4OM-996-007.pdf - 第404页
5 .2 T roubleshooting on Pick-Up Errors 5.2.1 Cause and Remedy of Pick-Up Errors (1) Component-Based Factors When the cause of a failure lies in specific components or lots, the components must be examined first of all. …
Failures can further be classified as shown in the table below.
Table 4B21
Classification of Failures Contents of Failures Symptom of Failures
Failure before Component Component Pick-Up Components cannot be picked up.
Placement Error Components are turned vertically.
A recognition error occurs.
Components drop.
Others
Failure after Component Component Placement The positional or angular deviation
Placement Error of component occurs.
Components are turned over and
placed.
Some components are missing.
Some components are cracked or
nicked.
Others
5.1.2 Helpful Hints on Countermeasures against Failure
• The first helpful hint on countermeasures against failure is to catch
precisely what kind of symptom is produced and how frequently the
symptom appears.
• The second helpful hint is to grasp the tendency (environment and
condition) of a failure.
Shown below are the concrete items to be checked.
(1) Check if the failure occurs on specific components.
(2) Check if the failure occurs on a specific production lot.
(3) Check if the failure occurs on a specific machine.
(4) Check if the failure occurs at a limited stage.
• The third helpful hint is to find in which process the failure occurs.
In normal cases, a failure after component placement is found in the
final inspection process. In such a case, it is required to track the
failure by checking all processes and specify the process in which
the failure has occurred.
It is very important to grasp a failure symptom precisely on these
helpful hints. Precise capture of a failure symptom makes it pos-
sible to track the factor and make a plan to take countermeasures
against the failure. If a failure symptom is grasped negligently,
ineffectual countermeasures may be taken and it may take much
time before the proper countermeasures are determined.
Especially, as for less failures (low generation rate), it is necessary
to take data accurately, examine the factors as a result, and ex-
ecute measures against such failures.
5.1 Classification of Failure Symptoms and Helpful Hints on Countermeasures against Failure
0305-001 2-219 AIM01ETRP
5.2 Troubleshooting on Pick-Up Errors
5.2.1 Cause and Remedy of Pick-Up Errors
(1) Component-Based Factors
When the cause of a failure lies in specific components or lots, the
components must be examined first of all.
Shown below are the cases of failures whose factors lie in compo-
nents.
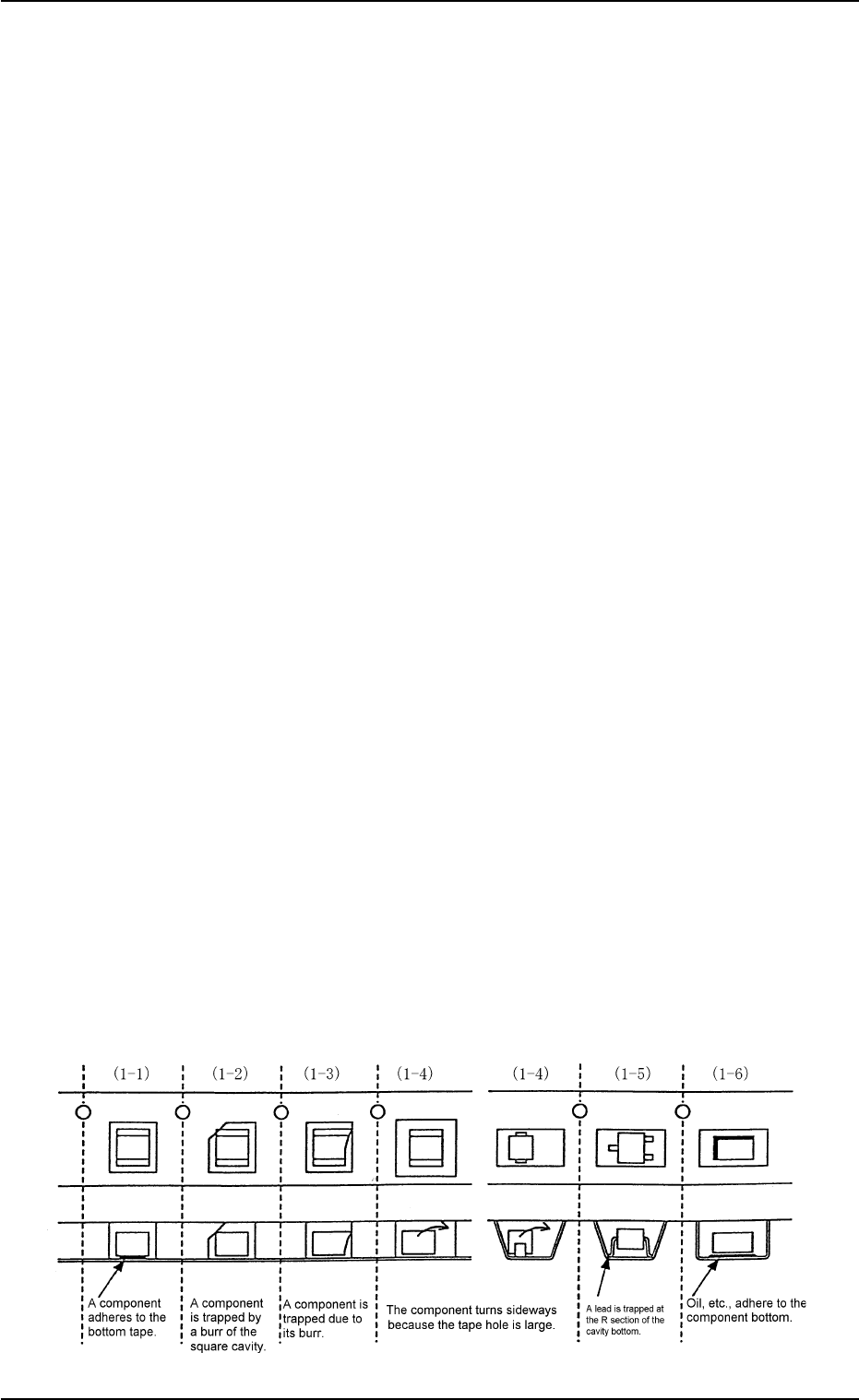
[Factors of Pick-Up Errors on Component Side]
See Fig. 4B30.
(1-1) A component adheres to the bottom tape.
(1-2) The shape of a tape cavity is defective.
(1-3) The shape of a component is defective.
(1-4) A component turns sideways because the tape cavity is too large.
(1-5) The flatness of the cavity bottom is defective.
(1-6) Oil or mold lubricant adheres to the bottom of a component.
The failures described in "(1-1) through (1-4)" have a tendency to occur
easily due to the components packaged in a paper tape and the failures
described in "(1-4) through (1-6)" due to the components packaged in a
plastic tape.
Special caution should be paid to minute components such as 0603
and 1005 types because such components are directly affected by how
they are packaged in the tape.
To determine whether or not the taped components are packaged in
good condition with the top cover tape peeled off, turn the tape upside
down and check to see how the components fall down from the cavi-
ties. If the components fall down freely, it means that they were pack-
aged in good condition.
The specifications of taping are established in "JIS-C0806". However,
as the detailed regulations on the above-described "(1-1) through (1-6)"
are not provided, it is required to ask the component maker about the
details when the components are purchased.
Fig. 4B30 Exemplification of Troubled Taped Components
5.2 Troubleshooting on Pick-Up Errors
0305-001 2-220 AIM01ETRP

(2) Machine-Based Factors
When a component has no problem, check the main body of the ma-
chine.
A failure can be tracked by checking if it occurs on a specific vacuum
nozzle or feeder slot No.
(2-1) When a failure occurs on a specific vacuum nozzle, check the
following items concerning the pertinent vacuum nozzle.
• Check if the nozzle is abnormal.
• Check if the vacuum line is abnormal.
• Check if the vacuum ON/OFF valve is abnormal.
When a factory is dusty or a lot of components packaged in paper tapes
are used, the vacuum nozzles and their filters get dirty easily. There-
fore, it becomes important to clean the vacuum nozzles and filters pe-
riodically.
Refer to "(1) Frequent Failures on Specific Vacuum Nozzle" in "5.2.2"
for the troubleshooting.
(2-2) When a failure occurs on a specific feeder slot No. (feeder No.),
check the following items concerning the pertinent feeder slot No.
(tape feeder).
(1) Check if the tape feeder is loaded correctly with components.
(2) Check if the top cover tape is peeled off normally.
(3) Check if the data related to the component picks is normal.
Refer to "(2) Frequent Pick-Up Errors on Specific Feeder Slot No." in
"5.2.2" for the troubleshooting.
5.2 Troubleshooting on Pick-Up Errors
0305-001 2-221 AIM01ETRP