xp141-241-341-5.0E.pdf - 第205页
X X P P 3 3 4 4 1 1 E E S S u u p p p p l l e e m m e e n n t t Machine Mfg. Co., Ltd. Solutions for Modern Technology

FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP241 – Chapter 9 New MTU Adjustment Page 21 of 21
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
9 – 21 CS Section
9.29 Final check
1. Confirm that bypass keys, jigs, wrenches, and other foreign objects do not remain in the
machine.
2. Remove the U-axis brake release jumper.
9.30 Backing Up
1. Back up the system files at [Maintenance B] – [Backup].
2. Back up the proper data at [Maintenance C] – [Proper Data].
X
X
P
P
3
3
4
4
1
1
E
E
S
S
u
u
p
p
p
p
l
l
e
e
m
m
e
e
n
n
t
t
Machine Mfg. Co., Ltd.
Solutions for Modern Technology
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP341E Supplement Page 1 of 2
Fuji Machine Mfg. Co., Ltd. Okazaki
1 SMT Equipment Quality Assurance Dept.
CS Section
NOTE: For the most part the XP241E manual can be used to make adjustments and
checks on XP341E machines. However there are a few procedures that are different for
XP341E machines. These are described here.
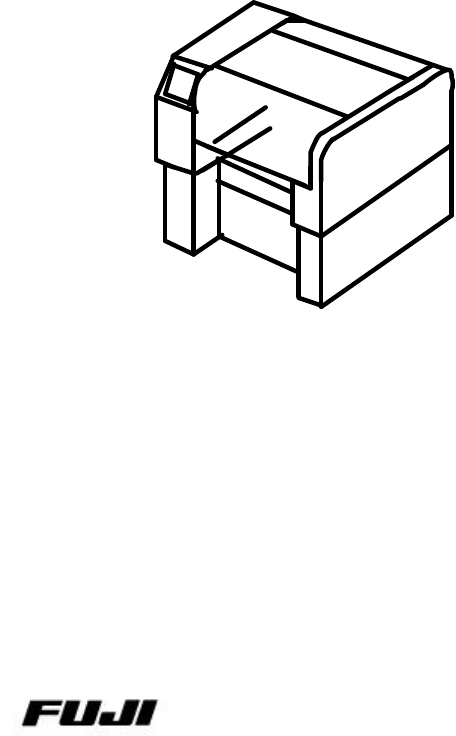
3.8 Measuring the parallelism and flatness of the nozzle station
1. Equipment: Lever type dial gage (0.01mm). Extension bar.
Nozzle station parallelism measurement
1. Use the extension bar to attach a dial gage to the placing head.
2. Refer to the diagram below and use one end of the nozzle station as the reference
point.
3. Move the placing head along the Y-axis to check the parallelism of the nozzle
station.
4. Tolerance is 0.10mm/500mm, if the value is out of tolerance please contact FUJI.
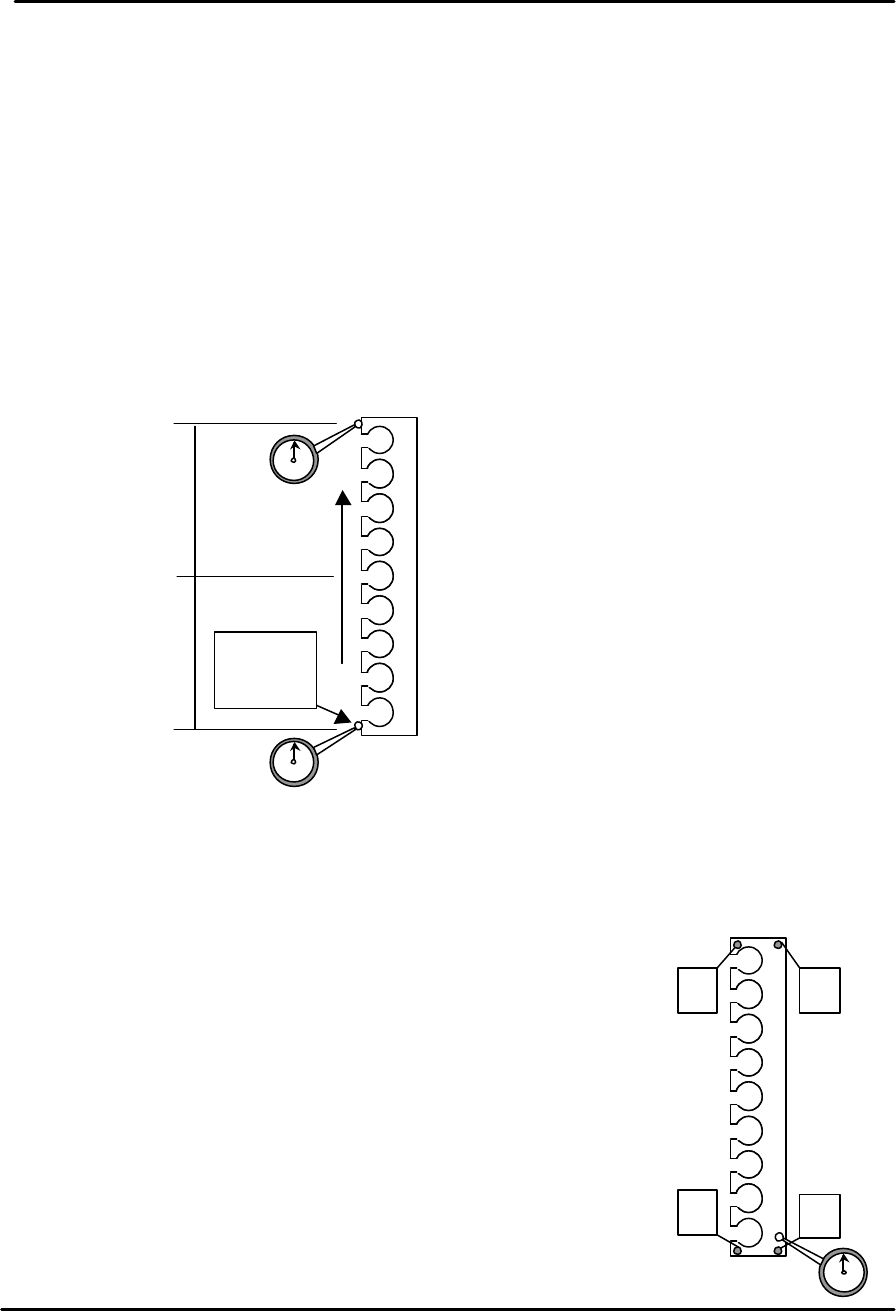
Nozzle station flatness measurement
1. Use the extension bar to attach a dial gage to the placing
head.
2. Refer to the adjacent diagram and use position A as the
reference point.
3. Run the dial gage over the nozzle station surface and check
the height at the four corners of the station. Any deviation in
height should be within 0.10mm. If out of tolerance please
contact FUJI.
Reference
position
0
250
500
+ ?? -
D
C B
A