MIL- STD-883F 2004 TEST METHOD STANDARD MICROCIRCUITS.pdf - 第370页
MIL-STD-883F METHOD 2022.2 29 May 1987 2 3.2 Aging . Prior t o the appli cati on of the f lux and subsequent solder dips, all s pecimens ass igned to t his t est s hall be subject ed to aging by exposur e of the s urfac …
MIL-STD-883F
METHOD 2022.2
29 May 1987
1
METHOD 2022.2
WETTING BALANCE SOLDERABILITY
1. PURPOSE
. The purpose of this test method is to determine the solderability of all ribbon leads up to 0.050 inch
(1.27 mm) in width and up to 0.025 inch (0.64 mm) in thickness which are normally joined by a soldering operation and used
on microelectronic devices. This determination is made on the basis of the wetting time and wetting force curve produced
by the specimen while under test.
These processes will verify that the treatment used in the manufacturing process to facilitate soldering is satisfactory and
that it has been applied to the required portion of the part which is designated to accommodate a solder connection.
2. APPARATUS
.
2.1 Solder meniscus force measuring device (wetting balance)
. A solder meniscus force measuring device (wetting
balance) which includes a temperature- controlled solder pot containing approximately 750 grams of solder shall be used.
This apparatus shall be capable of maintaining the solder at the temperature specified in 3.4. The meniscograph apparatus
also includes a strip chart recorder which records the force curve for the device tested.
2.2 Dipping device
. A mechanical dipping device is incorporated in the Meniscograph, and is preset to produce an
immersion and emersion rate as specified in 3.4. The specimen dwell time is operator controlled to the time specified in 3.4.
2.3 Container and cover
. A noncorrodable container of sufficient size to allow the suspension of the specimens 1.5
inches (38.10 mm) above the boiling distilled or deionized water shall be used. (A 2,000 ml beaker is one size that has been
used satisfactorily for smaller components.) The cover shall be of one or more noncorrodable plates and shall be capable of
covering approximately .875 of the open area of the container so that a more constant temperature may be obtained. A
suitable noncorrodable method of suspending the specimens shall be improvised. Perforations or slots in the plates are
permitted for this purpose.
2.4 Materials
.
2.4.1 Flux
. The flux shall conform to flux type symbol “A” (flux type “L0”) of ANSI/J-STD-004 (previously designated as
type “R” of MIL-F-14256).
2.4.2 Solder
. The solder shall conform to type Sn63A or Pb37A (previously designated as Sn63 in QQ-S-571) or type
Sn60A or Pb40A (previously designated as Sn60 in QQ-S-571).
3. PROCEDURE
. The test procedure shall be performed on the number of terminations specified in the applicable
acquisition document. During handling, care shall be exercised to prevent the surface to be tested from being abraded or
contaminated by grease, perspirants, etc. The test procedure shall consist of the following operations:
a. Proper preparation of the terminations (see 3.1), if applicable.
b. Aging of all specimens (see 3.2).
c. Application of flux and immersion of the terminations into molten solder (see 3.3 and 3.4).
d. Examination and evaluation of the recordings upon completion of the solder-dip process (see 3.5).
3.1 Preparation of terminations
. No wiping, cleaning, scraping, or abrasive cleaning of the terminations shall be
performed. Any special preparation of the terminations, such as bending or reorientation prior to the test, shall be specified
in the applicable acquisition document.
MIL-STD-883F
METHOD 2022.2
29 May 1987
2
3.2 Aging. Prior to the application of the flux and subsequent solder dips, all specimens assigned to this test shall be
subjected to aging by exposure of the surfaces to be tested to steam in the container specified in 2.3. The specimens shall
be suspended so that no portion of the specimen is less than 1.5 inches (38.10 mm) above the boiling distilled or deionized
water with the cover specified in 2.3 in place for 4 to 8 hours. In effect while the manufacturer may accept on the basis of 4
hours aging, the customer/user shall be able to reject on the basis of results after 8 hours aging. Means of suspension shall
be a nonmetallic holder. If necessary, additional hot distilled water may be gradually added in small quantities so that the
water will continue to boil and the temperature will remain essentially constant.
3.3 Application of flux
. Flux, type R shall be used (see 2.4.1). Terminations shall be immersed in the flux, which is at
room ambient temperature, to the minimum depth necessary to cover the surface to be tested. Unless otherwise specified
in the applicable acquisition document, terminations shall be immersed to 0.16 inch (4 mm) from end of lead. The surface to
be tested shall be immersed in the flux for a period of from 5 to 10 seconds.
3.4 Solder dip
. The dross and burned flux shall be skimmed from the surface of the molten solder specified in 2.4.2. The
molten solder shall be maintained at a uniform temperature of 245 ±5°C. The surface of the molten solder shall be skimmed
again just prior to immersing the terminations in the solder. The part shall be attached to a dipping device (see 2.2) and the
flux-covered terminations immersed once in the molten solder to the same depth specified in 3.3. The immersion and
emersion rates shall be 1 ±.25 inches (25.40 ±6.35 mm) per second and the dwell time in the solder bath shall be 5 ±0.5
seconds.
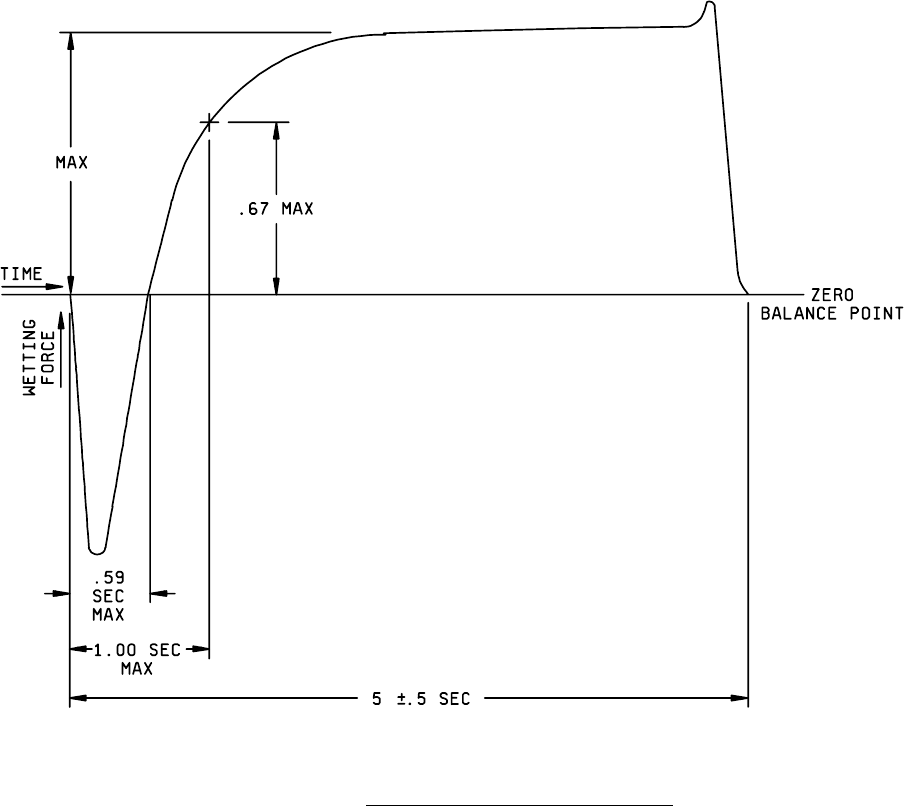
3.5 Evaluation of resultant meniscograph curves from testing of microelectronic leads
. The criteria for acceptable
solderability during the evaluation of the recordings are:
a. That the recorded signal trace crosses the zero balance point at or before 0.59 seconds of test time.
b. That the recorded signal trace reaches two-thirds of its maximum value in 1 second or less of test time (see figure
2022-1).
4. SUMMARY
. The following details must be specified in the applicable acquisition document:
a. The number of terminations of each part to be tested (see 3).
b. Special preparation of the terminations, if applicable (see 3.1).
c. Depth of immersion if other than 0.16 inch (4 mm) (see 3.3).
d. Solder dip if other than specified in 3.4.
e. Evaluation of meniscograph curves if other than specified in 3.5.
f. Solder composition, flux, and temperature if other than those specified in 2.4 and 3.4.
g. Number of cycles, if other than one. Where more than one cycle is specified to test the resistance of the device to
heat as encountered in multiple solderings, the examinations and measurements required shall be made at the end
of the first cycle and again at the end of the total number of cycles applied. Failure of the device on any
examination and measurement at either the one-cycle or the end-point shall constitute failure to meet this
requirement.
MIL-STD-883F
METHOD 2022.2
29 May 1987
3
FIGURE 2022-1. Wetting balance curve evaluation criteria
.