MIL- STD-883F 2004 TEST METHOD STANDARD MICROCIRCUITS.pdf - 第662页
MIL-STD-883F METHOD 5010.4 18 June 2004 12 3.5.2. 2 Quality c onformanc e ins pection . For c lass level B quality c onformanc e ins pecti on, each i nspect ion lot (sublot ) shall pass gr oups A, B, and E ( when appl ic…
MIL-STD-883F
METHOD 5010.4
18 June 2004
11
3.5 Qualification and quality conformance procedures
. Qualification and quality conformance shall be performed in
accordance with A.4.4 qualification procedures and A.4.5 quality conformance inspection of appendix A of MIL-PRF-38535
except as modified herein. The qualification device shall be used for QCI testing in accordance with 3.5.3 herein, as well as
for qualifying the process line. Life testing requirements shall follow the same criteria as burn-in (3.4.10 herein) for reduced
temperature.
3.5.1 Qualification testing
. Initial product process qualification shall be in accordance with MIL-STD-883 method 5005.
Change to qualified product shall be addressed in accordance with MIL-STD-883, method 5005 and appendix A of
MIL-PRF-38535, A.3.4.2. The SEC shall be used for group D inspection whenever practical; where the SEC cannot be
used, another die may be used (for gate arrays, 60 percent or greater utilization required). Utilizing the qualification device
the process monitor, the manufacturer shall demonstrate:
a. Process control and stability.
b. Process/device reliability.
c. Design and simulation control.
3.5.1.1 Detailed qualification test plan
. The manufacturer shall submit to the qualifying activity for approval a detailed
qualification test plan to assure conformance to 3.5.1 herein. The test plan shall, as a minimum, define test groups,
subgroups, conditions, and sampling plans in accordance with method 5005, as well as the tests to carry out 3.5.1.2,
3.5.1.3, and 3.5.1.4.
3.5.1.2 Database test
. For qualification, at least five PM's per wafer (located in accordance with appendix II) shall be
measured to ensure the establishment of a statistically valid database on which a decision can be made as to whether the
manufacturer's process is stable and under control.
3.5.1.3 Qualification device design and test plan
. Qualification device design and test plan to be used to qualify the
manufacturing line shall be submitted to the qualifying activity for approval. The design must meet the minimum
requirements of 3.3.4.2 herein. The test plan must include life test requirements. If a SEC is used as the qualification
device, data demonstrating process reliability from lots processed within 12 months of qualification and that an on-going
SEC program is in effect shall be submitted for qualifying activity review.
3.5.1.4 Design and simulation verification
. Design and simulation verification shall be accomplished as follows:
a. Design rule check (DRC) verification. DRC software shall be run on a design which contains known design rule
violations.
b. Electrical rule check (ERC) verification. ERC software shall be run on a design which contains known electrical
rule violations (e.g., fan-out violations).
c. Layout versus schematic (LVS) check.
d. Correct by construction. If the manufacturers' design methodology is based on a "correct by construction"
approach, distinct DRC, ERC, and LVS software is unnecessary and a, b, and c above do not apply. However,
the manufacturer shall provide suitable data to demonstrate the correct performance of "correct by construction"
software.
e. Computer aided design (CAD) system control shall be in accordance with appendix I herein.
3.5.2 Quality conformance inspection
. This procedure, as applicable to the microcircuit type and class, shall apply for all
quality conformance inspection requirements. Subgroups within a group of tests may be performed in any sequence but
individual tests within a subgroup (except group B, subgroup 2) shall be performed in the sequence indicated for groups B,
C, D, and E tests herein. Where end-point electrical measurements are required for subgroups in groups B, C, D, and E
testing herein, they shall be as specified in the applicable device specification or drawing. Where end-point measurements
are required but no parameters have been identified in the acquisition document for this purpose, the final electrical
parameters specified for 100 percent screening shall be used as end-point measurements. Electrical reject devices from the
same inspection lot may be used for all subgroups when end-point measurements are not required.
3.5.2.1 Radiation hardness
. Quality conformance inspection requirements for radiation hardness assured devices are in
addition to the normal class level S and B requirements. Those requirements are detailed in table VIII (group E) herein. The
radiation levels (M, D, P, L, R, F, G and H) are defined in appendix A of MIL-PRF-38535.
*
*
*
MIL-STD-883F
METHOD 5010.4
18 June 2004
12
3.5.2.2 Quality conformance inspection
. For class level B quality conformance inspection, each inspection lot (sublot)
shall pass groups A, B, and E (when applicable) tests or be accepted in accordance with 3.5.3 herein and the periodic group
C and D tests shall be in accordance with appendix A of MIL-PRF-38535. End point electrical parameters shall be as
specified in 3.5.2.3 herein. For class level S, each QCI inspection lot shall be assembled in accordance with the class
level S requirements of appendix A of MIL-PRF-38535. Quality conformance testing for class level S shall be in accordance
with tables IV, V, VI, and VII herein.
3.5.2.3 End point electrical parameters
. Where intermediate and end point electrical measurements are required for
subgroups B, C, D, and E testing, they shall be as specified in the applicable device specification or drawing where required
and when end point parameters have not been identified, group A, subgroup 1, 2, 3, 4 or 7, and 9 shall be used for end point
measurements.
3.5.2.4 Constant acceleration
. Constant acceleration shall be performed in accordance with method 2001, test condition
E for all applicable subgroups except as allowed in accordance with 3.4.6, herein.
3.5.3 Quality conformance testing
. Conformance testing shall be performed through the use of the identified quality
conformance vehicles.
Quality conformance test
Quality conformance vehicle Frequency
Table IV Group A Actual device Each inspection lot
Table V Group B Actual device Each inspection lot
Table VI Group C SEC or actual device 3 months
Table VII Group D SEC or actual device 6 months
Table VIII Group E Actual device See MIL-PRF-38535. appendix A
3.5.3.1 Alternate group A method
. The alternate group A method below may be used provided that:
a. Inspection lot size is less than 500 devices.
b. Final electrical test shall assure that the electrical requirements of the device specification or drawing are met and
shall include the tests of group A, subgroups 1, 2, 3, 4 or 7, 5 and 6 or 8, 9, as a minimum.
c. All test software and procedures are under document control.
3.5.3.1.1 In-line verification testing
.
a. For each test set up (and operator for manual testing), production runs correlation unit to assure that the accuracy
requirements of MIL-STD-883 4.5.2 are being met.
b. Testing is performed using the verified set up.
c. At the completion of testing utilizing the verified set up (not to exceed 8 hours and at the change of operators) a
separate party (QA or QA designate) then verifies the production testing by:
(1) Checking visually to verify that the correct fixture, equipment, software, and procedure(s) were used.
(2) Actual testing of controlled known good device utilizing the fixtures, set ups, software and procedures that
were used by production. Variables data for all required group A tests shall be read and recorded for the
controlled unit. This data shall be maintained with the lot.
MIL-STD-883F
METHOD 5010.4
18 June 2004
13
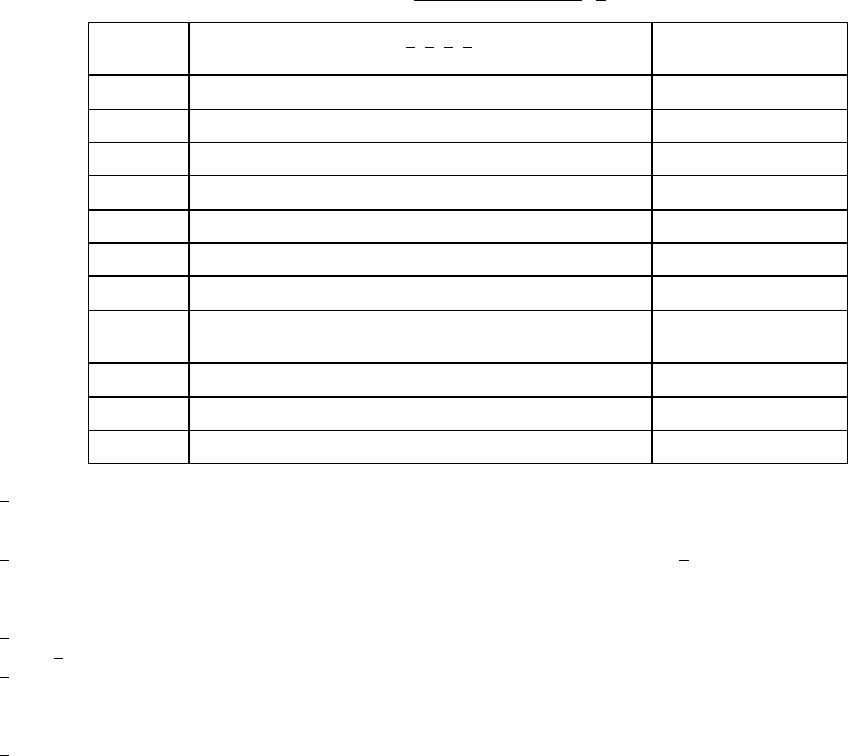
TABLE IV. Group A electrical test
. 1/
Subgroup Parameters 2
/ 3/ 4/ 5/ Quantity/
acceptance number
1
Static test at +25°C
116/0
2 Static tests at maximum rated operating temperature 116/0
3 Static tests at minimum rated operating temperature 116/0
4
Dynamic test at +25°C
116/0
5 Dynamic tests at maximum rated operating temperature 116/0
6 Dynamic tests at minimum rated operating temperature 116/0
7
Functional test at +25°C
116/0
8 Functional tests at maximum and minimum rated 116/0
operating temperatures
9
Switching tests at +25°C
116/0
10 Switching tests at maximum rated operating temperature 116/0
11 Switching tests at minimum rated operating temperature 116/0
1
/ The specific parameters to be included for tests in each subgroup shall be as specified in the applicable acquisition
document. Where no parameters have been identified in a particular subgroup or test within a subgroup, no group A
testing is required for that subgroup or test to satisfy group A requirements.
2
/ At the manufacturer's option, the applicable tests required for group A testing (see 1/) may be conducted individually
or combined into sets of tests, subgroups (as defined in table I), or sets of subgroups. However, the manufacturer
shall predesignate these groupings prior to group A testing. Unless otherwise specified, the individual tests,
subgroups, or sets of tests/subgroups may be performed in any sequence.
3
/ The sample plan (quantity and accept number) for each test, subgroup, or set of tests/subgroups as predesignated in
2
/ above, shall be 116/0.
4
/ A greater sample size may be used at the manufacturer's option; however, the accept number shall remain at zero.
When the (sub)lot size is less than the required sample size, each and every device in the (sub)lot shall be inspected
and all failed devices removed from the (sub)lot for final acceptance of that test, subgroup, or set of tests/subgroups,
as applicable.
5
/ If any device in the sample fails any parameter in the test, subgroup, or set of tests/subgroups being sampled, each
and every additional device in the (sub)lot represented by the sample shall be tested on the same test set-up for all
parameters in that test, subgroup, or set of tests/subgroups for which the sample was selected, and all failed devices
shall be removed from the (sub)lot for final acceptance of that test, subgroup, or set of tests/subgroups, as
applicable. For class level S only, if this testing results in a percent defective greater than 5 percent, the (sub)lot shall
be rejected, except that for (sub)lots previously unscreened to the tests that caused failure of this percent defective,
the (sub)lot may be accepted by resubmission and passing the failed individual tests, subgroups, or set of
tests/subgroups, as applicable, using a 116/0 sample.