00193924-03.pdf - 第225页
Manuale per l'uso SIPLACE serie HF 5 Operazioni da svolgere sulla macchina Versione software SR.50x.xx Edizione 01/2006 IT 5.1 Profilo del personale 225 5 Operaz ioni da svolge re sulla macchina Questo cap itolo c o…
4 Installazione e messa in esercizio Manuale per l'uso SIPLACE serie HF
4.5 Adattamento del carrello CO all'altezza di trasporto CS Versione software SR.50x.xx Edizione 01/2006 IT
224
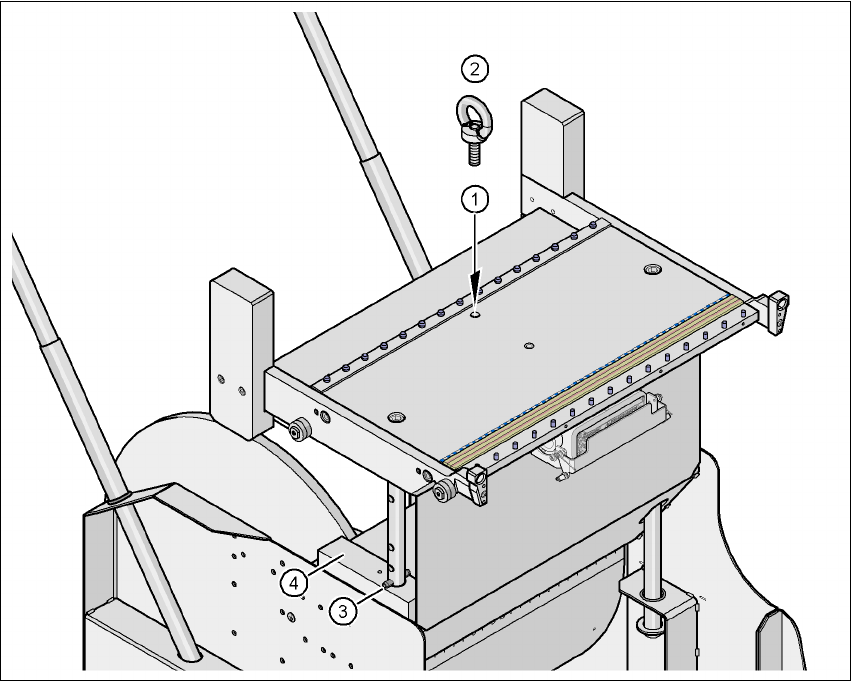
Æ Svitare la vite ad anello dal tavolo del carrello CO.
4
Fig. 4.5 - 2 Posizioni della vite ad anello e delle viti della flangia
(1) Foro M12 per la vite ad anello
(2) Vite ad anello DIN 580 M12-St
(3) Perno tenditore a spirale, DIN 7343, 8x40 - St, 2 pezzi
(4) Ceppo di supporto, 2 pezzi

Manuale per l'uso SIPLACE serie HF 5 Operazioni da svolgere sulla macchina
Versione software SR.50x.xx Edizione 01/2006 IT 5.1 Profilo del personale
225
5 Operazioni da svolgere sulla macchina
Questo capitolo contiene argomenti atti a supportarvi nell’esecuzione del vostro lavoro quotidiano
su una linea SIPLACE.
Vi troverete quindi informazioni che vi permettono di prendere misure necessarie già in anticipo,
per ridurre al minimo i tempi di inattività della macchina, e raggiungere quindi un’elevata efficienza
produttiva della linea SIPLACE.
Oltre a ciò, nel presente capitolo, le mansioni dell’utente e del preparatore vengono descritte in
un cosiddetto profilo dell’utente e del preparatore.
5.1 Profilo del personale
5.1.1 Operatore
5.1.1.1 Compiti del personale d'utenza
Il personale d'utenza dovrebbe generalmente avere frequentato il SIPLACE Operation-Training
oppure essere stato istruito da personale addestrato.
Al personale d’utenza dovrebbero essere assegnate le seguenti mansioni:
– Controllare l'assegnazione dei componenti ai caricatori.
→ Per compiere questa operazione eseguire più volte al giorno, meglio all'inizio del turno, un
controllo dell'allestimento per accertarsi che siano stati allestiti i componenti giusti.
– Approvvigionamento dei caricatori con componenti a sufficienza
– Riempimento tempestivo di componenti ovvero taglio tempestivo dei nastri
– Controllo dell’esatta posizione di prelievo dei componenti (vedi Fig. 5.6 - 1
)
– Controllo del flusso del materiale dei circuiti stampati sia nel convogliatore d’entrata che in
quello d’uscita
– Controllo della qualità del montaggio
– Controllo a campione dei circuiti stampati prima dell’inserimento nel forno di brasatura
– Rispetto delle norme EGB/ESD
– Evitare errori (vedi sezione 5.6
, pagina 237)
– Rispetto dei messaggi d'errore e segnalazioni di guasto nella stazione ed inoltro delle infor-
mazioni all'allestitore, se necessario
– Esecuzione delle operazioni di manutenzione specificate nelle istruzioni di manutenzione
5 Operazioni da svolgere sulla macchina Manuale per l'uso SIPLACE serie HF
5.1 Profilo del personale Versione software SR.50x.xx Edizione 01/2006 IT
226
5.1.1.2 Strumentazione dell'utente
Tutti gli utenti dovrebbero disporre degli utensili elencati qui a seguito. Consigliamo di tenerli in un
contenitore appropriato per evitare infortuni quando vengono tolti (p.e. con le pinzette).
Ogni utente della macchina necessita di:
– Operator-Kit (articolo n. 00349303-xx)
–Pinzetta SMD
– Pennello a setole corte per pulire il tavolo dei componenti
– Set di piccoli cacciaviti a testa piatta e a croce
– Forbice per il taglio dei nastri (non utilizzare forbici universali o pinze a cesoia)
– Pinza per il taglio di nastri (articolo n. 02102987-xx)
– Materiale da taglio:
– Lamiere di giunzione (4.000 unità), articolo n. 00318671-xx
– Collegatore di cinghia SMD 4,3 mm (4.000 pezzi), articolo n. 00356343-xx)
– Connettore di cinghia SMD 16 mm (1.000 pazzi), articolo n. 00356344-xx)
– Una penna da cancellare o in fibra ottica per pulire i fiducial di scheda
– Penne indelebili per marcare le tracce
– Aspiratore
5.1.2 Allestitore
Il personale addetto alla preparazione, dovrebbe aver frequentato il corso di base SIPLACE
ed essere in grado di svolgere quanto segue:
– essere l’interlocutore del personale d’utenza
– tenere il registro della macchina
– controllare ed eseguire la manutenzione negli intervalli previsti
– controllare che il posto di lavoro sia pulito e sicuro
– controllare che vengano rispettate le norme EGB/ESD
– eseguire controlli di qualità
– seguire e comunicare le segnalazioni d’errore
– controllare l’eliminazione degli errori
– preparare tempestivamente tutti i materiali per la produzione come p. e.
– circuiti stampati
– materiale da taglio