MIL- STD-883F 2004 TEST METHOD STANDARD MICROCIRCUITS.pdf - 第403页
MIL-STD-883F METHOD 2030 29 May 1987 3 3.6 Report s of r ecords . 3.6.1 Repor ts of inspec tion . For c lass level S devi ces, or when spec ifi ed for ot her devic e clas s l evels, t he manufact urer shall furni sh ins …
MIL-STD-883F
METHOD 2030
29 May 1987
2
3.2 Recording and marking. The acoustic image shall be printed by equipment using dry electrosensitive paper and with
a resolution of 150 data elements per inch nominal. The image shall be identified by unambiguously marking the paper on
which the image is printed with the following information:
a. Device manufacturer's name or code identification number.
b. Device type or part number.
c. Production lot number or date code or inspection lot number.
d. Ultrasonic image view number and date.
e. Device serial or cross reference numbers, where applicable.
f. Ultrasonic laboratory identification, if other than device manufacturer.
3.2.1 Nonprint techniques, when specified
. The use of other than paper recording techniques is permitted if permanent
records are not required and the equipment is capable of producing results of equal quality when compared to printed
recording techniques, and all requirements of this method are complied with, except those pertaining to the actual recording.
3.2.2 Serialized devices
. When device serialization is required, each device shall be readily identified by a serial number.
They shall be imaged in consecutive, increasing serial order. When a device is missing, the blank space shall contain the
serial number or other marking to readily identify and correlate ultrasonic image data. When large skips occur within
serialized devices, the serial number of the last device before the skip and the first device after the skip may be used in
place of large physical spacing of the devices.
3.2.3 Calibration
. When specified, at least one open lid device of the same type and construction should be available to
set up the visualization instruments. The device may be a scrap, nonoperational device which will be used to identify
internal landmarks and insure the equipment is properly operating.
3.3 Tests
. Acoustic frequency gate settings, receiver attenuation, and other equipment settings shall be selected to
achieve resolution of 0.0254 mm (0.001 inch) in major dimension, optimize the signal reflected from the die attach interface,
and to demark image features with as great a contrast as possible. Ultrasonic images shall be made for each view required.
3.4 Operating personnel
. Personnel who will perform ultrasonic inspection shall have training in ultrasonic imaging
procedures and techniques so that defects revealed by this method can be validly interpreted and compared with applicable
standards. The following minimum vision requirements shall apply for visual acuity of personnel inspecting images:
a. Distant vision shall equal at least 20/30 in both eyes, corrected or uncorrected.
b. Near vision shall be such that the operator can read Jaeger type number 2 at a distance of 16 inches, corrected or
uncorrected.
c. Vision tests shall be performed by an oculist, optometrist, or other professionally recognized personnel at least
once a year. Personnel authorized to conduct ultrasonic imaging tests shall be required to pass the vision tests
specified in 3.4a and 3.4b.
3.5 Interpretation of ultrasonic images
. Ultrasonic images shall be inspected to determine that each device conforms to
this standard and defective devices shall be rejected. Interpretation of the image shall be made under moderate light level
conditions without a glare on the recording paper's surface. The image shall be viewed at a magnification between 1X and
10X.
MIL-STD-883F
METHOD 2030
29 May 1987
3
3.6 Reports of records.
3.6.1 Reports of inspection
. For class level S devices, or when specified for other device class levels, the manufacturer
shall furnish inspection reports with each shipment of devices. The report shall describe the results of the ultrasonic
inspection, and list the purchase order number or equivalent identification, the part number, the date code, the quantity
inspected, the quantity rejected, and the date of test. For each rejected device, the part number, the serial number when
applicable, and the cause for rejection shall be listed.
3.6.2 Acoustic micrograph and report retention
. When specified, the manufacturer shall retain a set of the ultrasonic
images and a copy of the inspection report. These shall be retained for the period specified.
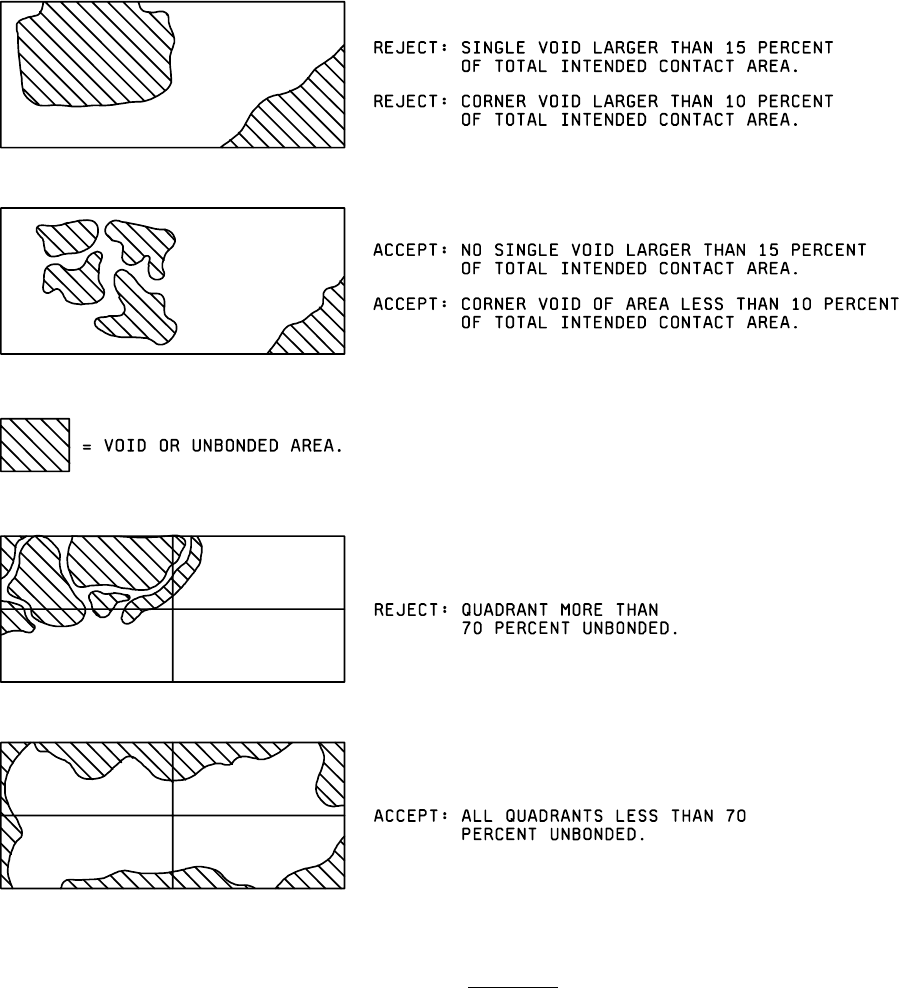
3.7 Examination and acceptance criteria
. In the examination of devices, the following aspects shall be considered
unacceptable die mounting, and devices that exhibit any of the following defects shall be rejected.
Voids: When imaging devices ultrasonically, certain types of mounting material may not give true representation of voids.
When such devices are inspected, the mounting shall be noted on the inspection report.
a. Contact area voids in excess of 50 percent of the total intended contact area.
b. A single void which exceeds 15 percent of the intended contact area, or a single corner void in excess of 10
percent of the total intended contact area (see figure 2030-1).
c. When the image is divided into four equal quadrants by bisecting both pairs of opposite edges, any quadrant
exhibiting contact area voids in excess of 70 percent of the intended quadrant contact area (see figure 2030-1).
In case of dispute, the percent of voiding shall be determined by actual measurement from the image.
4. SUMMARY
. The following details shall be specified in the applicable acquisition document:
a. Number of views, if other than indicated in 3.1.1.
b. Marking, if other than indicated in 3.2 and marking of samples to indicate they have been ultrasonically imaged, if
required.
c. Defects to be sought in the samples and criteria for acceptance or rejection, if other than indicated in 3.7.
d. Image and report retention, if applicable (see 3.6.2).
e. Test reports when required for class level B devices.
MIL-STD-883F
METHOD 2030
29 May 1987
4
FIGURE 2030-1. Void criteria
.