KE-3010_EPU使用说明.pdf - 第112页
EPU 使用说明书 第 4 章 制作生产程序 4- 60 4) 托盘厚度 输入包括元件在 内的托盘背面到 表面的托盘厚 度 T 。 如果 MTC /MT S 上的托盘厚度 T 超过 9mm 时,该层上 不能安装托盘底 座。 ( TR -6 SNV 除 外) 托盘厚度 T 的最大尺寸,在 MTC 上为 15 mm 、 MTS 上为 23 mm 。 5) 托盘深度 输入托盘的深度 。 6) 元件供应 装置 从 “ 托架 ” 、 “DTS” …
EPU 使用说明书 第 4 章 制作生产程序
4-59
(3)托盘的输入方法
在KE-3010AC,可以制作选择该功能的生产程序,但在生产中不能使用。
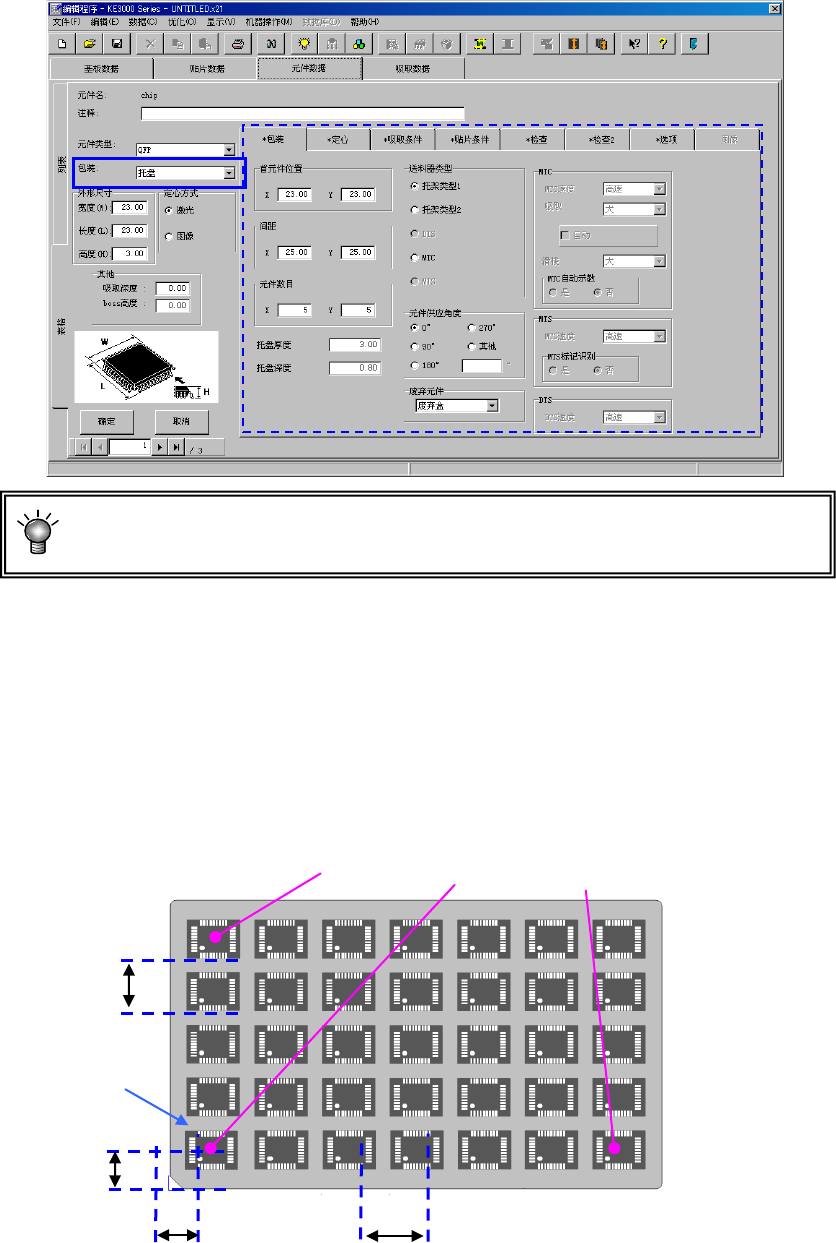
1)首元件位置
输入从托盘外形到首元件的元件中心位置的尺寸(X、Y)。
2)间距
输入元件的间距(间距X、间距Y)。
3)元件数
输入横向、纵向的元件数(Xn、Yn)。
若决定了吸取数据/供应位置,则吸取数据显示为托盘的 3 处坐标。
(X
1
,Y
1
~X
3
,Y
3
)
首元件位置 X
首元件位置 Y
首元件
间距 X
间距 Y
(X2,Y2)
(X1Y1)
(X3Y3)
EPU 使用说明书 第 4 章 制作生产程序
4-60
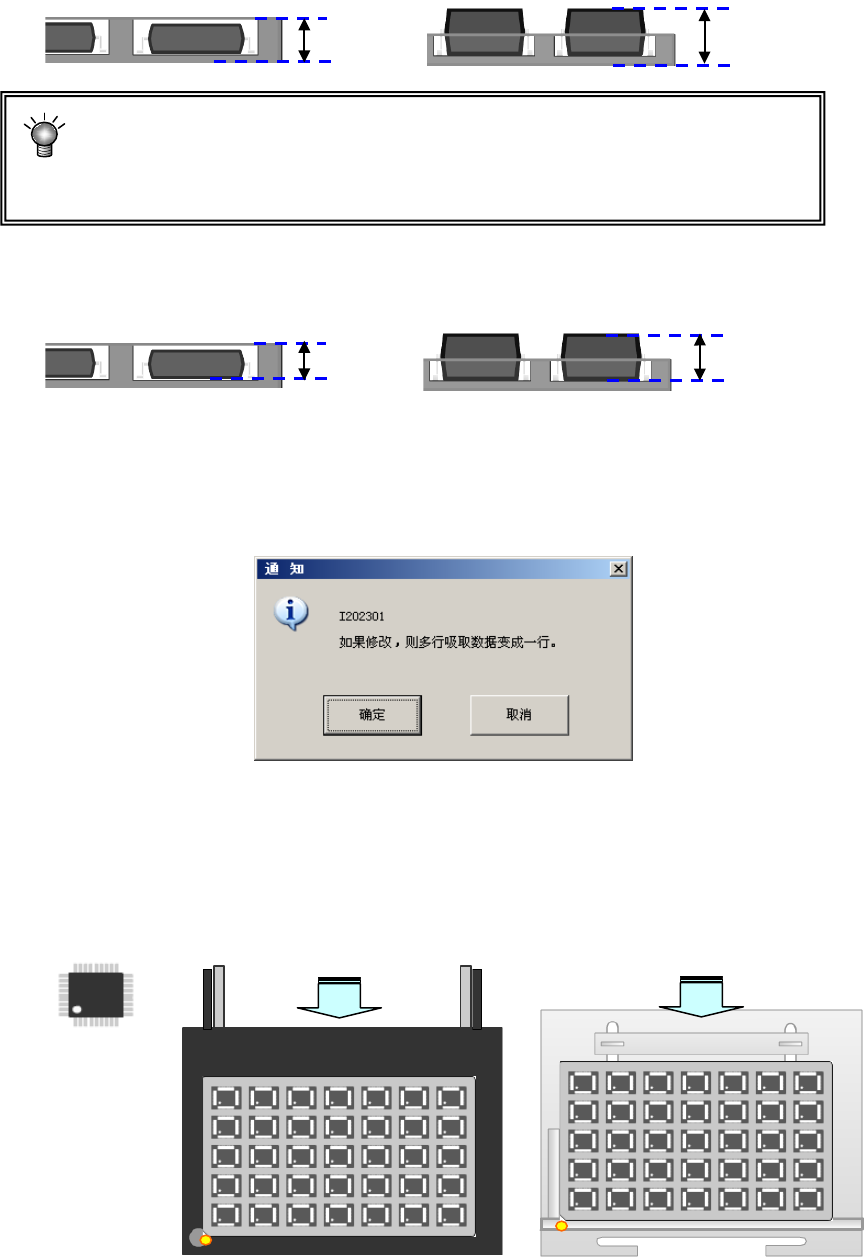
4)托盘厚度
输入包括元件在内的托盘背面到表面的托盘厚度 T。
如果MTC/MTS上的托盘厚度T超过9mm时,该层上不能安装托盘底座。
(TR-6SNV除外)
托盘厚度T的最大尺寸,在MTC上为15mm、MTS上为23mm。
5)托盘深度
输入托盘的深度。
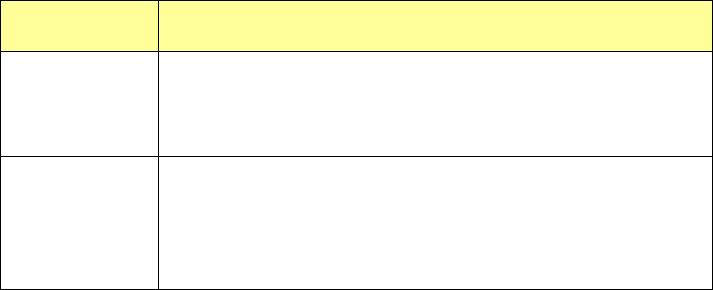
6)元件供应装置
从“托架”、“DTS”、“MTC” 、“MTS” 、“MDS”(选项)中选择供给装置。
在使用 MDS 时,不能选择其他供给装置。
如果吸取数据有多个输入的元件的供应发生了变更时,会显示如下提示信息。
7) 元件供应角度
以 JUKI 的元件供应角度为 0°,输入托盘上的元件包装姿势倾斜的角度。
详细内容请参见「(1)带状的输入方法
※
JUKI的元件供应角度定义」。
选择其他时,请在编辑框内输入角度。 (0°~ 359.9875°)
8) 废弃元件
对在定心时发生识别错误时,或引脚浮动检查时发生错误的元件废弃方法进行设置。
详细情况请参见「(1)带状的输入方法 的废弃元件」。
角度定义 0°
从后侧台架供应
供应角度
向 MTC,MTS,MDS 供应
供应角度 0°
托盘深度
托盘深度
托盘厚度 T
托盘厚度 T
EPU 使用说明书 第 4 章 制作生产程序
4-61
9) MTC
●MTC速度 :可指定滑梭的运行速度。降低速度后,向主机的元件供给稳定性会提高,但节拍会
变慢。
●吸取 :可指定MTC吸取侧垫片的种类(大、小)。
※选择「自动」时,只对元件尺寸□10 mm~□14mm(跷跷板往复式吸嘴为□10
mm~□16mm)的元件,生产时对同一元件选择两个垫片进行吸取。
●滑梭 :可指定MTC滑梭侧的垫片种类 (大、小、机械)。
※ BGA等球形元件,由于不能在MTC滑梭的垫片上吸取(使用真空),因此,须采用机械吸
取(夹住元件外形)。
※ 在「附加信息」选项卡的「废弃元件」中设置了「放回托盘」时,不能选择「机械」项。
◆ MTC垫片的初始值
画面标记
默认值
吸取
·
元件尺寸的纵横方向的短边
不足 16mm 时 :小
超过
16mm
时
:大
滑梭
·
元件种类为
BGA
时
:机械
·元件种类为 BGA 以外时,元件尺寸的纵横方向的短边
不足 16mm 时 :小
超过
16mm
时
:大
・ MTC 自动示教:将自动示教设置为[是]后,在各点对元件中心进行自动测量并且投射光表示
元件中心。生产时实施自动示教,要在第一次之后,元件数变更后的第一
次拉出时进行。(仅 TR-6DNX 对应)
10) MTS
・ MTS 速度:指定托盘的拉出速度。防止轻的元件发生跳跃。
・ MTS 标记识别:使用 MTS 时,将识别吸取基准位置标记设置为「是」后,当将放置设置的元
件的托盘拉出时,会进行吸取基准位置标记的识别,校正吸取、放回元件等的
执行坐标。
选择“是”,吸取精度会提高,但需要花费识别时间。
11) DTS
・ DTS 速度:・・・・指定托盘的拉出速度。 防止轻的元件发生跳跃。