MIL- STD-883F 2004 TEST METHOD STANDARD MICROCIRCUITS.pdf - 第619页
MIL-STD-883F METHOD 5005.14 18 June 2004 3 3.5.1. 1 Inspec tion lot sample s elec tion . W hen this option i s used, test samples for eac h indivi dual group A s ubgroup shall be randomly s elect ed from t he inspec tion…
MIL-STD-883F
METHOD 5005.14
18 June 2004
2
3.1 Qualification procedure for class level S microcircuits.
3.1.1 Qualification for class level S QML-38535 listing.
Qualification testing for class level S microcircuits shall be in
accordance with appendix A of MIL-PRF-38535.
3.1.2 Steady-state life test.
In the case of multiple sublots contained in the class level S inspection lot, the sample size
number shall be selected from the sublots in the nearest whole number of devices proportionately to the number of devices
in each sublot. Where this results in less than 10 samples from any sublot, additional samples shall be selected from that
sublot(s) to provide a minimum of 10 samples from each sublot. Any sublot which exhibits more than one failure shall be
rejected from the inspection lot.
3.2 Quality conformance inspection procedures for class level S microcircuits.
Each class level S quality conformance
inspection lot shall be assembled in accordance with the class level S requirements of appendix A of MIL-PRF-38535.
Quality conformance testing shall be in accordance with tables I, IIa, and IV.
3.2.1 Notification of nonconformance.
Whenever any of the following occurs, the qualifying activity shall be immediately
notified:
a. The number of failures in a single subgroup of table IIa exceeds the acceptance number on two successive lots
(applicable to subgroups 2b, 2c, 2d, 5, and 6).
b. The number of failures for the resubmitted sample in accordance with A.4.3.3.1 of appendix A of MIL-PRF-38535
exceeds the acceptance number on two successive lots on the following subgroups: 1, 2a, 2b, 2d, and 4.
c. For a given device type withdrawal from quality conformance testing for any reason on two successive lots.
d. Following initial notification, the manufacturer shall provide the qualifying agency or its designated representative
with data which indicates the reason(s) for the reported nonconformance, contributing factors, and proposed
corrective action.
e. Two successive lots failing group E testing, or 10 percent or more of the lots requiring the add-on sampling
procedure.
In the absence of timely compliance with the above, or corrective action acceptable to the qualifying activity, action may
be taken to remove the product from the class level S QML-38535.
3.3 Qualification and quality conformance inspection procedures for class level B microcircuits.
Qualification or quality
conformance inspection for microcircuits shall be conducted as described in the groups A, B, C, D, and E tests of tables I, II,
III, IV, and V herein and as specified in the applicable device specification. For quality conformance inspection, each
inspection lot (sublot) shall pass groups A, B and (when applicable) E test (or be accepted in accordance with 3.5 herein),
and the periodic group C and D tests shall be in accordance with appendix A of MIL-PRF-38535.
3.4 Acceptance procedure.
Acceptance numbers, provisions for resubmission, and criteria for acceptance or rejection of
lots shall be as specified herein and in the applicable device specification or drawing.
3.5 Sample selection.
Samples shall be randomly selected from the assembled inspection lot in accordance with
appendix A of MIL-PRF-38535 (and in accordance with table V herein for group E) after the specified screen requirements of
method 5004 have been satisfactorily completed. Where use of electrical rejects is permitted, unless otherwise specified,
they need not have been subjected to the temperature/ time exposure of burn-in.
3.5.1 Alternate group A testing
. Alternate procedures for performing group A inspection on each inspection lot or sublot
may be used at the manufacturer's option provided that the qualifying activity has previously approved the alternate
procedure and flow being used by the manufacturer. A different operator shall check the entire test setup and verify the use
of the correct test program prior to testing the group A sample.
*

MIL-STD-883F
METHOD 5005.14
18 June 2004
3
3.5.1.1 Inspection lot sample selection. When this option is used, test samples for each individual group A subgroup
shall be randomly selected from the inspection lot after 100 percent screening of that subgroup (or subgroups, in the event
that multiple subgroups are tested at the same temperature in sequence with the same test program). All devices in the
inspection lot or sublot shall be available for selection as a test sample and a fully random sample shall be selected from the
total population of devices.
3.5.1.2 Concurrent sample selection
. When this option is used, test samples from each individual group A subgroup(s)
shall be randomly selected concurrent with the 100 percent screening of that subgroup(s) and tested subsequent to
screening each individual device of that subgroup(s). When this option is used, the following requirements apply:
a. A documented verification methodology and operating procedure shall be set up to assure the integrity of the total
test system, that the product is being tested with correct test conditions and that all required screening and group
A testing is being performed.
b. The group A samples shall be sorted out separately from the balance of the lot and the sample size verified. If
because of higher than expected yield loss, the number of samples tested are less than the required sample size,
(116 units), then additional samples shall be randomly selected and tested.
c. Each group A reject shall be sorted out separately.
d. All screening rejects shall be segregated from the acceptable product and the physical count verified against the
test system attribute data.
e. When sorting (e.g., speed or power) is completed during the final electrical screening, each individual device type
screened shall have a full group A sample selected and tested.
f. For small lots, where the lot size is less than the required sample size (116 units) each device in the lot shall be
double tested (i.e., 100 percent screening and 100 percent group A).
MIL-STD-883F
METHOD 5005.14
18 June 2004
4
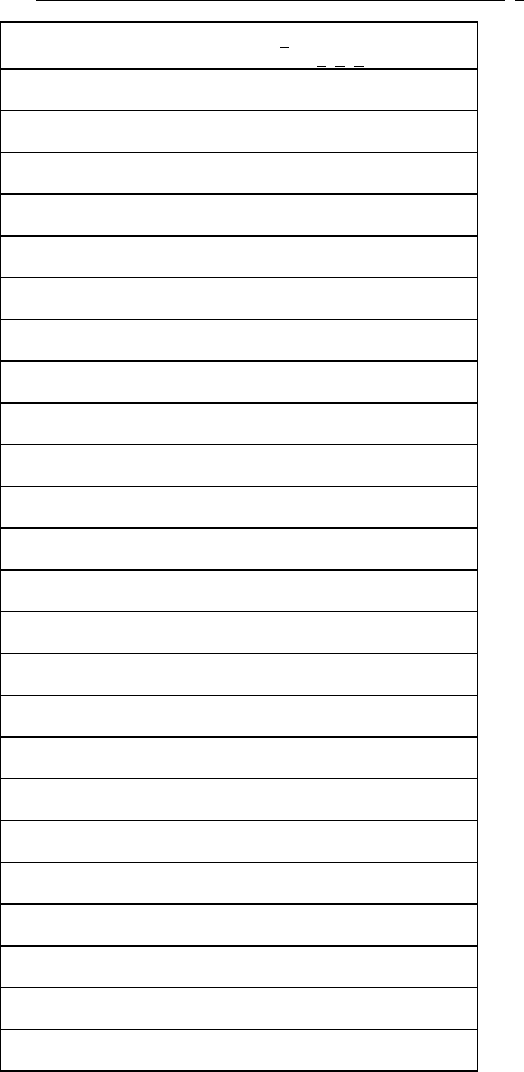
TABLE I. Group A electrical tests for classes level S and level B devices. 1/
Subgroups 2
/
Quality/accept no. = 116/0 3
/ 4/ 5/
Subgroup 1
Static tests at 25°C
Subgroup 2
Static tests at maximum rated operating temperature
Subgroup 3
Static tests at minimum rated operating temperature
Subgroup 4
Dynamic tests at 25°C
Subgroup 5
Dynamic tests at maximum rated operating temperature
Subgroup 6
Dynamic tests at minimum rated operating temperature
Subgroup 7
Functional tests at 25°C
Subgroup 8A
Functional tests at maximum rated operating temperatures
Subgroup 8B
Functional tests at minimum rated operating temperatures
Subgroup 9
Switching tests at 25°C
Subgroup 10
Switching tests at maximum rated operating temperature
Subgroup 11
Switching tests at minimum rated operating temperature
See footnotes at top of next page.