xp141-241-341-5.0E.pdf - 第59页
FK-9F98- 29 XP Series Training Text for Service Engineers Edition 5.0 XP141 – Chapter 6 Proper Data Measurements Page 4 of 26 Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. 6 – 4 CS Section 6.3…
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP141 – Chapter 6 Proper Data Measurements Page 3 of 26
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
6 – 3 CS Section
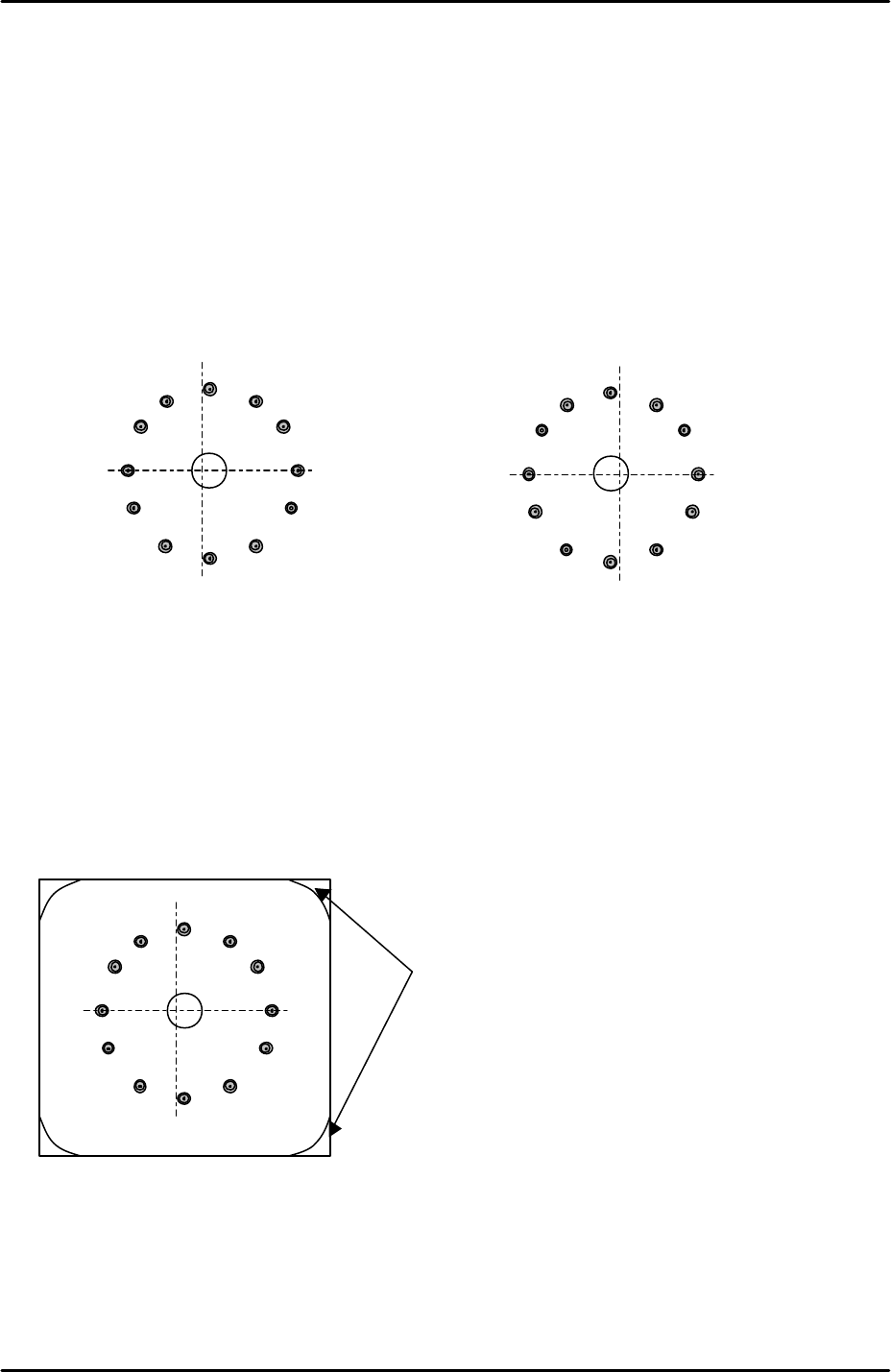
7. Check that the cross hairs are in the center of the revolver.
8. When the cross hairs are not in the center of the revolver carry out the following
procedure.
9. To set the revolver center in the center of the horizontal cross hair, slide the side 2 prism
in the Y direction.
10. If the revolver center is misaligned with the vertical cross hair then compare the vertical
alignment of the revolver at the side 1 prism with the vertical alignment at the side 2
prism, then slide the camera in the X-direction to even out the misalignment between the
two, please see the example below:
11. If at any time the side 1 prism or side 2 prism have been moved it is necessary to
recheck the prism flatness (see 6.1 Prism adjustment).
12. Once the camera has been aligned with the two prisms and the prism flatness confirmed,
bring the revolver above each prism in turn and inch the Y axis until the revolver is
directly above the center of the prism light source unit, please refer to the illustration
below:
13. Record the Y-axis counter value at this position and then select [Maintenance C] –
[Proper Data Editor] – [Prizm Position] – [PrismFront] or [PrismBack] and manually input
the counter value.
Side 1 Prism
Side 2 Prism
To tell if the revolver is directly above the center of the
prism light source unit check in the corners of the
image where the boundary of the light source unit is
visible. The boundary in the top corners of the image
should be balanced with the boundary in the bottom
corners of the image.
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP141 – Chapter 6 Proper Data Measurements Page 4 of 26
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
6 – 4 CS Section
6.3 Parts camera focus adjustment
1. Set 0.4, 0.7, and 1.0mm diameter nozzles in the revolver.
2. Select [Maintenance A] – [I/O Check] – [Y016 VacuumPump] – [ON].
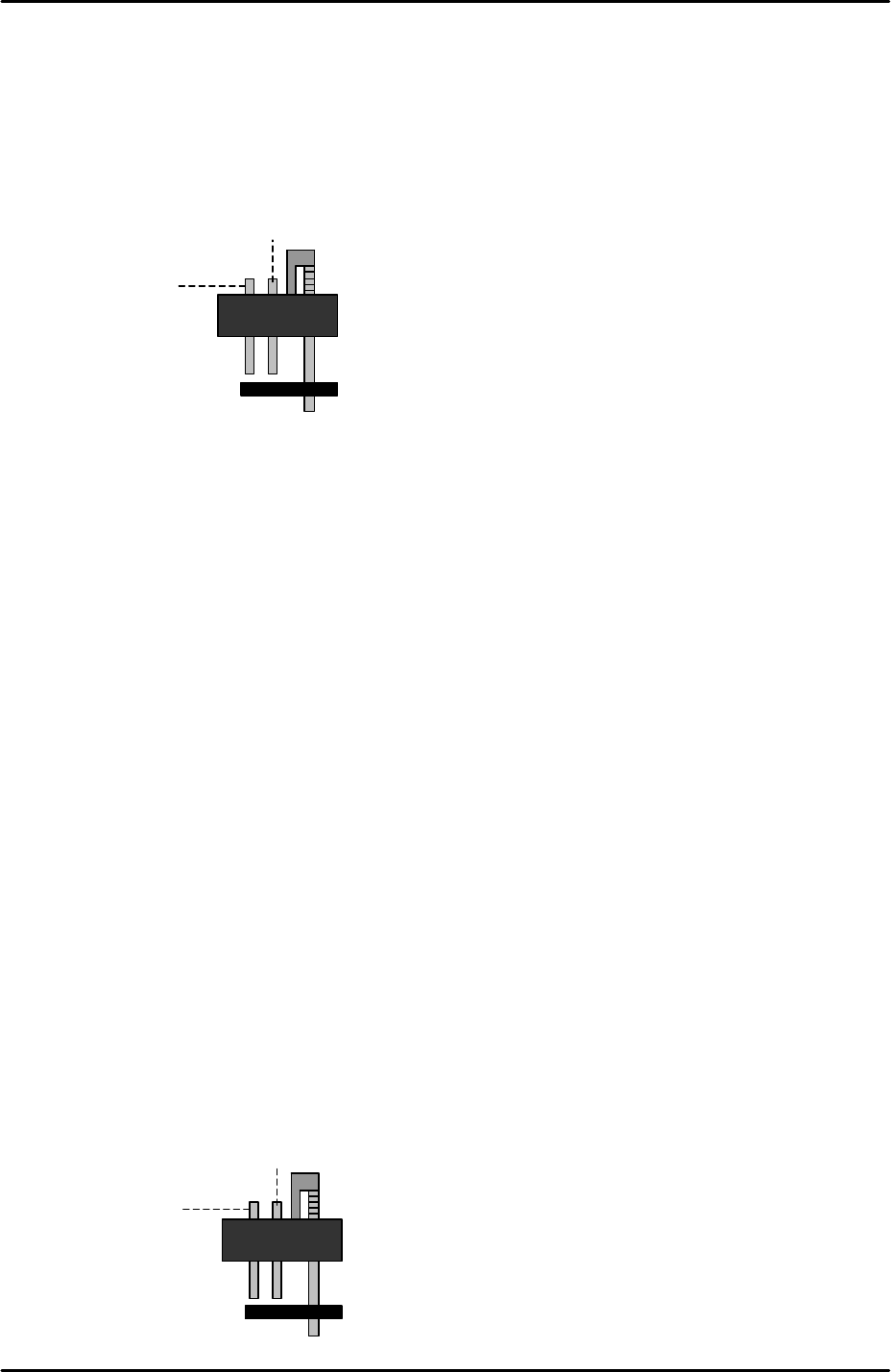
3. Lower all the vacuum pins but leave the air blow pins at their upper limit.
4. Place a 0603C component on the 0.4mm diameter nozzle, a 1005R component on the
0.7mm nozzle, and a 1608R component on the 1.0mm nozzle.
5. Select [Maintenance A] – [Jog] – [Side1] to activate the side 1 prism light source and
display the parts camera live image.
6. Inch the Y-axis to the “PrismFront” position (see 6.2 “camera centering” steps 12 and 13).
7. Adjust the camera focus ring so that the components’ image on the screen becomes as
clear and sharp as possible.
8. Select [Side2] to activate the side2 prism light source and inch the Y-axis to the
“PrismBack” position (see 6.2 “camera centering” step 12 and 13).
9. Confirm that the focus is clear and sharp at the side2 prism and then lock the focus ring
hollow bolt and apply adhesive (Loctite 222).
10. After locking the hollow bolt confirm that the focus has not changed as locking the hollow
bolt can sometimes move the position of the focus ring.
6.4 Parts camera brightness adjustment
1. Equipment: Color Sample Disc (Z9531DEPJ1111).
2. Select [Maintenance A] – [I/O Check] – [I/O Y016 VacuumPump] – [ON].
3. Lower all the vacuum pins but leave the air blow pins at their upper limit.
Vacuum pin
Air blow pin
Vacuum pin
Air blow pin
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP141 – Chapter 6 Proper Data Measurements Page 5 of 26
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
6 – 5 CS Section
4. Place the color sample disc (grey color side facing downwards) on the nozzles.
5. Select [Maintenance A] – [Jog] – [Side1] to activate the side1 prism light source and
display the parts camera live image on the screen.
6. Bring the color sample disc above the Side1 prism and press the image on the screen to
display a brightness reading.
7. The brightness readings will vary somewhat depending on which part of the color sample
disc image is touched. Set the average brightness level to 120 +/- 10 by adjusting the
parts camera gain.
8. Bring the color sample disc above the Side2 prism and confirm that the brightness
reading is within tolerance for the Side2 prism as well.
9. If the brightness level is too bright even with the brightness gain at minimum, then contact
FUJI.
6.5 Parts camera resolution measurement
1. Equipment: resolution measurement jig (Z3502DEAJ0020).
2. Put 1.8mm diameter nozzles in all twelve of the nozzle slots.
3. Select [Maintenance A] – [I/O Check] – [Y016 VacuumPump] – [ON].
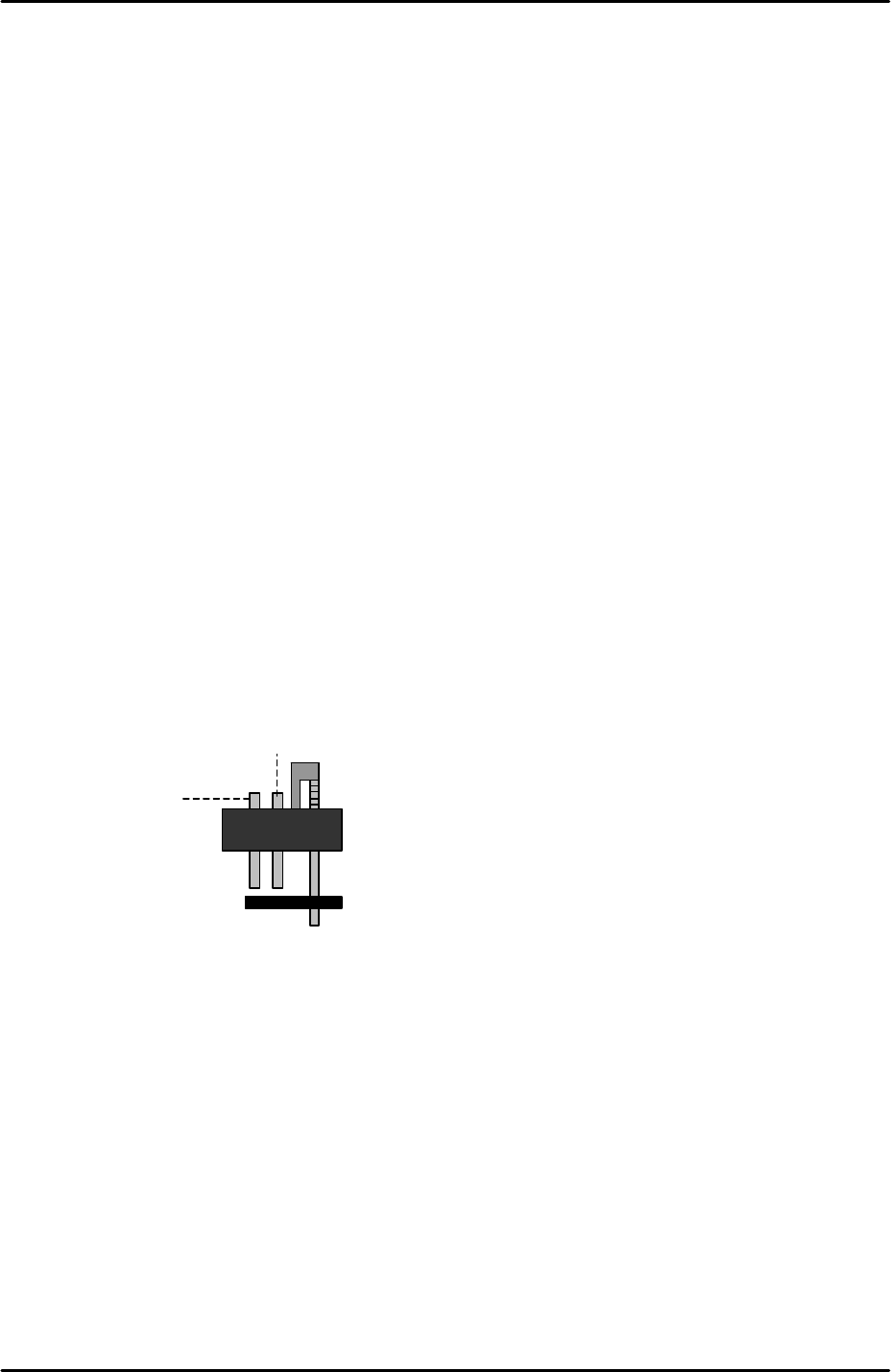
4. Lower all of the vacuum pins, but leave the air blow pins at their upper limit.
5. Remove the half mirror from the light source unit.
6. Attach the resolution jig to the nozzles.
7. Note that the two sides of the resolution measurement gage are not identical. The glass
gage should be attached to the nozzles with the printed surface uppermost:
Vacuum pin
Air blow pin