MIL- STD-883F 2004 TEST METHOD STANDARD MICROCIRCUITS.pdf - 第258页
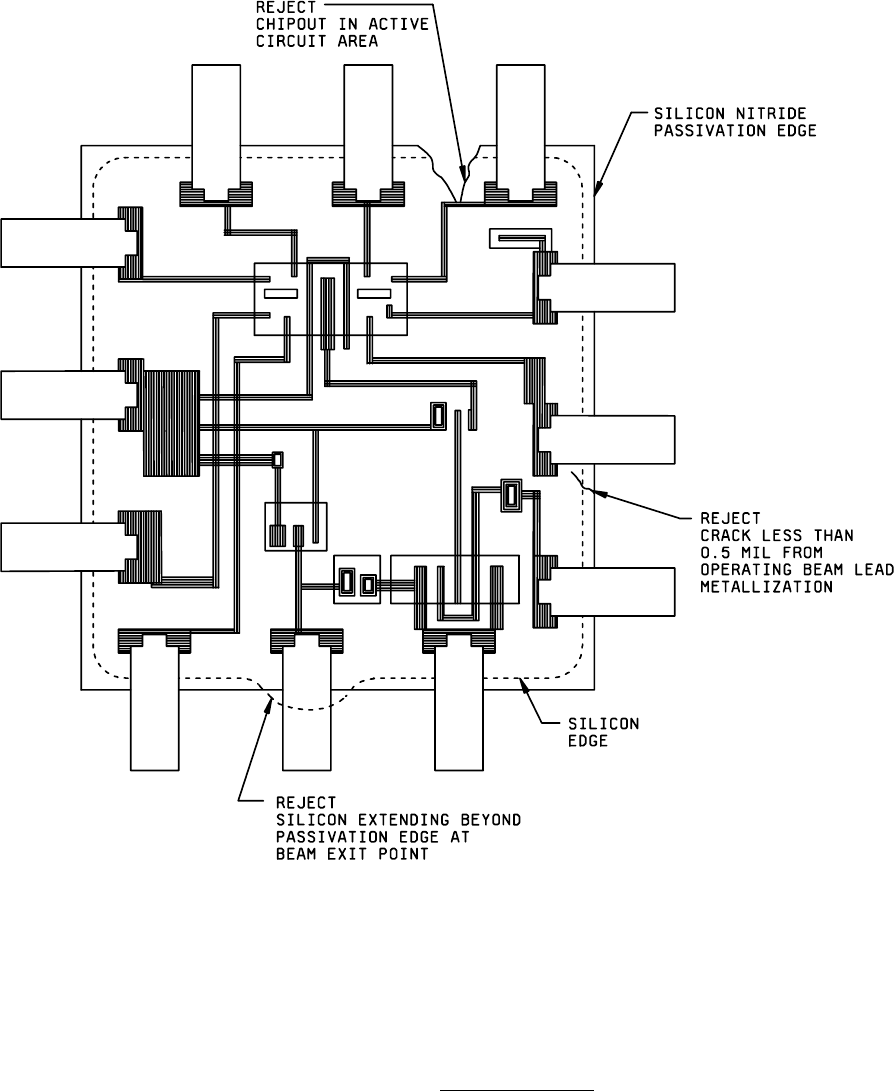
MIL-STD-883F METHOD 2010.11 18 June 2004 48 FIGURE 2010-38. Beam lead die faul ts .

MIL-STD-883F
METHOD 2010.11
18 June 2004
47
Condition A Condition B
Class level S Class level B
f. Cracks or tears in the effective bonded area of the beam greater than 50 percent of the original beam width.
g. Bonds placed so that the separation between bonds and between bonds and operating metallization not
connected to them is less than 0.1 mil.
h. Bonds lifting or peeling.
3.2.4.2 Beam leads
. No device shall be acceptable that exhibits the following:
a. Voids, nicks, depressions, or scratches that leave less than 50 percent of the beam width undisturbed.
b. Beam separation from the die.
c. Missing or partially fabricated beam leads unless by design.
d. Beam leads that are not bonded.
e. Bonded area closer than 0.1 mil to the edge of the passivation layer.
f. Less than 0.1 mil passivation layer between the die and the beam visible at both edges of the beam (see figure
2010-37 and 2010-38).
MIL-STD-883F
METHOD 2010.11
18 June 2004
48
FIGURE 2010-38. Beam lead die faults
.

MIL-STD-883F
METHOD 2010.11
18 June 2004
49
Condition A Condition B
Class level S Class level B
3.2.5 Foreign material
. Die inspections shall be at high magnification. Package and lid inspections shall be at low
magnification. Die criteria may be examined at high magnification prior to die mounting provided they are re-examined at
low magnification during preseal inspection. No device shall be acceptable that exhibits:
NOTE: Foreign material may be removed, if possible, by subjecting the device to a nominal gas blow (less than 25 psig).
After this gas blow off at inspection, all wire bonded devices shall be inspected/reinspected for possible wire damage.
Use of a higher psig value is permitted provided that the manufacturer has characterized the process and has data to
assure that no damage is done to the wire bonds. This data shall be available upon request to the preparing or
acquiring activities.
a. Foreign particle(s) on the surface of the die that is (are) large enough to bridge the narrowest spacing between
unglassivated operating material (e.g., metallization, bare semiconductor material, mounting material, bonding
wire, etc.).
b. Foreign particle(s) other than on the surface of the die within the package or on the lid or cap that is (are) large
enough to bridge the narrowest spacing between unglassivated operating materials and are not the following:
Semiconductor material, glass splatter, gold imperfections in the die attach area, gold eutectic material or
package ceramic material.
NOTE: As an alternative to 100 percent visual inspection of lids or caps, the lids or caps may be subjected to a
suitable cleaning process and quality verification, approved by the qualifying activity. The lids or caps shall
subsequently be held in a controlled environment until capping or preparation for seal.
c. Foreign material attached to or embedded in the die surface that appears to bridge the active circuit elements
including metallization unless verified as only attached but not embedded by high power dark field illumination.
d. Liquid droplets, chemical stains, ink, or photoresist on the die surface that appear to bridge any combination of
unglassivated metallization or bare semiconductor material areas.
e. A particle of gold eutectic material, package ceramic material or semiconductor material, not attached to the die,
large enough to bridge the narrowest spacing between unglassivated operating materials, that does not exhibit a
minimum of 50 percent cumulative peripheral fillet or whose height is greater than the longest base dimension.
NOTE 1: This criteria shall not be cause for rejection
when the assembly process contains a gas blow (less
than 60 psig) after die attach and again Less than 25
psig) after wire bond provided rejectable materials (not
attached and large enough to bridge) have been removed
from the cavity.
NOTE 2: Gold imperfections in the die attach area that do not interfere with proper die attachment, sealing glass splatter
(provided it does not suggest inadequately controlled process and does not interfere with the die attach area) or
internal glass run out from frit seal (provided it is confined to package walls and does not interfere with the die
attach area) are not rejectable.