MIL- STD-883F 2004 TEST METHOD STANDARD MICROCIRCUITS.pdf - 第211页
MIL-STD-883F METHOD 2010.11 18 June 2004 1 METHOD 2010.11 INTERNAL VISUAL (M ONOLITHIC) 1. PURPOSE . The purpos e of thi s tes t is to chec k the i nternal material s, c onstr ucti on, and work manship of micr ocir cuit …
MIL-STD-883F
METHOD 2009.9
19 August 1994
8
This page intentionally left blank
MIL-STD-883F
METHOD 2010.11
18 June 2004
1
METHOD 2010.11
INTERNAL VISUAL (MONOLITHIC)
1. PURPOSE
. The purpose of this test is to check the internal materials, construction, and workmanship of microcircuits
for compliance with the requirements of the applicable acquisition document. This test will normally be used prior to capping
or encapsulation on a 100 percent inspection basis to detect and eliminate devices with internal defects, that could lead to
device failure in normal applications. It may also be employed on a sampling basis prior to capping to determine the
effectiveness of the manufacturer's quality control and handling procedures for microelectronic devices. Furthermore, the
criteria of this test method will be used during destructive physical analysis (DPA) following the procedures outlined in test
method 5009, "Destructive Physical Analysis". Test condition A and B provide a rigorous and detailed procedure for internal
visual inspection of high reliability microcircuits as specified in the screening requirements of test method 5004. For
condition B product the alternate screening procedure (alternate 1) documented in test method 5004 may be used by the
manufacturer as an option to internal visual inspection as specified. For condition A or B product, the alternate screening
procedure (alternate 2) documented in test method 5004 may be used by the manufacture as an option to internal visual
inspection as specified.
2. APPARATUS
. The apparatus for this test shall include optical equipment capable of the specified magnification and
any visual standards (gauges, drawings, photographs, etc.) necessary to perform an effective examination and enable the
operator to make objective decisions as to the acceptability of the device being examined. Adequate fixturing shall be
provided for handling devices during examination to promote efficient operation without inflicting damage to the units.
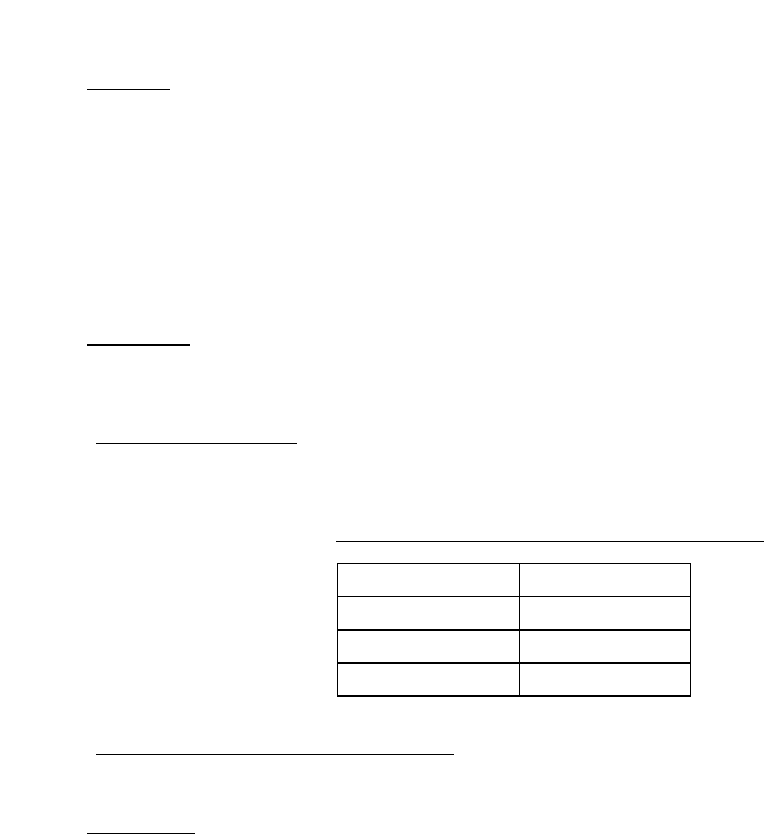
2.1 GaAs device requirements
. GaAs devices shall be inspected to all applicable criteria as listed herein. GaAs
microwave devices shall also have additional specific criteria as listed and the applicable high power magnification for
individual features of GaAs microwave devices shall be selected from the following table.
TABLE I. GaAs microwave device high magnification requirements
.
Feature Dimensions Magnification range
> 5 microns 75 - 150x
1 - 5 microns 150 - 400x
< 1 micron 400 - 1000x
2.2 Silicon-on-Sapphire (SOS) device requirements
. SOS devices shall be inspected to all applicable criteria specified
herein, except where noted. The sapphire portions of the die shall be considered "nonconductive and nonoperational
material".
3. PROCEDURE
.
a. General. The device shall be examined within the specified magnification range to determine compliance with the
requirements of the applicable acquisition document and the criteria of the specified test condition.
The inspections and criteria in this method shall be required inspections for all devices and locations to which they
are applicable. Where the criterion is intended for a specific device process or technology, it has been indicated.
*

MIL-STD-883F
METHOD 2010.11
18 June 2004
2
b. Sequence of inspection. The order in which criteria are presented is not a required order of examination and may
be varied at the discretion of the manufacturer.
When inverted die mounting techniques are employed, the inspection criteria contained herein that cannot be
performed after mounting shall be conducted prior to attachment of the die. Devices that fail any test criteria
herein are defective devices and shall be rejected and removed at the time of observation.
Visual criteria may be inspected as follows:
(1) Prior to die attachment without re-examination after die attachment; 3.1.1.2, 3.1.1.5, 3.1.1.7, 3.1.2, 3.1.4 e
and f, 3.1.5, 3.1.6 a-f, 3.2.6.
(2) Prior to bonding without re-examination after bonding; 3.2.3.
(3) For condition B only; the following criteria may be inspected prior to die attachment at high power, plus low
power after die attachment, provided a high magnification sample to sample size number = 45 accept
number C = 0 is performed at precap inspection; 3.1.1.1, 3.1.1.3, 3.1.1.4, 3.1.1.6, 3.1.3, 3.1.4 a-d and g-o,
3.1.6 g and h, 3.1.7. If the sample fails the entire lot shall be reinspected at high magnification for the failed
criteria.
c. Inspection control. In all cases, examination prior to final preseal inspection shall be performed under the same
quality program that is required at the final preseal inspection station. Care shall be exercised after inspections in
accordance with 3b, to insure that defects created during subsequent handling will be detected and rejected at
final preseal inspection. During the time interval between visual inspection and preparation for sealing, devices
shall be stored in a controlled environment. Devices examined to condition A shall be inspected and prepared for
sealing in a 100 (0.5 Hm or greater) particles/cubic foot controlled environment (class 5 of ISO 14644-1) and
devices examined to condition B criteria shall be inspected and prepared for sealing in a 100,000 (0.5 Hm or
greater) particles/cubic foot controlled environment (class 8 of ISO 14644-1), (see A.4.8.1.1.7 of appendix A of
MIL-PRF-38535), except that the maximum allowable relative humidity in either environment shall not exceed 65
percent. Devices shall be in covered containers when transferred from one controlled environment to another.
d. Magnification. "High magnification" inspection shall be performed perpendicular to the die surface with the device
under illumination perpendicular to the die surface. "Low magnification" inspection shall be performed with a
metallurgical or stereomicroscope with the device under suitable illumination. Low magnification may be
performed at an angle other than 90° to the die surface to facilitate the inspection. The inspection criteria of 3.2.1
may be examined at "high magnification" at the manufacturer's option.
e. Reinspection. When inspection for product acceptance is conducted subsequent to the manufacturer's
inspection, the additional inspection may be performed at any magnification specified by the applicable test
condition, unless a specific magnification is required by the acquisition document. When suspected defects or
deficiencies are noted, additional inspection may be performed at magnifications needed to evaluate or resolve
the suspect items.
*