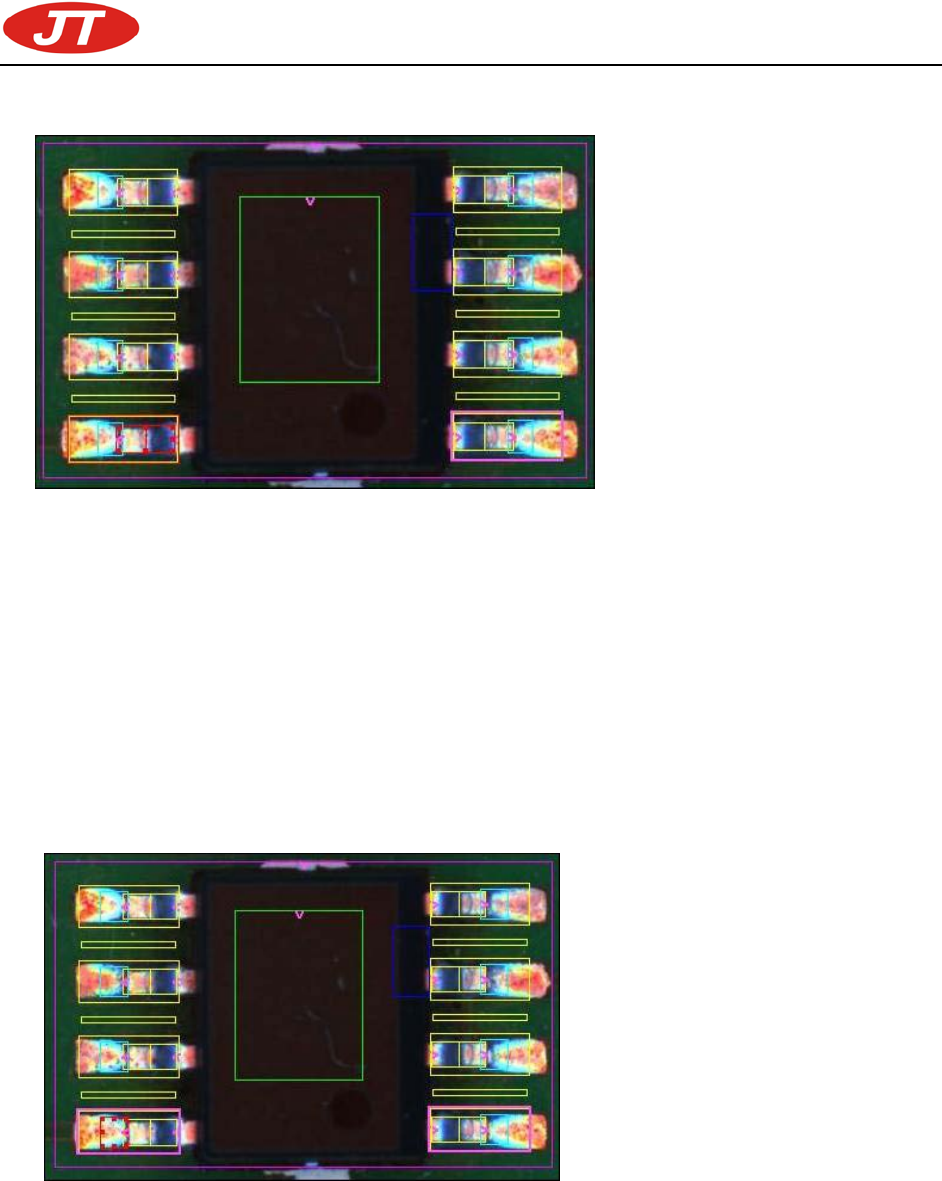
7、SOP/QFP 类型元件设定标准:
(图 7-A)
详细说明:
1、 SOP 焊接检测定位框:
如图 7-A 所示为 SOP 焊脚区域检测定位框,其主要作用为确定该焊接区域的具体位置。
激活区域软件表示分别定位两部分,一为焊脚部份(即框内红色部份),一为焊接弯脚部分(即
框内蓝色部份)。
颜色调整如下:弯脚颜色调整为:R:0~120、G:20~175、B:40~255,在此颜色范围内调整,
调试的标准为:只抽取弯脚蓝色部分的颜色。不抽取其他部分颜色,检测值为默认。
焊脚颜色(需要先勾选“焊脚颜色”)调整为:R:75~255、G:0~140、B:0~140,在此颜色
范围内调整,检测值为默认。调试的标准为:只抽取焊脚部分的红色颜色。不抽取其他部分颜色。
2、 本体检测框(丝印检测):同所有丝印检测框相同。
3、 虚焊检测框(蓝色小框)
此框颜色有两种设置方法:当焊盘较大,红色较多时,在参数设置时用比正常偏亮的焊锡颜色
(浅蓝色)来检测焊接区域锡量,设置下限检测,一般为 15%-90%;
当焊盘偏小或者焊锡特别多整个焊盘都呈蓝色时,参数设置用红色上限来侦测虚焊。
深圳市劲拓自动化设备股份有限公司 (培训资料)
- 71-
4、 焊接检测框:
如图 7-B 中所示为 SOP 焊脚区域检测框,该检测框大小应为该焊接脚的主要焊锡部位,也可
调整为整个焊盘大小。
颜色调整如下:R:0~110(上限不可以超过 130)、 G:20~190、B:35~255,焊锡最小要求值设定
为 12-25%,可视产品具体情况做相应调整,检测要求值最低不得低于 5%。如图 7-C。
(图 7-B)
(图 7-C)
5、极性检测框同二极管与电解电容等极性元件。
6、 桥接检测框:
SOP 桥接短路检测框,大小应为两个焊接脚中的所有区域。
颜色设定如下:桥接短路检测的方法为灰度检测,一般默认设定值为 90-255,如图 7-E,最
小值越大,则检测越宽松,检测值越小,则检测越严格。
设定方法:如图 7-E 中:
尺寸 X、Y:表示桥连检测框的横向和纵向大小。
偏移 DX、DY:表示桥连检测框整体,横向和纵向移动一点,此区域可设正方向偏移,亦可

深圳市劲拓自动化设备股份有限公司 (培训资料)
- 72-
设负方向偏移。
其他类型元件标准请以此类推,关键在于检测颜色值的设定,以及检测最
小与最大要求值的设定,并需要根据产线品质情况做相应的程式调整,以达
到保证检出率的同时减少设备的误报。