xp141-241-341-5.0E.pdf - 第186页
FK-9F98- 29 XP Series Training Text for Service Engineers Edition 5.0 XP241 – Chapter 9 New MTU Adjustment Page 3 of 21 Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. 9 – 3 CS Section 9.5 Belt …

FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP241 – Chapter 9 New MTU Adjustment Page 2 of 21
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
9 – 2 CS Section
9.1 Software version upgrade
1. Backup the system data and programs.
2. Select [Maintenance B] – [Version Upgrade] and install version V1.30.
3. After the version upgrade is complete, shutdown and restart the machine.
9.2 Proper data
1. Select [Maintenance C] – [Proper Data Editor] – [MACHINE_TYPE_2] – [TrayUnitType]
and set to 1.
2. Select [SERVO_PARAMETER] – [u_MaxV] and set to 15000000.
3. Select [SERVO_PARAMETER] – [u_MaxA] and set to 70000000.
4. Select [SERVO_PARAMETER] – [u_CurveNo] and set to 1.
5. Select [OPERATION] – [TrayDetectMotion] and set to 0 during the adjustment and to 2
afterwards.
6. Select [OPERATION_2] – [JogInterlockOFF] and set to 1 during the adjustment and to 0
afterwards.
9.3 Servo parameter check
1. Change the following U axis servo amplifier parameters:
Pn506: 0 Ü 50
Pn50E: 3211 Ü 3200
Pn50F: 0000 Ü 0100
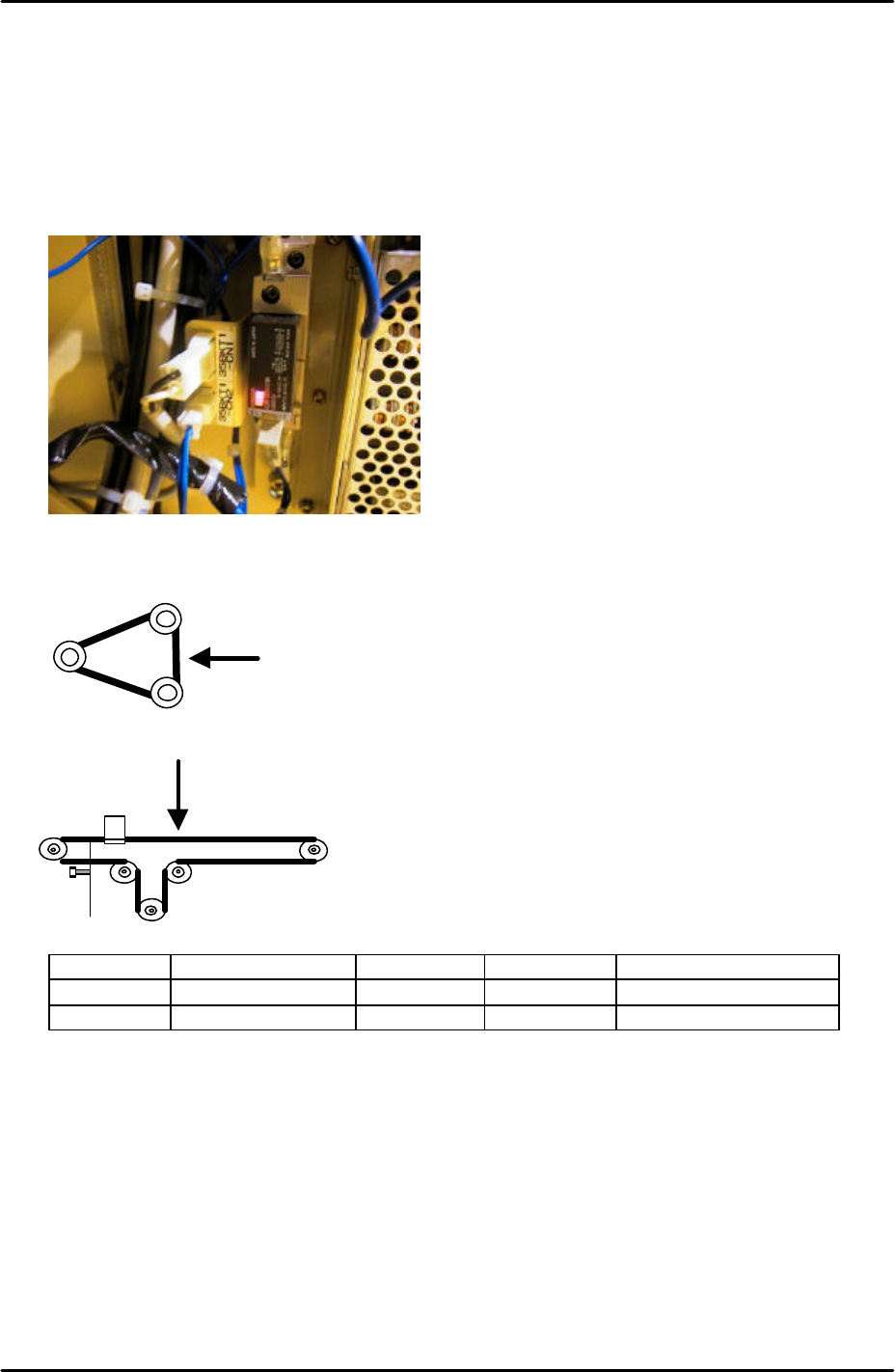
9.4 U Axis backlash check
1. Use a dial gage to check the backlash of the large gear as shown in the photo below.
When checking the backlash the small gear should be held so it does not move. The
backlash should be in the range 0.08mm to 0.15mm. If the backlash is not in the range
loosen the installation bolt for the large gear and adjust as necessary.
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP241 – Chapter 9 New MTU Adjustment Page 3 of 21
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
9 – 3 CS Section
9.5 Belt tension
1. When measuring the U axis belt tension it is necessary to put the shuttle against the
minus stopper. However there is a brake preventing the U axis from moving even if the
200V are OFF. Therefore a jumper is necessary.
2. Disconnect the “35BKT1-CN2” cable in the side 1 electric box and replace with a jumper
(the red LED for the “35CR3X relay” lights when the brake is released:
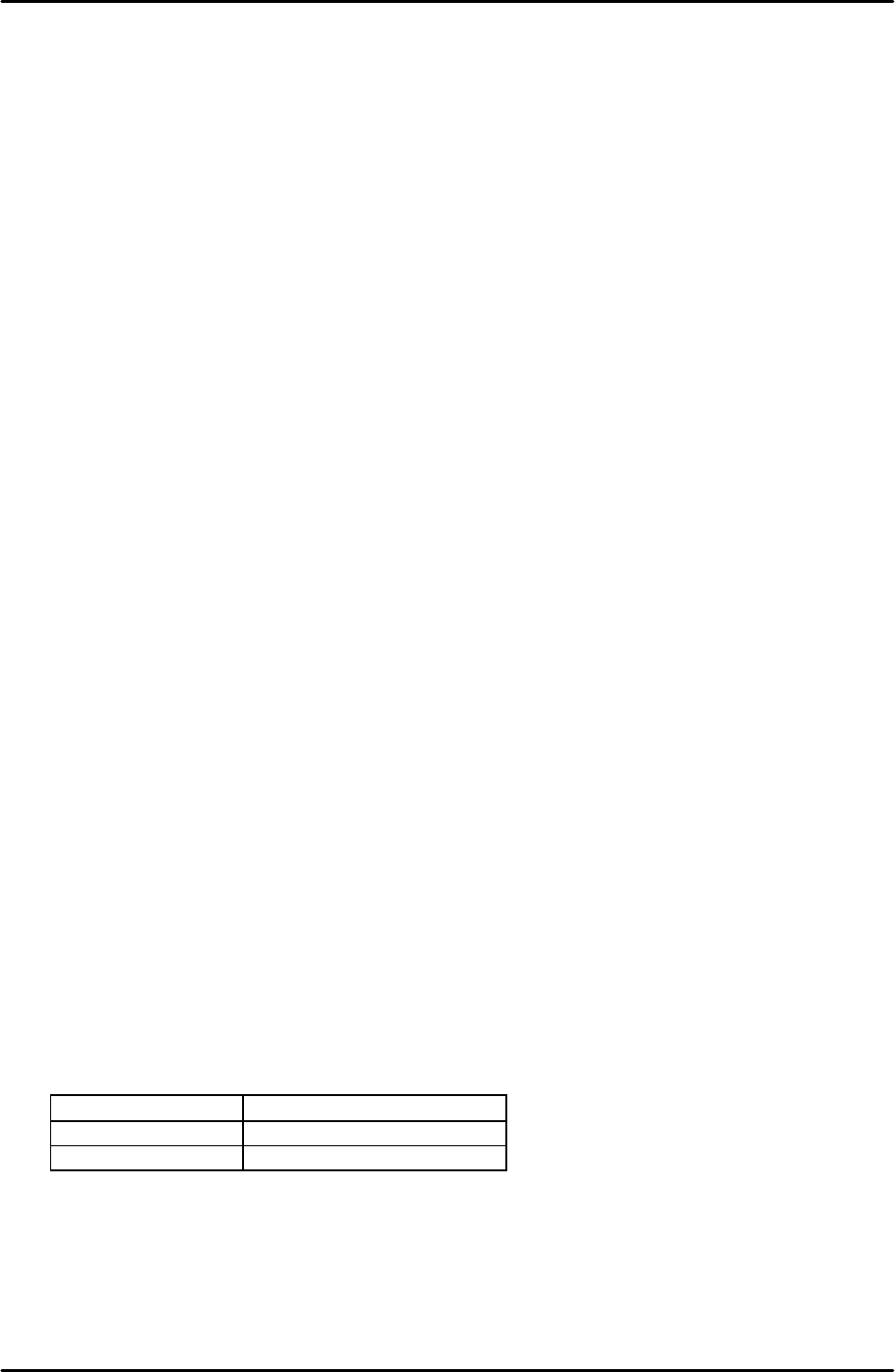
3. Refer to the following illustrations and check that the tension of each belt is within the
appropriate range:
Belt unit weight Belt width Belt span Frequency range
T axis
2.5gf/mm 15mm 151mm 147 +/- 7 Hz
U axis
0.25gf/mm 9mm 566mm 37 ~ 41 Hz
9.6 Setting the servo amp defaults
1. Equipment: digital operator (JUSP-OPO2A).
2. Set the T and U axes against the minus mechanical stoppers. (Refer to the mechanical
stopper location diagrams in the supplementary section of this manual).
3. Be careful if using the inching keys to set the T axis against the minus mechanical
stopper. To prevent the T-axis from crashing, avoid inching the T-axis when in close
proximity to the minus mechanical stopper.
4. Press the “Emergency Stop” button so that the 200V power supply to the servos cuts out.
T axis measuring point
U axis measuring point
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP241 – Chapter 9 New MTU Adjustment Page 4 of 21
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
9 – 4 CS Section
5. Connect the digital operator to the target servo amp (“bb” is displayed on the screen).
6. Press [DSPL/SET] to select the channel mode (Fn000).
7. Select channel (Fn008) by pressing the [UP] arrow key.
8. Press [DATA/ENTER] to display “PGCL1”.
9. Press [UP] to set it to “PGCL5”.
10. Press [DSPL/SET] and “done” displays on the screen.
11. Press [DATA/ENTER] to return to the support mode (Fn008).
12. Press [DOWN] to return to the channel mode (Fn000).
13. Press [DSPL/SET] to return to the initial screen (“bb” displays).
14. When the settings are complete select [Maintenance C] – [Proper Data Editor] –
[SERVO_OFST] – and set [_targetOfst_T] and [_targetOfst_U] to 0.
15. Shut down and then restart the machine.
9.7 Setting the origin and minus limit
1. Select [Maintenance C] – [Proper Data Editor] – [SERVO_OFST] – and confirm that
[_targetOfst_T] and [_targetOfst_U] are set to 0.
2. Turn the servo power ON and then select [Maintenance A] – [Jog] – [T,U] to display the T
and U axis counter values.
3. Press the [Emergency Stop] button, and confirm that the T and U axes are against their
minus mechanical stoppers.
4. Record the counter value of both axes. The counter value is in (mm) but this must be
converted into (1/10um) before inputting in proper data. For example counter value
18.252100 (mm) Ü input value 182521.
5. Select [Maintenance C] – [Proper Data Editor] – [SERVO_OFST] – [_targetOfst_T] and
[_targetOfst_U] and input the counter value recorded in step 4.
6. Check that the target offset is within the tolerance specified in the following table:
Target Offset Target Offset Tolerance
_targetOfst_T 0 +/- 100000
_targetOfst_U 0 +/- 200000
7. Select [Jog] to return to the jog screen and turn the servo power ON. The counter values
for the T and U axes should be close to “0”. A counter value that is not close to “0”
indicates that an inaccurate target offset has been input. In this case input the target
offset again.
8. When the origin setting is complete select [Maintenance C] – [Proper Data Editor] –