思泰克2D AOI软件使用说明书 - 第46页
第 46 页 共 79 页 2、 假焊检 查 (从电极外端 开始检查假焊 ,可设定假焊算法 逻辑) 1) 焊盘中 央部:抽取红 色、绿色及亮度 纵向长度_ __% 横向宽度_ __% 面积≤_ __% 处理内容: 在检查区域内 ,计算所抽取 颜色面积占检查区 域的面积比例 ,作为实测值 , 小于等于颜色 比例的设定值 则 OK,大 于颜色比例的设定 值则 N G 2 ) 焊盘末端 :抽取红色 检查区域_ __% 面积≥_ __% 处理内…
第 45 页 共 79 页
处理内容:
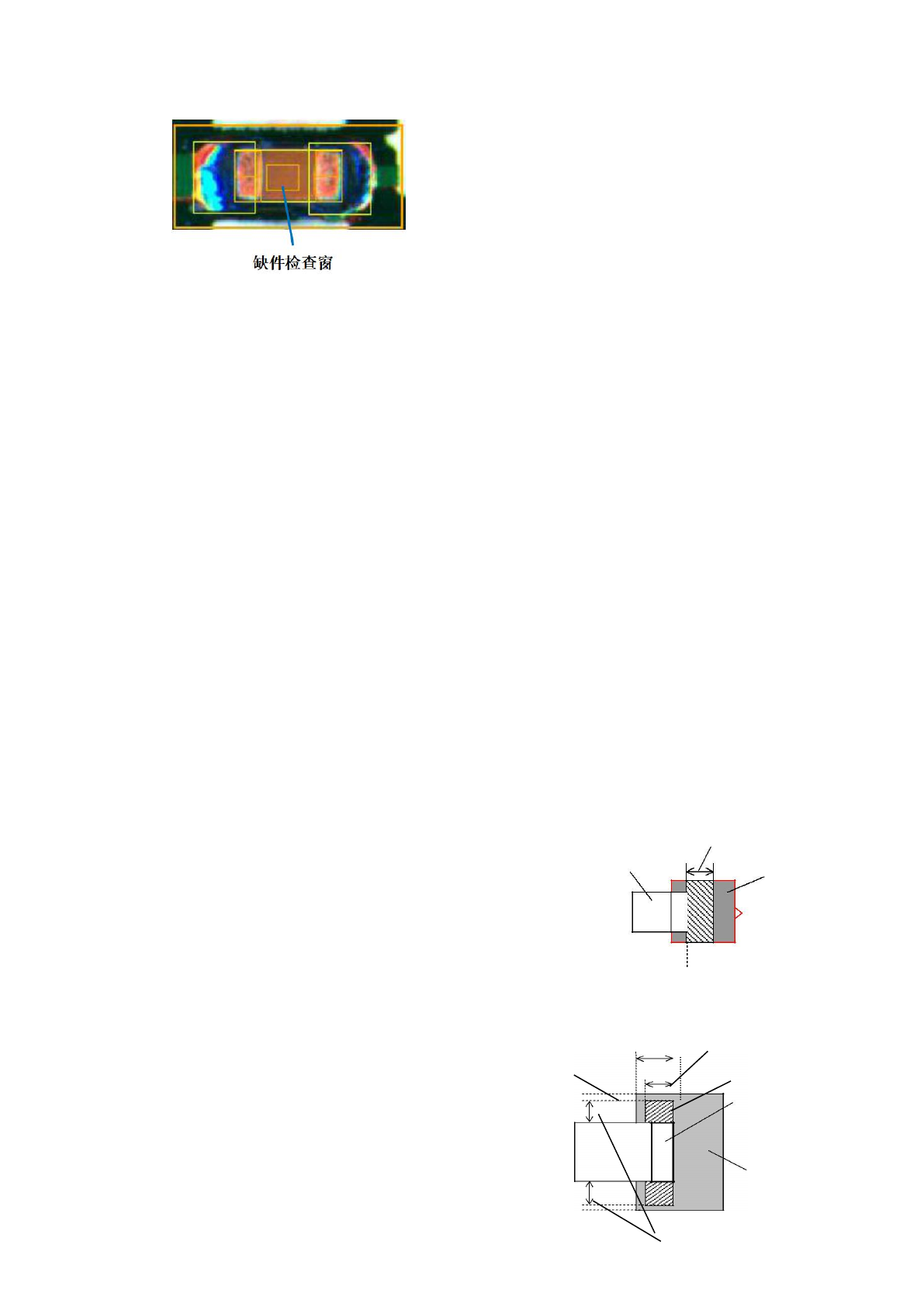
在检查区域内,计算所抽出颜色(电路板颜色)的面积占检查窗口的面积比例,面积小
于等于设定值,则 OK,大于设定值,则 NG
5.3.1 CHIP 类焊盘窗
在整图上点中焊盘窗(CHIP 类元件只能有 2 个焊盘窗),检查基准界面显示焊盘窗的算
法编辑界面。
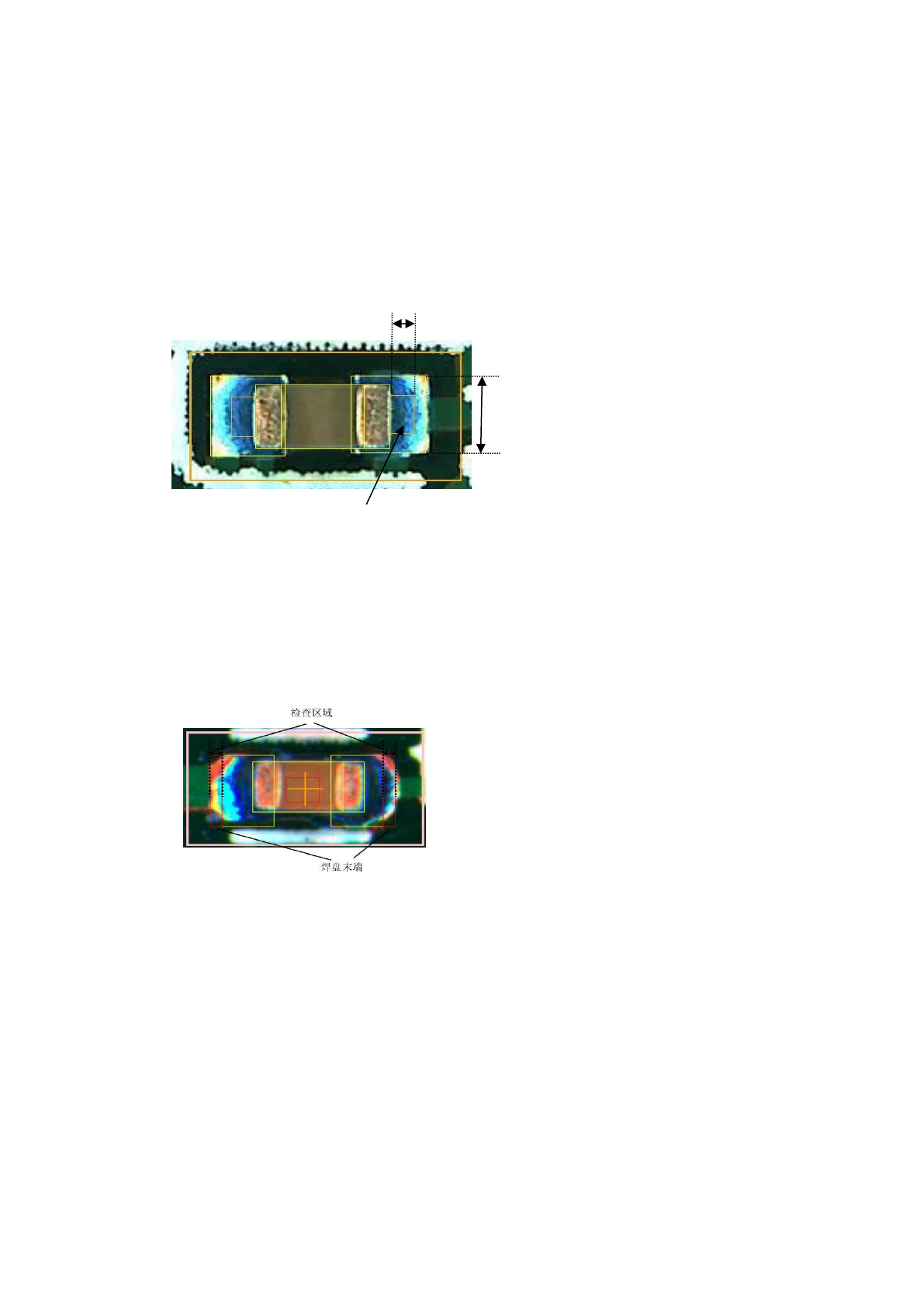
1、少锡检查:抽取蓝色
(检查焊盘上锡量过少导致的少锡,可选择正面检查或者侧面检查)
正面检查
检查区域___像素
焊锡宽度___%
连续长度≥___像素
侧面检查
检查区域___%
焊盘侧面排除___像素
焊锡宽度≥___%
连续长度≥___像素
焊盘
侧面检查区域宽
焊盘侧面排除
连续长度
处理内容:
1)正面检查:
每个焊盘单独检查,从电极外端开始搜索检查区域内,以抽取的对象颜
色的像素宽度大于焊盘宽度的比例,检查区域内最大连续长度作为实测值,
大于连续长度设定值,则 OK,小于连续长度设定值,则 NG
2)侧面检查:
每个焊盘单独检查,分别搜索焊盘的左右两侧,在检查区域内,以抽取
的对象颜色的像素宽度大于侧面检查区域宽度比例,侧面最大连续长度作为
实测值,大于连续长度设定值,则 OK,小于连续长度设定值,则 NG
检查区域
焊盘
电极顶端
本体
电极
100%
焊锡宽度比例
第 46 页 共 79 页
2、假焊检查
(从电极外端开始检查假焊,可设定假焊算法逻辑)
1) 焊盘中央部:抽取红色、绿色及亮度
纵向长度___%
横向宽度___%
面积≤___%
处理内容:
在检查区域内,计算所抽取颜色面积占检查区域的面积比例,作为实测值,
小于等于颜色比例的设定值则 OK,大于颜色比例的设定值则 NG
2) 焊盘末端:抽取红色
检查区域___%
面积≥___%
处理内容:
在检查区域内,计算所抽取到的颜色面积占检查区域的面积比例,作为实测值,大于等
于设定值,则 OK,小于设定值,则 NG
3) 焊盘末端中央:抽取红色
纵向长度___%
横向宽度___%
面积≥___%
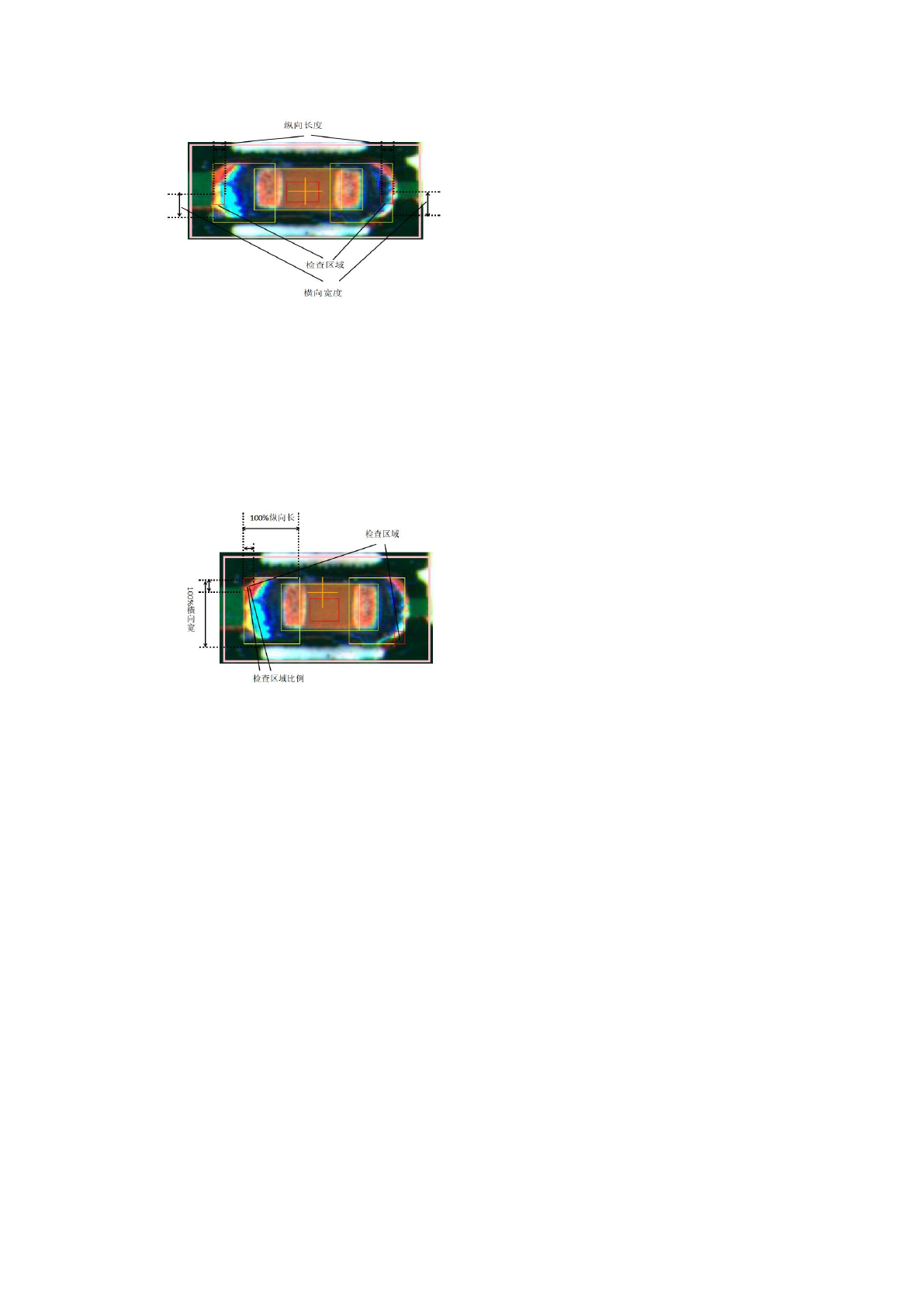
纵向长度:指从电极外端位置开始检查多
少百分比;
横向宽度:指焊盘宽度中心向两侧检查多
少%,焊盘宽度为 100%;
面积:指所取到的颜色占检查区域的比例
把焊盘的纵向长作为 100%,从焊盘末
端开始往里计算,以设定的检查区域为
纵向的长度,焊盘横向宽作为检查区域
横向的宽度,如右图生成的检查窗口作
为检查区域
100%
纵向长度
检查区域
第 47 页 共 79 页
处理内容:
在检查区域内,计算所抽取颜色的面积占检查区域的面积比例,作为实测值,大于等于
面积的设定值,则 OK,小于面积的设定值,则 NG
4) 焊盘末端两端:抽取红色
检查区域___%
面积≥___%
处理内容:
在检查区域内,计算所抽取颜色的面积占检查区域的面积比例,作为实测值,大于等于
面积的设定值,则 OK,小于面积的设定值,则 NG
假焊算法逻辑
1)“+”:算法相加,即其中一种算法判断为 OK,结果为 OK,全部算法判断为 NG,其
结果判断为 NG
2)“*”:算法相乘,即有一种算法判断为 NG,结果为 NG,所有算法判断为 OK,结果
才 OK
3)“+、*、()”同时使用,遵循数学运算规律,先算括号里面,再算*,最后算+
比如:1+3*4,此组合算法用了 1、3、4 项算法,先计算 3 和 4 项结果,结果若 OK,
为“1”,再加第 1 项,其结果还是“1”,组合算法结果 OK;若 3 和 4 项结果 NG,为“0”,再加第
1 项,若第 1 项 OK,为“1”,组合算法结果 OK;当第 1 项结果 NG,为“0”,3 和 4 项任意一
个结果 NG,3 和 4 项结果 NG,为“0”,组合算法结果才为“0”,结果 NG
3、焊盘末端露铜:抽取红色
从焊盘纵向末端开始往里,检查焊盘露铜(没有覆盖焊锡)
检查区域___像素
把焊盘的纵向长、横向宽作为 100%,
以纵向长、横向宽设定的比例作为检查
区域的纵向长和横向宽,如右图生成的
检查窗口作为检查区域
把焊盘纵向长、横向宽作为 100%,检
查区域比例是指占焊盘纵向长、横向宽
的比例,如右图检查区域比例 25%生
成的检查窗口就是检查区域(每个焊盘
末端的两角各生成 1 个检查窗口)