xp141-241-341-5.0E.pdf - 第111页
FK-9F98- 29 XP Series Training Test for Service Engineers Edition 5.0 XP241 – Chapter 3 Static Accuracy Measurement Page 6 of 6 Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept . 3 – 6 CS Section …
FK-9F98-29 XP Series Training Test for Service Engineers
Edition 5.0 XP241 – Chapter 3 Static Accuracy Measurement Page 5 of 6
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
3 – 5 CS Section
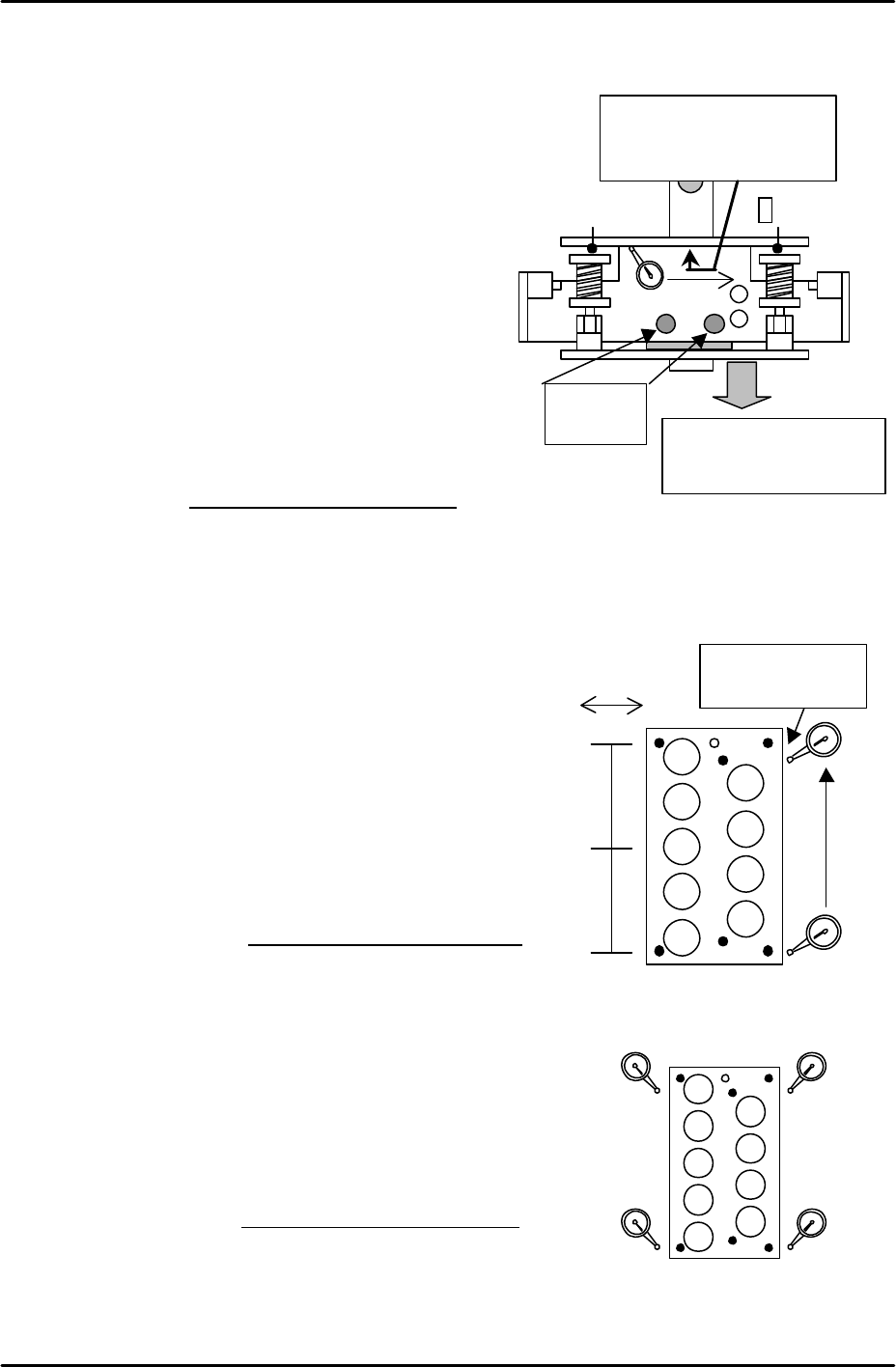
3.7 Measuring the parallelism of the U-axis shuttle
• Equipment: Lever type dial gauge (0.01mm).
1. Extend the U-axis shuttle manually until it
reaches the minus (-) mechanical stopper.
2. Attach the dial gauge to the placing head (an
extension bar is necessary).
3. Measure the parallelism at the edge of the
shuttle clamper discs. (Measure from [0] position
to [A] position).
4. If it is out of the tolerance, adjust the bolt on the
LM slider. After the bolt is tightened remeasure
the parallelism as it may have changed.
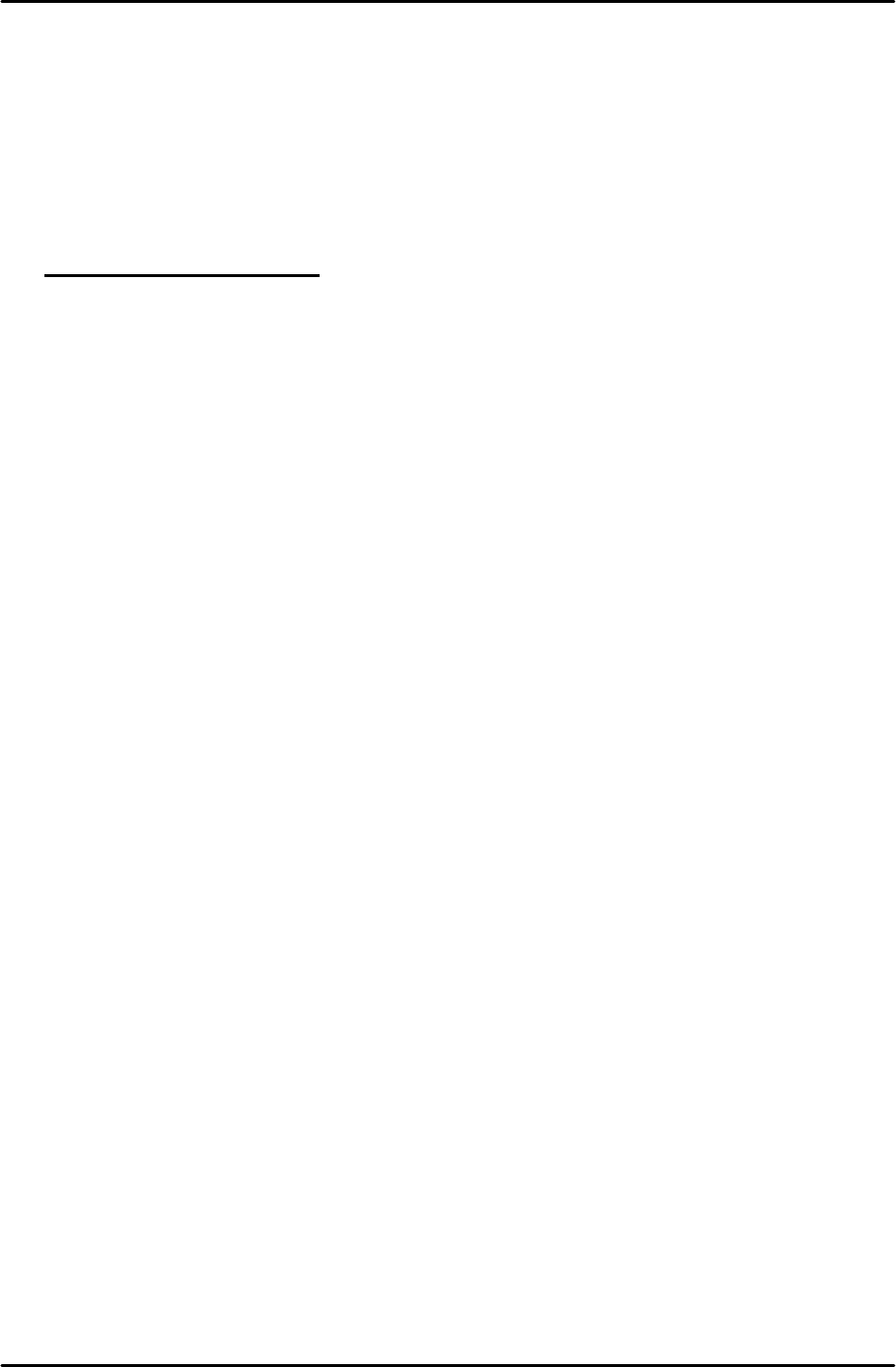
3.8 Measuring the parallelism and flatness of the nozzle station
• Equipment: Lever type dial gauge (0.01mm).
Nozzle station parallelism measurement
1. Attach the dial gauge to the placing head (an
extension bar necessary).
2. Measure the parallelism from the reference
position in the X- and Y-direction.
Note: if the value is out of the tolerance, please
contact FUJI.
Nozzle station flatness measurement
1. Attach the dial gauge to the placing head (an extension bar is necessary).
2. Measure the height of the four corners of the nozzle station, ensuring any deviation is
within 0.06 mm.
Note: If the value is out of the tolerance, please contact FUJI.
[0]
A
Adjust
these bolts.
Measure the parallelism
at the edge of the shuttle
claws by the dial gauge.
Extend the shuttle to the
M/C front side. (to the
minus mechanical stopper)
Tolerance: 0.20mm / 100mm
+ -
0
280
140
0
Measure the side of
the nozzle station
Tolerance: 0.06mm / 280mm
B
C
D
0
A
Tolerance: Deviation 0.06mm
FK-9F98-29 XP Series Training Test for Service Engineers
Edition 5.0 XP241 – Chapter 3 Static Accuracy Measurement Page 6 of 6
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
3 – 6 CS Section
3.9 Backlash calibration
• Equipment: Lever type dial gauge (0.002mm).
1. Set the dial gauge to the X and Y-axes. Turn the 200V servo power ON. Measure any
backlash in the X and Y axes movement.
2. For the Q-axis, adjust it so there is no backlash.
Tolerance: within 0.010 mm

C
C
h
h
a
a
p
p
t
t
e
e
r
r
4
4
L
L
o
o
a
a
d
d
e
e
r
r
A
A
d
d
j
j
u
u
s
s
t
t
m
m
e
e
n
n
t
t