MIL- STD-883F 2004 TEST METHOD STANDARD MICROCIRCUITS.pdf - 第663页
MIL-STD-883F METHOD 5010.4 18 June 2004 13 TABLE IV. Gr oup A elect rical test . 1 / Subgroup Paramet ers 2 / 3 / 4 / 5 / Quanti ty/ accept ance number 1 Static te st at + 25 ° C 116/0 2 Static tests at maximum rated ope…
MIL-STD-883F
METHOD 5010.4
18 June 2004
12
3.5.2.2 Quality conformance inspection
. For class level B quality conformance inspection, each inspection lot (sublot)
shall pass groups A, B, and E (when applicable) tests or be accepted in accordance with 3.5.3 herein and the periodic group
C and D tests shall be in accordance with appendix A of MIL-PRF-38535. End point electrical parameters shall be as
specified in 3.5.2.3 herein. For class level S, each QCI inspection lot shall be assembled in accordance with the class
level S requirements of appendix A of MIL-PRF-38535. Quality conformance testing for class level S shall be in accordance
with tables IV, V, VI, and VII herein.
3.5.2.3 End point electrical parameters
. Where intermediate and end point electrical measurements are required for
subgroups B, C, D, and E testing, they shall be as specified in the applicable device specification or drawing where required
and when end point parameters have not been identified, group A, subgroup 1, 2, 3, 4 or 7, and 9 shall be used for end point
measurements.
3.5.2.4 Constant acceleration
. Constant acceleration shall be performed in accordance with method 2001, test condition
E for all applicable subgroups except as allowed in accordance with 3.4.6, herein.
3.5.3 Quality conformance testing
. Conformance testing shall be performed through the use of the identified quality
conformance vehicles.
Quality conformance test
Quality conformance vehicle Frequency
Table IV Group A Actual device Each inspection lot
Table V Group B Actual device Each inspection lot
Table VI Group C SEC or actual device 3 months
Table VII Group D SEC or actual device 6 months
Table VIII Group E Actual device See MIL-PRF-38535. appendix A
3.5.3.1 Alternate group A method
. The alternate group A method below may be used provided that:
a. Inspection lot size is less than 500 devices.
b. Final electrical test shall assure that the electrical requirements of the device specification or drawing are met and
shall include the tests of group A, subgroups 1, 2, 3, 4 or 7, 5 and 6 or 8, 9, as a minimum.
c. All test software and procedures are under document control.
3.5.3.1.1 In-line verification testing
.
a. For each test set up (and operator for manual testing), production runs correlation unit to assure that the accuracy
requirements of MIL-STD-883 4.5.2 are being met.
b. Testing is performed using the verified set up.
c. At the completion of testing utilizing the verified set up (not to exceed 8 hours and at the change of operators) a
separate party (QA or QA designate) then verifies the production testing by:
(1) Checking visually to verify that the correct fixture, equipment, software, and procedure(s) were used.
(2) Actual testing of controlled known good device utilizing the fixtures, set ups, software and procedures that
were used by production. Variables data for all required group A tests shall be read and recorded for the
controlled unit. This data shall be maintained with the lot.
MIL-STD-883F
METHOD 5010.4
18 June 2004
13
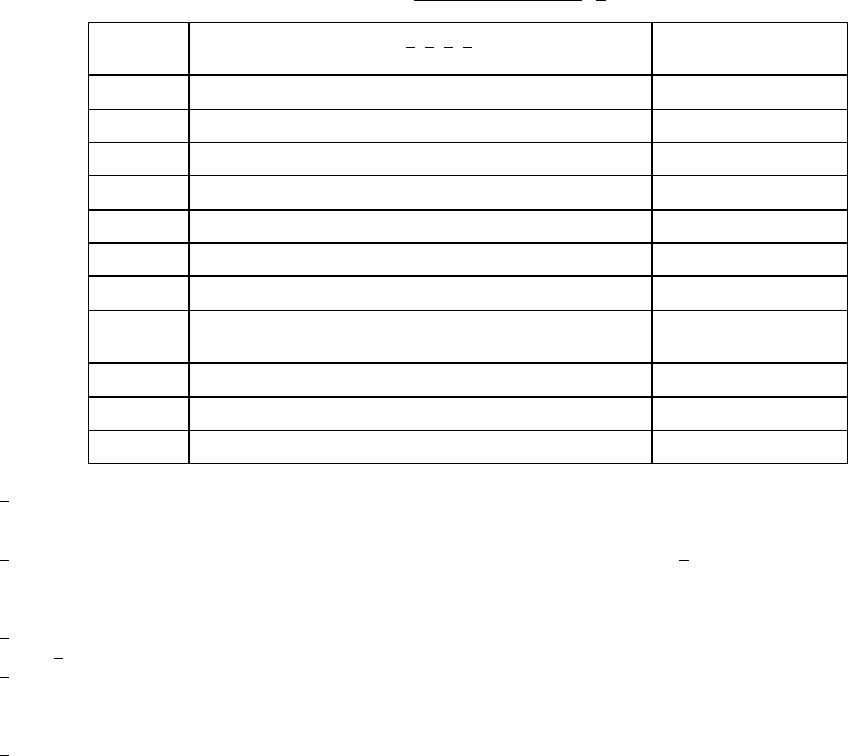
TABLE IV. Group A electrical test
. 1/
Subgroup Parameters 2
/ 3/ 4/ 5/ Quantity/
acceptance number
1
Static test at +25°C
116/0
2 Static tests at maximum rated operating temperature 116/0
3 Static tests at minimum rated operating temperature 116/0
4
Dynamic test at +25°C
116/0
5 Dynamic tests at maximum rated operating temperature 116/0
6 Dynamic tests at minimum rated operating temperature 116/0
7
Functional test at +25°C
116/0
8 Functional tests at maximum and minimum rated 116/0
operating temperatures
9
Switching tests at +25°C
116/0
10 Switching tests at maximum rated operating temperature 116/0
11 Switching tests at minimum rated operating temperature 116/0
1
/ The specific parameters to be included for tests in each subgroup shall be as specified in the applicable acquisition
document. Where no parameters have been identified in a particular subgroup or test within a subgroup, no group A
testing is required for that subgroup or test to satisfy group A requirements.
2
/ At the manufacturer's option, the applicable tests required for group A testing (see 1/) may be conducted individually
or combined into sets of tests, subgroups (as defined in table I), or sets of subgroups. However, the manufacturer
shall predesignate these groupings prior to group A testing. Unless otherwise specified, the individual tests,
subgroups, or sets of tests/subgroups may be performed in any sequence.
3
/ The sample plan (quantity and accept number) for each test, subgroup, or set of tests/subgroups as predesignated in
2
/ above, shall be 116/0.
4
/ A greater sample size may be used at the manufacturer's option; however, the accept number shall remain at zero.
When the (sub)lot size is less than the required sample size, each and every device in the (sub)lot shall be inspected
and all failed devices removed from the (sub)lot for final acceptance of that test, subgroup, or set of tests/subgroups,
as applicable.
5
/ If any device in the sample fails any parameter in the test, subgroup, or set of tests/subgroups being sampled, each
and every additional device in the (sub)lot represented by the sample shall be tested on the same test set-up for all
parameters in that test, subgroup, or set of tests/subgroups for which the sample was selected, and all failed devices
shall be removed from the (sub)lot for final acceptance of that test, subgroup, or set of tests/subgroups, as
applicable. For class level S only, if this testing results in a percent defective greater than 5 percent, the (sub)lot shall
be rejected, except that for (sub)lots previously unscreened to the tests that caused failure of this percent defective,
the (sub)lot may be accepted by resubmission and passing the failed individual tests, subgroups, or set of
tests/subgroups, as applicable, using a 116/0 sample.
MIL-STD-883F
METHOD 5010.4
18 June 2004
14
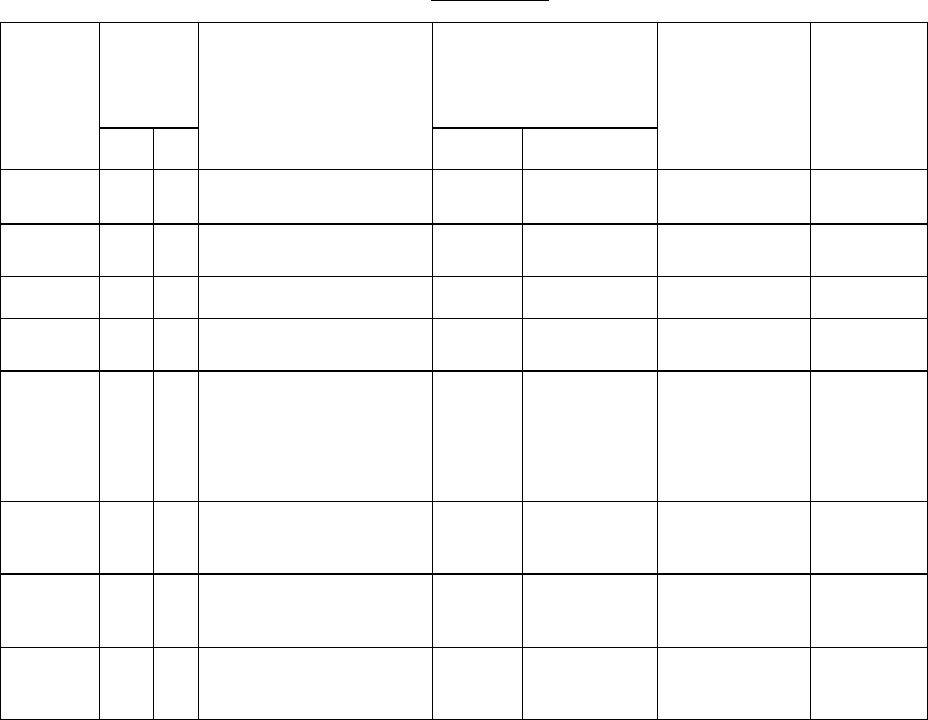
TABLE V. Group B testing.
Subgroup
Class
level
Test
MIL-STD-883 quantity/(accept
number)
or sample
size number,
accept number
Referenced
paragraph
S B
Method Condition
1
X X Physical dimensions 2016
2 (0)
2 X
Particle impact noise
detection test
2020 A or B 15 (0) 3.4.7
3 X X Resistance to solvents 2015
3 (0)
4 X X Internal visual and
mechanical
2014
1 (0) 3.4.2
5 X X Bond strength
a. Thermocompression
b. Ultrasonic or
wedge
c. Flip-chip
d. Beam lead
2011
C or D
C or D
F
H
2 (0)
6 X X Die shear strength or
substrate attach
strength
2019
or
2027
2 (0)
7 X X Solderability 2003 Solder
temperature
245°C ±5°C
1 (0)
8 X X Seal
a. Fine
b. Gross
1014
Sample size
number = 15
C = 0
3.4.8