xp141-241-341-5.0E.pdf - 第29页
FK-9F98- 29 XP Series Training Text for Service Engineers Edition 5.0 XP141 – Chapter 4 Loader Adjustment Page 4 of 12 Fuji Machine Mfg. Co., Ltd. Okazaki. SMT Equipment Quality Assurance Dept. 4 – 4 CS Section 5. Raise …
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP141 – Chapter 4 Loader Adjustment Page 3 of 12
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
4 – 3 CS Section
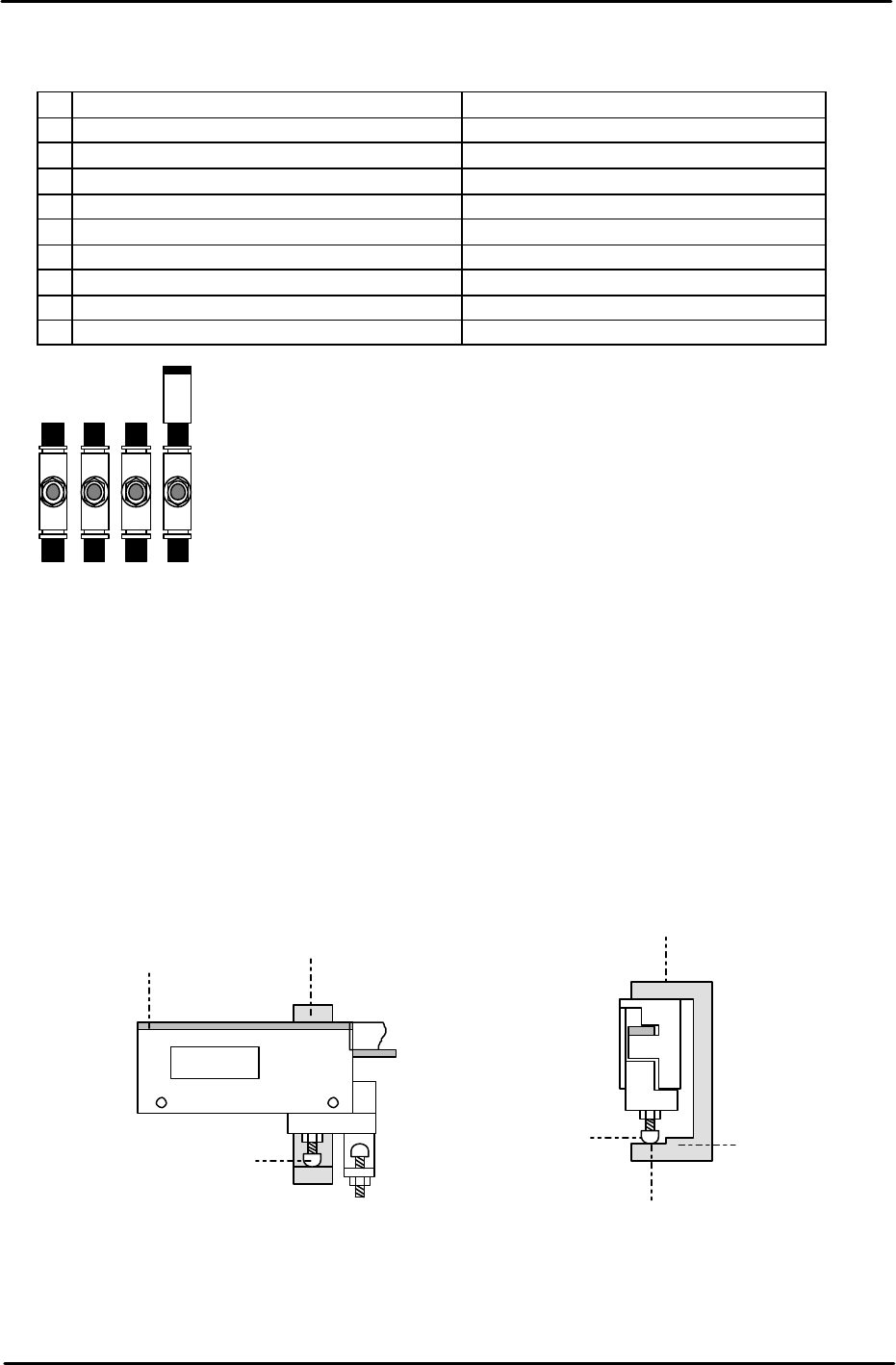
4.3 Adjusting the Conveyor Speed Controllers
Speed Controller Number of times from fully closed
1 In-conveyor board lifter (UP) Approximately ¼ turn.
2 In-conveyor board lifter (DOWN) Approximately 1 turn.
3
Main conveyor board clamp (SLOW) ½ turn.
4
Main conveyor board unclamp (SLOW) 1.5 turns.
5
Main conveyor board unclamp (FAST) 4 turns.
6
Main conveyor board clamp (FAST) 4 turns.
7 Board stopper (UP) 4 turns.
8 Board stopper (DOWN) 4 turns.
9 Board vacuum (Option) 1 turn.
4.4 Board clamper adjustment
1. Equipment: U-shaped jig (Z9423DBQJ0010), Lifter Height Adjustment Plate Jig
(Z9623DBQJ1560) x2, Lifter Height Adjustment Cylindrical Jig (Z9623DBQJ1550).
2. Lower the main lifter.
3. Use the U-shaped jig to set the vertical distance between the board clamper adjustment
bolt and the conveyor rail top surface to 59.74 +/- 0.05mm. Please see the diagram
below:
4. Adjust the distance by adjusting the length of the board-clamper height adjustment bolt.
There are four bolts in total, two on the reference side of the conveyor, and two on the
adjustable side. Note that the clamper should be in contact with the underside of the
conveyor rail.
3 4 5 6
Note
: check the main conveyor board clamp/unclamp speed controllers
after the main lifter upper limit/downward limit sensor adjustment is
complete.
U-shaped
Jig
Height Adjust
Bolt
Surface B
does not go
through
Surface A
goes through
Clamper
U-shaped
Jig
Height Adjust
Bolt
Conveyor
Rail
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP141 – Chapter 4 Loader Adjustment Page 4 of 12
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
4 – 4 CS Section
5. Raise the main lifter. Under these conditions there should be no gap between the
clamper and the conveyor rail. If there is a gap it is necessary to adjust the stroke of the
main lifter cylinder (under the main table) until the board clamper contacts the underside
of the conveyor rail. Note that normally the stroke is already set and does not need to be
adjusted.
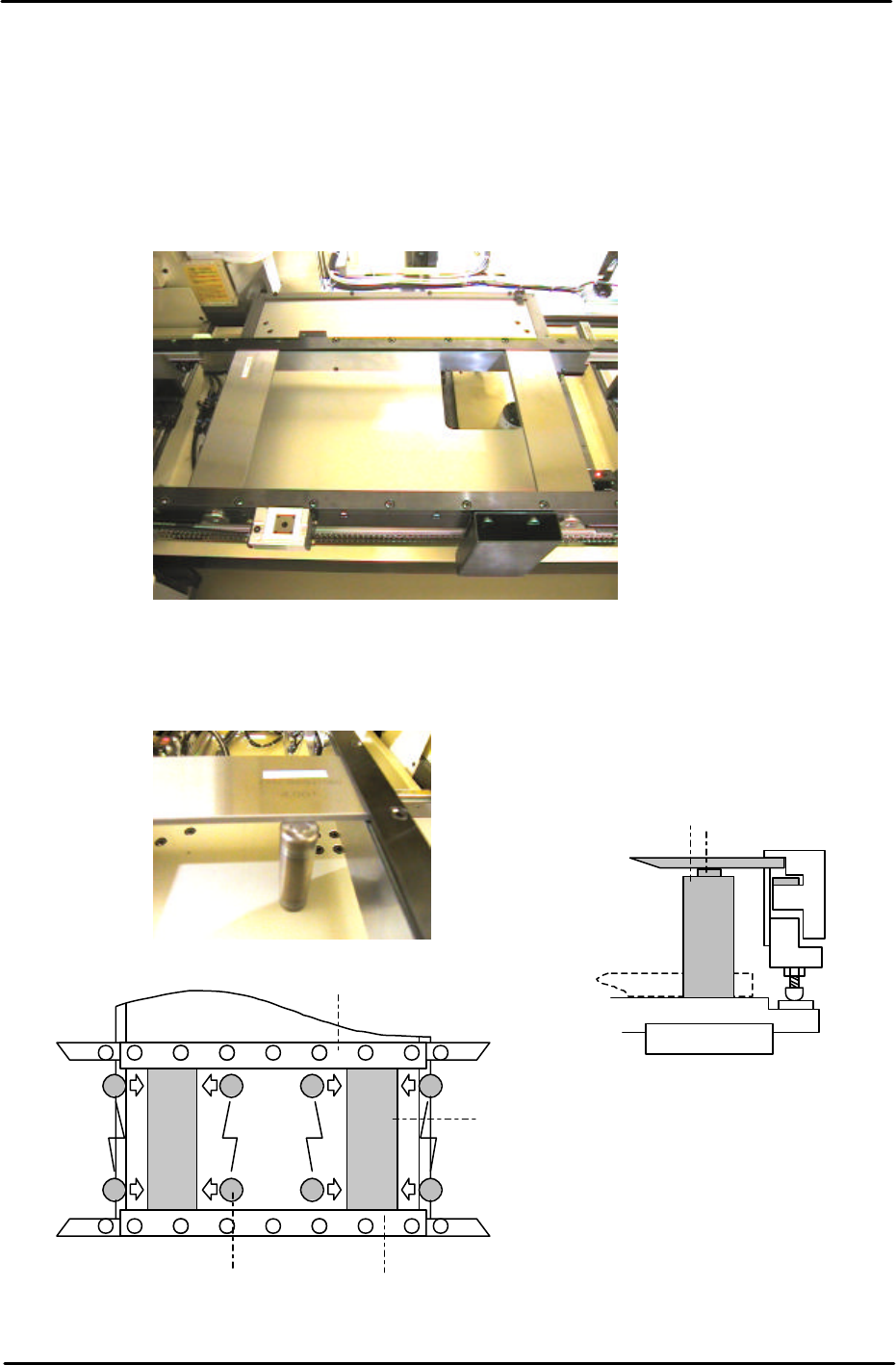
6. Clamp the two Lifter Height Adjustment Plate Jigs in the main table as shown in the
picture below:
7. Under these conditions re-adjust the board clamper adjustment bolts until surface C of
the Cylindrical Jig can slide in under the plate jigs as illustrated in the following pictures:
Each plate jig should be clamped 50mm from the end of
the main conveyor rail
Lifter Plate
C goes
through
D does not go
through
Movable
Rail
Plate Jig
Reference
Rail
Cylindrical Jig
Note that the back up plate
must be removed
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP141 – Chapter 4 Loader Adjustment Page 5 of 12
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
4 – 5 CS Section
8. Confirm that surface C of the cylindrical jig can slide in under the plate jigs, and that
surface D of the cylindrical jig cannot.
9. Under these conditions confirm that both of the plate jigs are securely clamped and
cannot move.
Main Table Lifter Plate Stoppers
In order to enhance the loading of panels on the XP series machines lifter plate stoppers
have been added. These keep the lifter plate parallel to the conveyor belt and in doing so
prevent the lifter plate from sticking at the upper limit position. To adjust the stoppers carry
out the following procedure:
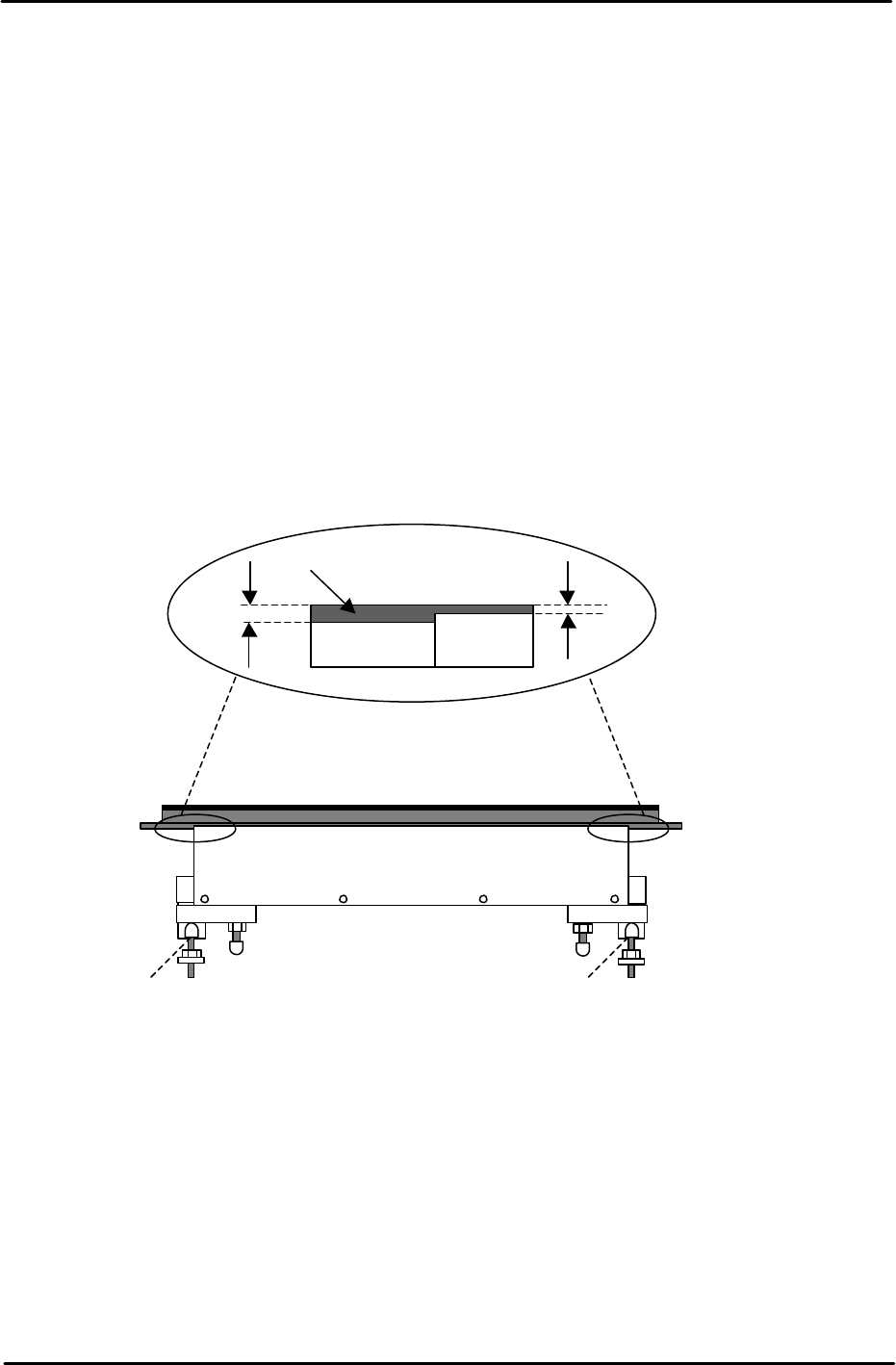
1. Lower the lifter plate.
2. Adjust the position of the stoppers so that the lifter plate rests 0.5mm below the top
surface of the conveyor belt.
3. Refer to the diagram below and adjust the stoppers for both the fixed and adjustable rails:
Post Adjustment Checks:
1. Ensure that the clamper motion is smooth when the main table is raised and lowered.
2. Ensure there is sufficient clearance between the back-up pins and the under side of a
clamped board.
3. Confirm that the minimum (0.8mm) thick board and the maximum (4.0mm) board can be
clamped correctly.
Lifter Plate
Conveyor
Belt
0.5mm
1.0mm
Stopper Stopper