00198161-04_UM_E-by-SIPLACE_IT.pdf - 第229页
Istruzioni per l'uso E by SIPLAC E 5 Operazioni da svolgere sulla macchina A partire dalla versione software SC 712.1 Edizione 05/2019 5.10 Eseguire un controllo visivo 229 5.10.3 Controllo dei Support Pin Control…
5 Operazioni da svolgere sulla macchina Istruzioni per l'uso E by SIPLACE
5.10 Eseguire un controllo visivo A partire dalla versione software SC 712.1 Edizione 05/2019
228
5
Controllare l'indicatore di stato multicolore.
– Se è verde, il modulo di alimentazione è pronto all'esercizio.
– Se è arancione, verrà segnalato un messaggio di avvertimento. I LED si accendono di
conseguenza.
– Se l'indicatore di stato è acceso, è comparso un malfunzionamento. I LED si accendono
di conseguenza.
Un elenco dei LED e degli indicatori sulla stazione di comando di SmartFeeder è ripor-
tato nella sezione 5.12.1
, pagina 241. 5
Se l'indicatore di stato è spento, potrà avere le seguenti cause: 5
– il modulo di alimentazione non è presente nell'attuale allestimento.
– il modulo di alimentazione è difettoso
– il modulo di alimentazione è disattivato (ad es. a causa di una diminuzione improvvisa
dell'aria compressa).
5.10.2 Giunzione tempestiva delle cinghie
5
5
ATTENZIONE
Problemi nell'asportare la pellicola di rivestimento!
Se la pellicola di rivestimento si strappa può essere difficile asportarla.
E' disponibile un coltello integrato (pos. 2) in SIPLACE SmartFeeder E per agevolare il
taglio da 8 a 12 mm.
NOTA
Giunzione troppo ritardata delle cinghie
Una giunzione troppo ritardata delle cinghie comporta dei tempi di fermo macchina ecces-
sivi.
Giuntare le cinghie in tempo utile affinché i moduli di alimentazione non siano mai
vuoti.
NOTA
Giunzione troppo anticipata delle cinghie
Una giunzione troppo ritardata delle cinghie può avere la seguente conseguenza: se la
vecchia cinghia viene arrotolata sul nuovo rullo, il nuovo rullo può diventare troppo pieno
e la cinghia potrebbe scivolare e restare impigliata. Si avrebbero quindi errori di prelievo
e tempi di fermo macchina elevati.
Effettuare la giunzione delle cinghie al momento giusto, affinché la vecchia e la nuova
cinghia non si restino impigliate.
Istruzioni per l'uso E by SIPLACE 5 Operazioni da svolgere sulla macchina
A partire dalla versione software SC 712.1 Edizione 05/2019 5.10 Eseguire un controllo visivo
229
5.10.3 Controllo dei Support Pin
Controllare la posizione dei Support Pin sul tavolo di sollevamento:
– accertarsi che i Support Pin non collidano con i componenti presenti sul lato inferiore dei
circuiti stampati
– accertarsi inoltre che i Support Pin non collidano con le spalle del convogliatore CST.
5 Operazioni da svolgere sulla macchina Istruzioni per l'uso E by SIPLACE
5.10 Eseguire un controllo visivo A partire dalla versione software SC 712.1 Edizione 05/2019
230
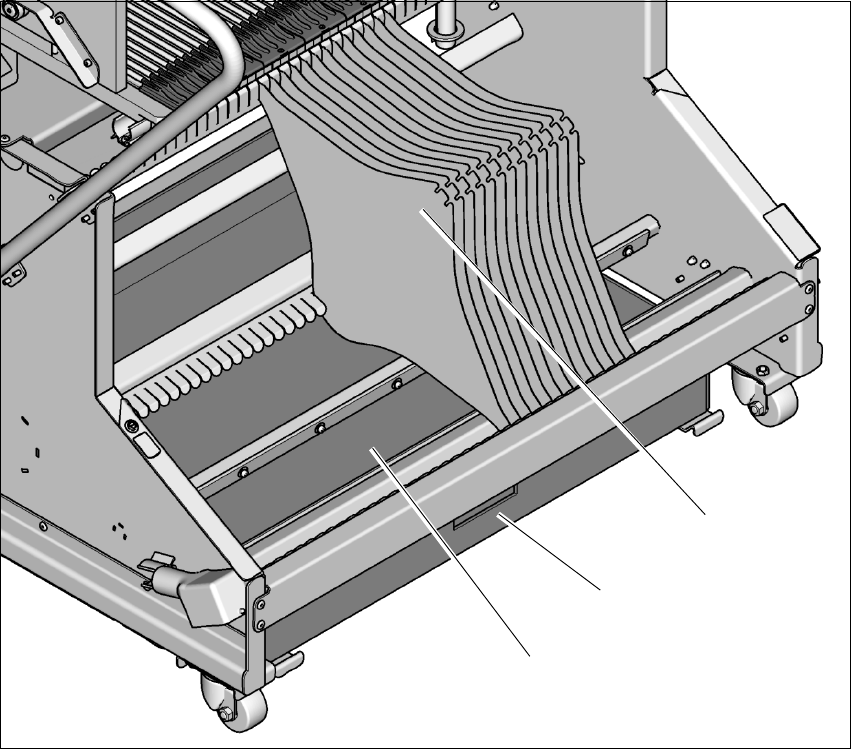
5.10.4 Inserimento dei divisori in lamiera nel contenitore delle cinghie
Il divisorio in lamiera ha bordi diversi e può essere inserito nel contenitore delle cinghie in due
modi. Se si usano assi a innesto, gli incavi per gli assi ad innesto sono rivolti verso l'alto nel
divisorio in lamiera. Se non si usano assi a innesto, il
bordo arrotondato
del divisorio in la-
miera è rivolto verso l'alto.
Inserire i divisori in lamiera come illustrato nella fig. 5.10 - 2 tenendo conto che la più piccola
divisione del contenitore delle cinghie è 2; ciò permette di evitare errori di montaggio.
Controllare che i divisori in lamiera assumano la stessa posizione di arresto su tutti e tre i li-
stelli guida. In caso contrario, il divisorio in lamiera viene piegato o svergolato.
5
Fig. 5.10 - 2 Divisori in lamiera nel contenitore delle cinghie
(1) Contenitore scarti cinghia
(2) Contenitore delle cinghie
(3) Divisori in lamiera
(1)
(3)
(2)