MIL- STD-883F 2004 TEST METHOD STANDARD MICROCIRCUITS.pdf - 第379页
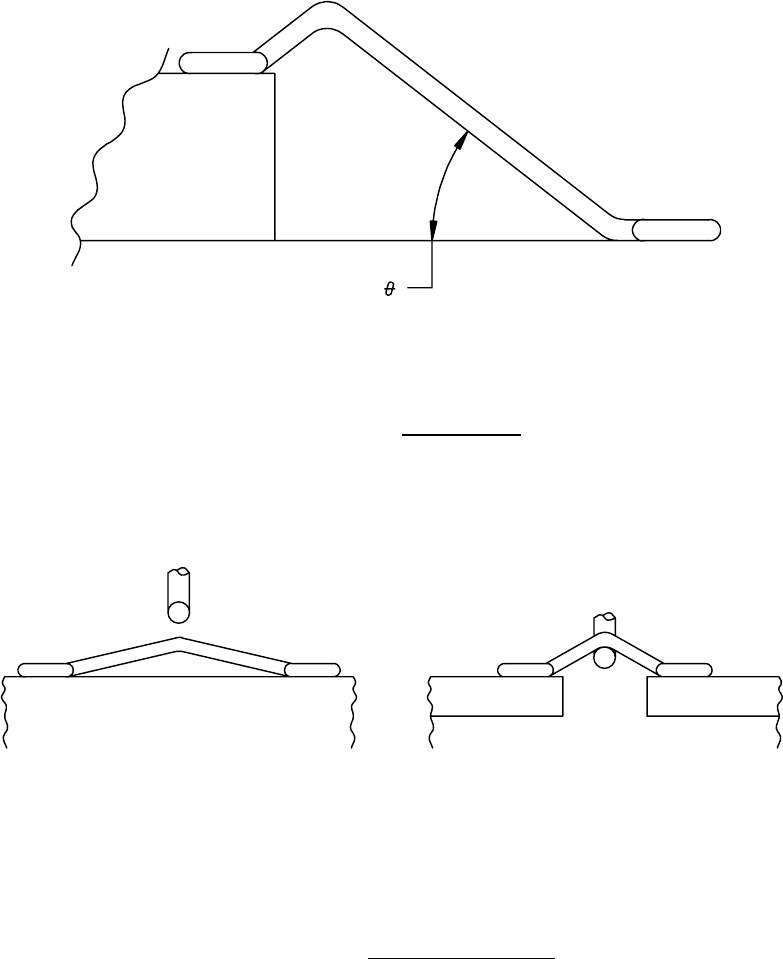
MIL-STD-883F METHOD 2023.5 19 August 1994 7 FIGURE 2023-1. W ir e loop angle . FIGURE 2023-2. Flat loop wi re pull t esti ng .

MIL-STD-883F
METHOD 2023.5
19 August 1994
6
3.2.2 Lot acceptance procedure. Each assembly lot shall receive a post-seal bond wire integrity acceptance test. A
separate assembly lot acceptance test is required for each wire bonder, and for any changes in setup conditions, wire spool,
package lot, or wafer lot, unless such differences have been demonstrated to be statistically insignificant. A post-seal
destructive wire bond sampling and test plan with the following minimum requirements shall be documented.
a. More than one device shall be subjected to the acceptance test. Electrical, non-wire bond related visual, or
package seal rejects may be used for the post-seal wire bond test.
b. The destructive wire pulls shall be evaluated in meeting the post-seal bond strength limits in MIL-STD-883, Method
2011, or as established in 3.2.1.7. The assembly lot shall be accepted if the wire bond strengths meet the
requirements of sections c, d, and e below.
c. All wires or a minimum of 50 randomly selected wires shall be pulled from each sampled device. The post-seal
bond strength distribution(s) must demonstrate that the wire bond process is in statistical control, has not changed
with respect to the distribution characterized for a one-sided lower control limit, and no single destructive pull is
less than the specified post-seal bond strength limit. The sample size shall be sufficient to demonstrate that the
statistical distribution of all wires pulled has not changed with respect to central tendency or dispersion in such a
way as to violate a p < .0001 at the device level. The beta risk to the consumer shall be .01 or less. The method of
statistical analysis shall be documented and approved by the qualifying activity.
d. A minimum of 8 wires shall be evaluated from each sampled device to represent the worst case wires as
determined to potentially violate the lower specification limit. Their wire pull strengths shall be within the predicted
tolerances established in 3.2.1.6. Any wire pull strengths outside the predicted tolerance in the characterized
distribution shall require evaluation as to the cause of the out of control condition, and additional worst case wires
shall be pulled to determine whether the wire bond strength distribution meets a probability at the wire level of
P < 1-[.9999**(1/n)] (n = number of bonding wires in the package). The lot is rejected if this criteria is not met.
e. If any bond fails the acceptance criteria, a documented action plan shall be followed to determine the cause of the
failure. Wire bond failures verified as non-bond related shall be documented, and additional post-seal wire bond
pulls shall be conducted to demonstrate statistical control as described in 3.2.2.1.c and d. If a failure is verified as
bond integrity related (e.g., contamination on wire, glassivation on the bonding pad, etc.), all devices within the
applicable assembly lot shall be rejected. Wire bonding shall be suspended on the applicable bonding equipment
until a failure analysis, MIL-STD-883, method 5003, of the failed bond is performed and corrective action is
implemented and recorded.
4. SUMMARY
. The following details shall be specified in the applicable acquisition document:
a. The applied lifting force if other than as specified in 3.1.
b. The sampling, acceptance, or screening requirements.
c. The percent defective allowable (PDA) as applied to the number of failures with respect to the number of wires
tested.
d. The requirements for reporting of failure categories, when applicable.
MIL-STD-883F
METHOD 2023.5
19 August 1994
7
FIGURE 2023-1. Wire loop angle
.
FIGURE 2023-2. Flat loop wire pull testing
.

MIL-STD-883F
METHOD 2023.5
19 August 1994
8
APPENDIX A
Capability Study Example
The worst case die/package combination for the example product line is a 100 wire package with the smallest die. The
worst case die/package combination is based on the characterized worst case wire geometry and number of bonding wires.
A post seal bond pull of 2 grams or less is considered unacceptable for 1.25 mil diameter aluminum wire. The proposed
military standard requires a failure rate of no greater than 100 parts per million.
The distribution of bond pulls across devices is examined for each wire length. A statistical test is done for normality and
in this example there is no reason to reject the assumption of normality. The worst case wire length in terms of variability
and closeness to the specification of 2 grams is identified. The mean of this worst case distribution is found to be 4.26
grams with a standard deviation of .5 grams.
Thus, for this distribution the 2 gram specification is 4.52 standard deviations away [(4.26-2)/(.5)] and corresponds to a
ppm level of approximately 3.1. If the distribution was to shift to the 100 ppm level such that 2 grams corresponds to 100
ppm (i.e., the 2 gram spec is now only 3.719 standard deviations below the mean), a shift of about .8 sigma [4.52-3.719]
from the present bond pull mean of 4.26 would be required. This information is used to determine the number of devices
needed for the capability study.
The following table can be used where the data is normally distributed:
Sigma shift to 100 ppm level
Devices needed
.4 140
.5 90
.6 62
.7 46
.8 35
.9 28
1.0 22
1.1 19
1.2 16
1.3 13
1.4 11
1.5 or greater 10
n = [(Z_alpha + Z_beta)**2]/(d**2)
d = standard deviation shift = 0.8
alpha = .05 ; Z_alpha = -1.645
beta = .001 ; Z_beta = -3.09
[see Diamond, 1989, Practical Experiment Designs, pages 45-47]
Therefore, n = [(1.645 + 3.09)**2]/(.8)**2 = 22.42/.64 = 35. Thirty five devices are used in this capability study.
Using the standard bonding process, the 35 devices (each having 100 wires) are submitted to package seal, and
post-seal bond strength measured.
For each wire position a mean and standard deviation is calculated across the 35 devices.
mean = xbar
standard deviation = sd
The distributions are evaluated and show no significant departure from normality.
The lower spec limit is determined: Here a lower bond pull of 2 grams.