HM_Series_Administrator′s_Guide(Chi_Ver2.5)校正.pdf.pdf - 第188页
3-72 Cutting-edge Modular Mounter HM Series A dministrator's Guide Normal : 利用正常速度供应元件。 Slower1 : 利用稍慢速度 供应元件。 Slower2 : 利用 慢速度供应元件。 < 每单位卷带的 元件数量 > 编辑框 如果让视觉系统在利用颜色透明 的料带接合料带时侦测到料带的接 合与否, 就会选择该功能。 &…
3-71
元件的登记
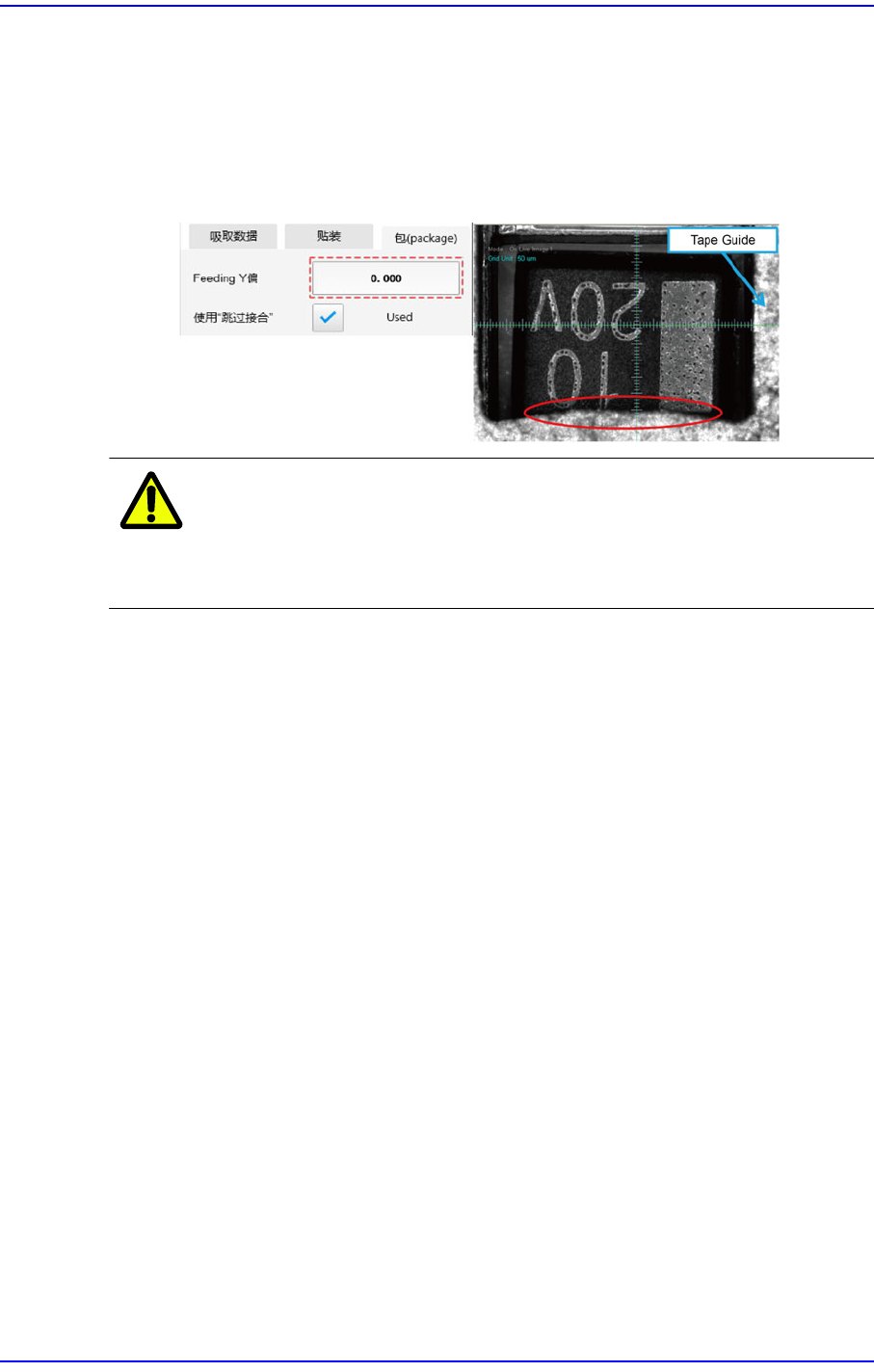
<Feeding Y偏移量> 编辑框
把8mm 带式供料器设置成4mm 间隔后供应元件时使用。
元件的Y尺寸为2.2mm以上时可能会因为料带导件而干涉到元件的吸取。在
这种情形下,可以在<Y 偏移量 >编辑框输入Y补偿值设定元件的吸取 位置(
输入范围:0 ~ 0.5mm)。
注 意 使用HN220 喷嘴的部件,需输入Feeding Y Offset值,建议值为
0.45mm 。如果输入的值不足0.45mm,Tape Guide可能会影响
配件吸附。
<使用“跳过接合”> 组合框
跳过接合功能指的是,在带式供料器进行接合时由于现有料带与新料带连接
部位的元件供应不顺利而忽略该部位的一部分元件后供应元件。
需要使用该功能时,请圈选该复选框。
<“跳过接合”的计数> 编辑框
接合检验传感器侦测到料带完成了接合后,按照这里设定的数量跳过元件后
供应元件。
<跳过接合余裕(-20~20)> 编辑框
请在<“跳过接合 ” 的计数>编辑框上输入所设定的元件数量加上需要进一步
跳过的元件数量。
<元件供应速度> 选择框
请选择<供料器> 选择框上所选择的带式供料器的元件供应速度。
某些微细元件会在供应元件时发生蹦跳现象而导致吸取错误。这时候,也许
只要放慢元件供应速度就能够解决该问题。

3-72
Cutting-edge Modular Mounter HM Series Administrator's Guide
Normal:利用正常速度供应元件。
Slower1:利用稍慢速度供应元件。
Slower2:利用慢速度供应元件。
<每单位卷带的元件数量> 编辑框
如果让视觉系统在利用颜色透明的料带接合料带时侦测到料带的接合与否,
就会选择该功能。
<卷带颜色 (透明)> 选择框
如果让视觉系统在利用颜色透明的料带接合料带时侦测到料带的接合与否,
就会选择该功能。
<Barcode>选择框
对该项功能的说明稍后将做更新。
<吸取数据> 选项卡
可以针对所供应的元件的有关吸取参数进行设置。
<吸取形式 > 选择框
请选择元件吸取方式。
3-73
元件的登记
Normal
以正常方式吸取元件时选择。
Virtual Pick
实际上不吸取元件地贴装时选择。
所有的元件贴装行为都利用元件的中心进行吸取及贴装。
但是如果元件很长,即使抓住中心部位进行贴装,也无法把长元件的两
面充分贴紧到PCB。
此时,利用头部采取按压动作让元件的两面或元件的一定部分紧贴到
PCB就能解决问题。
如前所述,为了使已贴装好的特定元件充分贴紧于PCB,不实际吸取元
件而把相当于该元件中需要贴紧的部位的位置设定成贴装点,此时该功
能就能发挥出相当作用。
首先,利用需要这种作业的特定元件设定贴装点,然后利用该元件按照
所需数量创建贴装点。
那么,先贴装特定元件后,用Virtual Pick 再把特定元件紧贴到PCB上。
<重试> 选择框
请设定没有吸取到元件时重新吸取的次数。可选择的次数为1~5次。
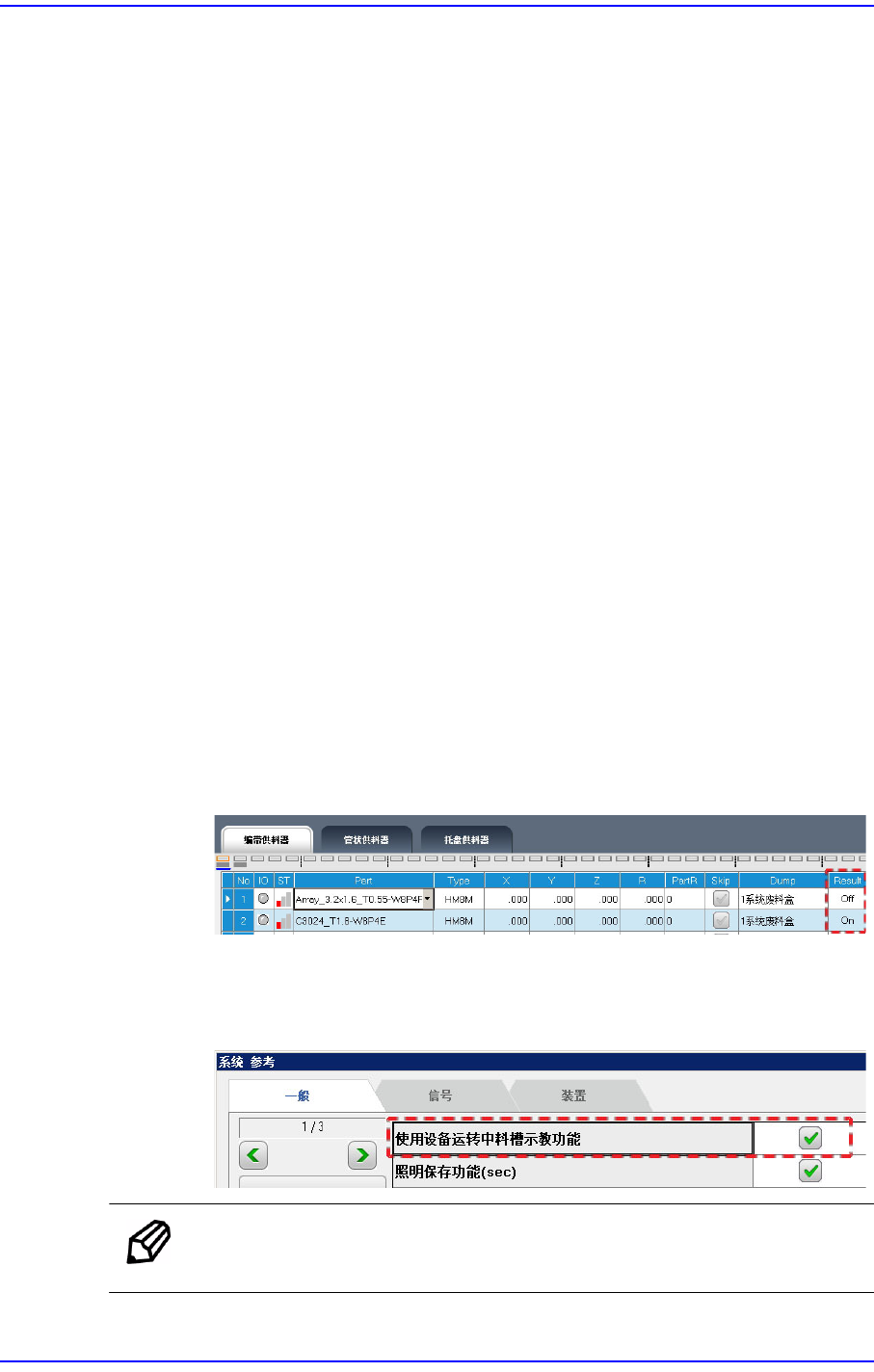
<Pocket Teach>区域
<激活料槽示教 XY / Z> 选择框
在“ 带式供料器 ”选项卡对话框需要对供应该元件的带式供料器自动设
定“ 料槽示教”功能时选择。
实际适用“盛料器校正” 功能时,需要在“ 系统设定”菜单的“参考”子菜
单中的“一般”选项卡对话框事先圈选<使用设备运转中料槽示教功能>
复选框。
备注 如果是8mm带式供料器供应的元件,建议适用该功能后使用。