MIL- STD-883F 2004 TEST METHOD STANDARD MICROCIRCUITS.pdf - 第99页
MIL-STD-883F METHOD 1016.1 18 June 2004 1 METHOD 1016.1 LIFE/RELIABI LITY CHARACTERIZATIO N TESTS 1. PURPOSE . The purpos e of the l ife c haract erizat ion tes ts i s to det ermine: ( 1) the l ife di str ibuti ons, ( 2)…
MIL-STD-883F
METHOD 1015.9
1 June 1993
4
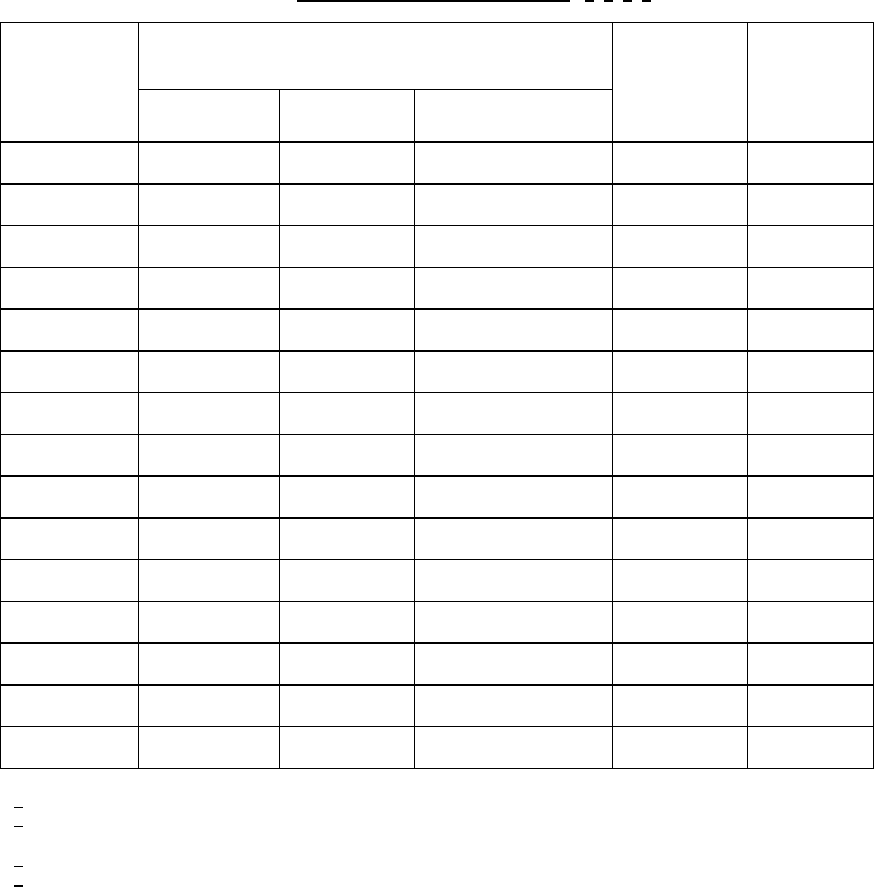
TABLE I. Burn-in time-temperature regression. 1/ 2/ 3/ 4/
Minimum
temperature
T
A
(°C)
Minimum time (hours) Test
condition
(see 3.1)
Minimum
reburn-in
time (hours)
Class level S Class level B Class level S hybrids
(Class K)
100 --- 352 700 Hybrids only 24
105 --- 300 600 " 24
110 --- 260 520 " 24
115 --- 220 440 " 24
120 --- 190 380 " 24
125 240 160 320 A - E 24
130 208 138 --- " 21
135 180 120 --- " 18
140 160 105 --- " 16
145 140 92 --- " 14
150 120 80 --- " 12
175 --- 48 --- F 12
200 --- 28 --- " 12
225 --- 16 --- " 12
250 --- 12 --- " 12
1
/ Test condition F shall be authorized prior to use and consists of temperatures 175°C and higher.
2
/ For condition F the maximum junction temperature is unlimited and care shall be taken to ensure the
device(s) does not go into thermal runaway.
3
/ The only allowed conditions are as stated above.
4
/ Test temperatures below 125°C may be used for hybrid circuits only.

MIL-STD-883F
METHOD 1016.1
18 June 2004
1
METHOD 1016.1
LIFE/RELIABILITY CHARACTERIZATION TESTS
1. PURPOSE
. The purpose of the life characterization tests is to determine: (1) the life distributions, (2) the life
acceleration characteristics, and (3) the failure rate () potential of the devices. For a discussion of failure rates and life
test considerations, see MIL-HDBK-217. Failure rates are ordinarily determined either for general qualification of devices or
the production lines from which they are obtained or for the purpose of predicting the failure rates (or Mean Time Between
Failure (MTBF)) of equipments in which the devices are to be employed.
NOTE: A detailed dissertation on the life test result analysis techniques, with application examples, is presented by D.S.
Peck in the Proceedings of the 9th Annual Reliability Physics Symposium (1971), pages 69 through 78. Further
improvements to the methods of test result analysis are possible by using computer aided techniques such as
regression analysis and iterative curve fitting.
2. APPARATUS
. Suitable sockets or other mounting means shall be provided to make firm electrical contact to the
terminals of devices under test in the specified circuit configuration. The mounting means shall be so designed that they will
not remove internally dissipated heat from the device by conduction, other than that removed through the device terminals
and the necessary electrical contacts, which shall be maintained at or above the specified ambient temperature. The
apparatus shall provide for maintaining the specified biases at the terminal(s) of the device under test and, when specified,
monitoring of the input excitation. Power supplies and current-setting resistors shall be capable of maintaining the specified
operating conditions, as minima, throughout the testing period with normal variations in their source voltages, ambient
temperatures, etc. The test equipment shall preferably be so arranged that only natural-convection cooling of the devices
occurs. When test conditions result in significant power dissipation, the test apparatus shall be arranged so as to result in
the approximate average power dissipation for each device whether devices are tested individually or in a group. The test
circuits need not compensate for normal variations in individual device characteristics but shall be arranged so that the
existence of failed or abnormal (i.e., open, short, etc.) devices in a group does not negate the effect of the test for other
devices in the group.
3. PROCEDURE
. The microelectronic devices shall be subjected to the specified test condition (see 3.4) for the
specified duration and test temperature, and the required measurements shall be made at the specified intermediate points
and endpoints. Lead-, stud-, or case-mounted devices shall be mounted by the leads, stud, or case in their normal mounting
configuration, and the point of connection shall be maintained at a temperature not less than the specified temperature. The
test condition, duration, sample size, and temperature selected prior to test shall be recorded and shall govern for the entire
test.
3.1 Test duration
. The life test duration shall be as follows:
Initial qualification: 4,000 (+72, -240) hours
or 75 percent failures, whichever comes first
All other tests: 1,000 (+72, -24) hours
or 50 percent failures, whichever comes first
Within the time interval of 24 hours before to 72 hours after the specified duration of the test, the devices shall be removed
from the specified test conditions and allowed to reach standard test conditions prior to the removal of bias.
3.2 Measurements
. Measurements shall be grouped into two categories as follows:
Type A: Initial and final measurement.
Type B: Interim measurements.
*
*

MIL-STD-883F
METHOD 1016.1
18 June 2004
2
Unless otherwise specified, all measurements shall be completed within 8 hours after removal of the device from the
specified test conditions and shall consist of the following:
Type A: All specified endpoint measurement.
Type B: Selected critical parameters (see 4).
The type A measurements shall be made at the zero hour and final measurement time. The type B interim measurements
shall be made at the 4, 8, 16, 32, 64, 128, 256, 512 hour times for the 1000 hour test and additionally, at 1000, and 2000
hour times for the 4000 hour test.
3.2.1 Measurements following life test
. When devices are measured following application of life test conditions, they shall
be cooled to room temperature prior to the removal of bias. All specified 25°C electrical measurements shall be completed
prior to any reheating of the devices.
3.2.2 Test setup monitoring
. The test setup shall be monitored at the test temperature initially and at the conclusion of
the test to establish that all devices are being stressed to the specified requirements. The following is the minimum
acceptable monitoring procedure:
a. Device sockets. Initially and at least each 6 months thereafter, each test board or tray shall be checked to verify
continuity to connector points to assure that bias supplies and signal information will be applied to each socket.
Except for this initial and periodic verification, each device or device socket does not have to be checked; however,
random sampling techniques shall be applied prior to each time a board is used and shall be adequate to assure that
there are correct and continuous electrical connections to the devices under test.
b. Connectors to test boards or trays. After the test boards are loaded with devices, inserted into the oven, and brought
up to at least 125°C or the specified test temperature, whichever is less, each required test voltage and signal
condition shall be verified in at least one location on each test board or tray so as to assure electrical continuity and
the correct application of specified electrical stresses for each connection or contact pair used in the applicable test
configuration. This may be performed by opening the oven for a maximum of 10 minutes.
c. At the conclusion of the test period, prior to removal of devices from temperature and test conditions, the voltage and
signal condition verification of b above shall be repeated.
d. For class level S devices when loading boards or trays the continuity between each device and a bias supply shall be
verified.
Where failures or open contacts occur which result in removal of the required test stresses for any period of the required test
duration, the test time shall be extended to assure actual exposure for the total minimum specified test duration.
3.3 Test sample
. The test sample shall be as specified (see 4). No fewer than 40 devices shall be specified for a given
test temperature.
3.4 Test conditions
. In this condition microcircuits are subjected to bias(es) at temperatures (200°C to 300°C) which
considerably exceed the maximum rated operating temperature. At these elevated temperatures, it is generally found that
microcircuits will not operate normally as specified in their applicable acquisition document and it is therefore necessary that
special attention be given to the choice of bias circuits and conditions to assure that important circuit areas are adequately
biased, without damaging overstress of other areas of the circuit.