MIL- STD-883F 2004 TEST METHOD STANDARD MICROCIRCUITS.pdf - 第368页
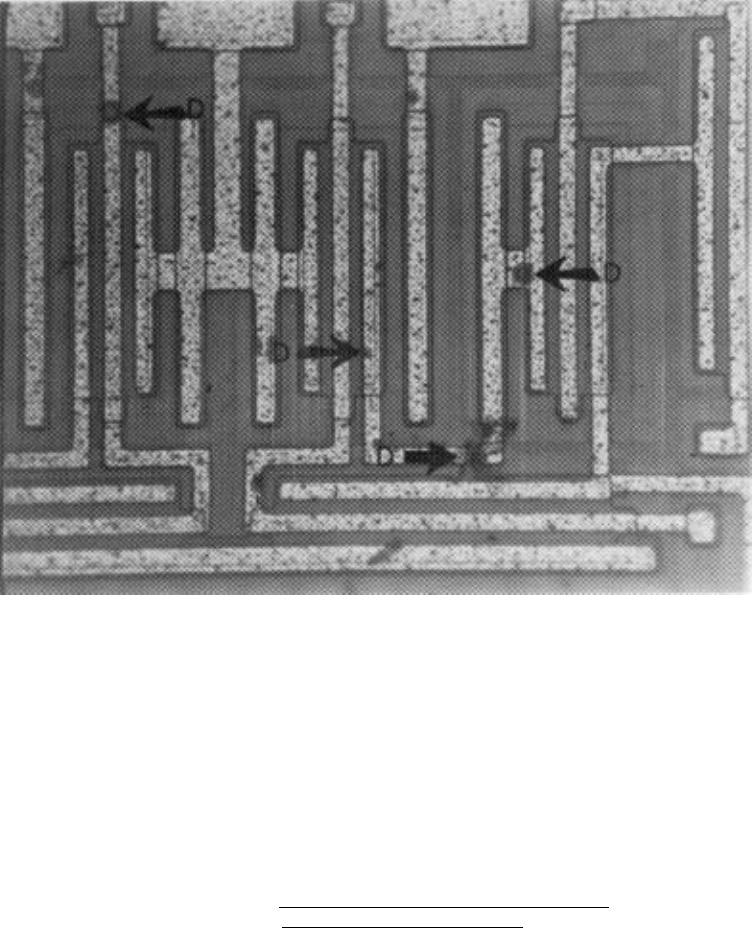
MIL-STD-883F METHOD 2021.3 29 November 1985 6 FIGURE 2021-7. Etched devi ce exhibiti ng categor y D defect s pi nholes i n glass over alumi num .
MIL-STD-883F
METHOD 2021.3
29 November 1985
5
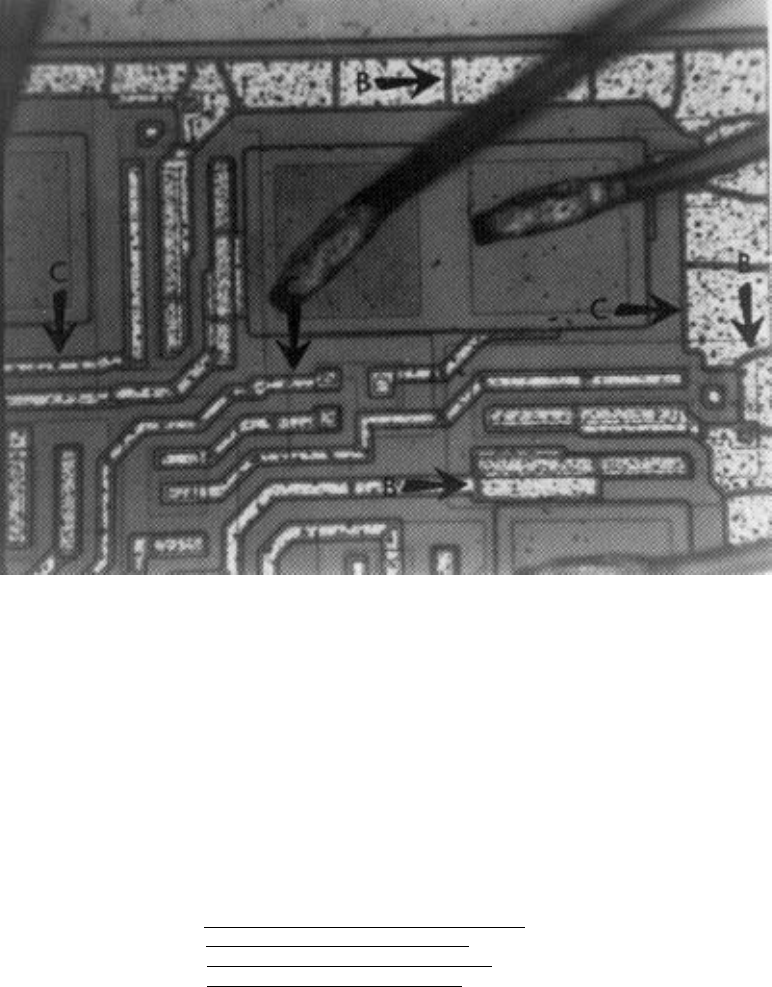
FIGURE 2021-6. Etched device exhibiting failure categories,
B - Cracks in glass over aluminum,
C - Cracks in glass or improper glass,
coverage along edge of aluminum
.
MIL-STD-883F
METHOD 2021.3
29 November 1985
6
FIGURE 2021-7. Etched device exhibiting category D defects
pinholes in glass over aluminum
.
MIL-STD-883F
METHOD 2022.2
29 May 1987
1
METHOD 2022.2
WETTING BALANCE SOLDERABILITY
1. PURPOSE
. The purpose of this test method is to determine the solderability of all ribbon leads up to 0.050 inch
(1.27 mm) in width and up to 0.025 inch (0.64 mm) in thickness which are normally joined by a soldering operation and used
on microelectronic devices. This determination is made on the basis of the wetting time and wetting force curve produced
by the specimen while under test.
These processes will verify that the treatment used in the manufacturing process to facilitate soldering is satisfactory and
that it has been applied to the required portion of the part which is designated to accommodate a solder connection.
2. APPARATUS
.
2.1 Solder meniscus force measuring device (wetting balance)
. A solder meniscus force measuring device (wetting
balance) which includes a temperature- controlled solder pot containing approximately 750 grams of solder shall be used.
This apparatus shall be capable of maintaining the solder at the temperature specified in 3.4. The meniscograph apparatus
also includes a strip chart recorder which records the force curve for the device tested.
2.2 Dipping device
. A mechanical dipping device is incorporated in the Meniscograph, and is preset to produce an
immersion and emersion rate as specified in 3.4. The specimen dwell time is operator controlled to the time specified in 3.4.
2.3 Container and cover
. A noncorrodable container of sufficient size to allow the suspension of the specimens 1.5
inches (38.10 mm) above the boiling distilled or deionized water shall be used. (A 2,000 ml beaker is one size that has been
used satisfactorily for smaller components.) The cover shall be of one or more noncorrodable plates and shall be capable of
covering approximately .875 of the open area of the container so that a more constant temperature may be obtained. A
suitable noncorrodable method of suspending the specimens shall be improvised. Perforations or slots in the plates are
permitted for this purpose.
2.4 Materials
.
2.4.1 Flux
. The flux shall conform to flux type symbol “A” (flux type “L0”) of ANSI/J-STD-004 (previously designated as
type “R” of MIL-F-14256).
2.4.2 Solder
. The solder shall conform to type Sn63A or Pb37A (previously designated as Sn63 in QQ-S-571) or type
Sn60A or Pb40A (previously designated as Sn60 in QQ-S-571).
3. PROCEDURE
. The test procedure shall be performed on the number of terminations specified in the applicable
acquisition document. During handling, care shall be exercised to prevent the surface to be tested from being abraded or
contaminated by grease, perspirants, etc. The test procedure shall consist of the following operations:
a. Proper preparation of the terminations (see 3.1), if applicable.
b. Aging of all specimens (see 3.2).
c. Application of flux and immersion of the terminations into molten solder (see 3.3 and 3.4).
d. Examination and evaluation of the recordings upon completion of the solder-dip process (see 3.5).
3.1 Preparation of terminations
. No wiping, cleaning, scraping, or abrasive cleaning of the terminations shall be
performed. Any special preparation of the terminations, such as bending or reorientation prior to the test, shall be specified
in the applicable acquisition document.