RL131維修手冊.pdf - 第184页
RL131 维修手册 8.2 移交夹头方面 DA8MCC-W 4-400-A0 8.2-3 8.2.3 移交夹 头的移送量以及 中心的调整 Unit No. X02G44000AB 8.2.2 移交夹头爪的调整 8.2.3 移交夹头的移送量 以及中心的调整 移交夹头 移送量的调整 3. 1. 转动手动转盘, 使循环计时器对准 3 00 ° 。 2. 将电子元件治具 靠在移交夹头爪上, 设置好。 3. 将千分表靠在插 入夹头爪上,设置…
RL131
维修手册
8.2 移交夹头方面
DA8MCC-W4-400-A0
8.2-2
8.2.2 移交夹头爪的调整
Unit No. X02G44000AB
8.2.1 移交夹头的高度调整
8.2.2 移交夹头爪的调整
8.2.3 移交夹头的移送量
及中心的调整
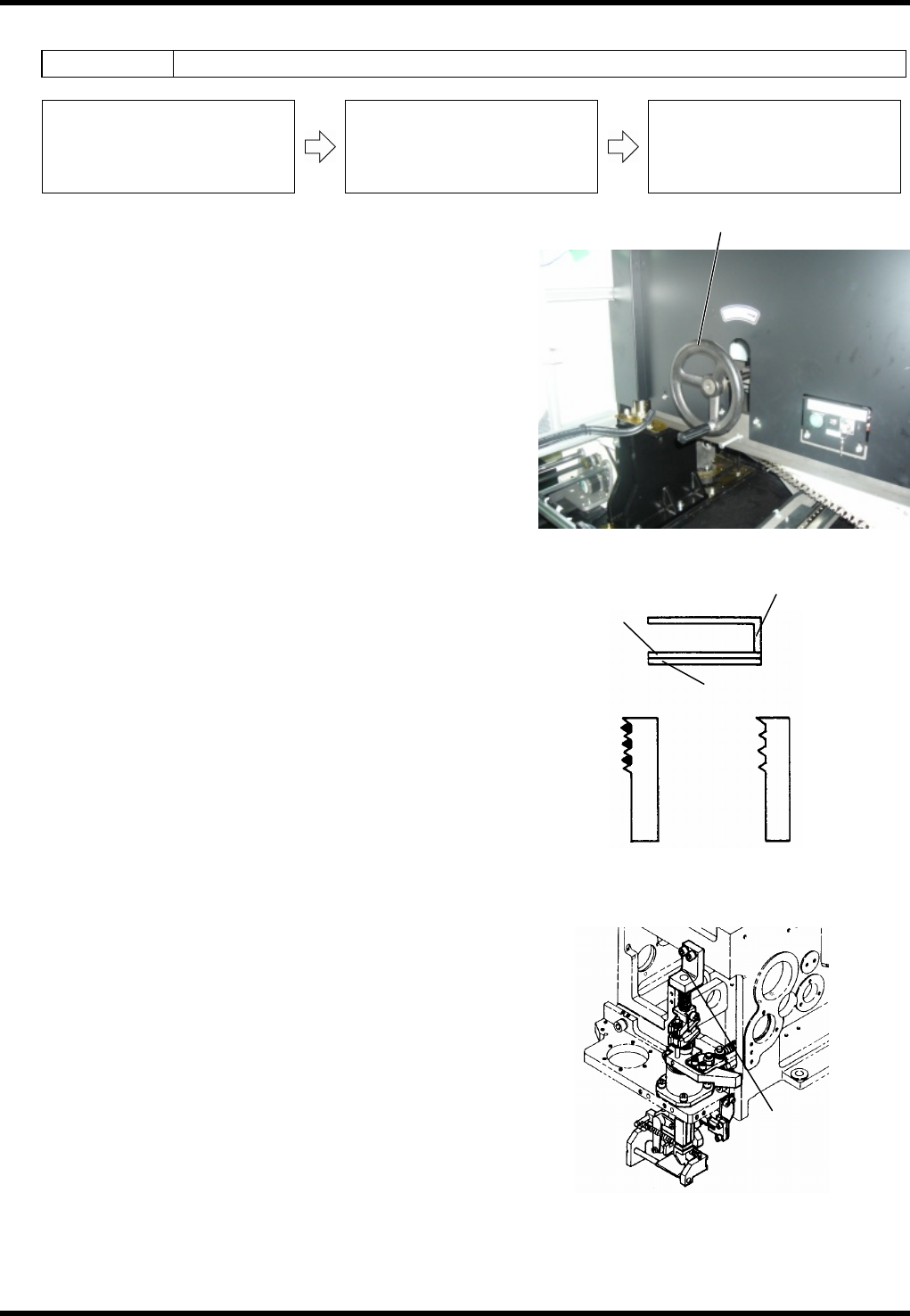
移交夹头爪的调整
2.
1. 转动手动转盘,使循环计时器对准 45°。
2. 确认移交夹头爪的固定爪与可动爪的位置是否能配合。
如果不符合要求,则进入以下步骤。
3. 松开上部凸轮箱内的螺栓(M6´1)。
4. 用手移动可动爪,使其与固定爪能配合。
5. 拧紧上部凸轮箱内的螺栓 (M61) ,进行固定。
6. 再次转动手动转盘,将循环计时器对准 45°,确认固定爪与
可动爪是否相配合,如果能够配合,则调整结束。
=注意=
如果固定爪与可动爪不能配合,请再次重复 3~6 步骤的
调整。
手动转盘
可动爪的调整
螺栓 (M61)
循环计时器为 0
°
时 循环计时器为 45
°
时
可动爪
固定爪
移交
夹头爪
固定爪和可动爪的确认
RL131
维修手册
8.2 移交夹头方面
DA8MCC-W4-400-A0
8.2-3
8.2.3 移交夹头的移送量以及中心的调整
Unit No. X02G44000AB
8.2.2 移交夹头爪的调整
8.2.3 移交夹头的移送量
以及中心的调整
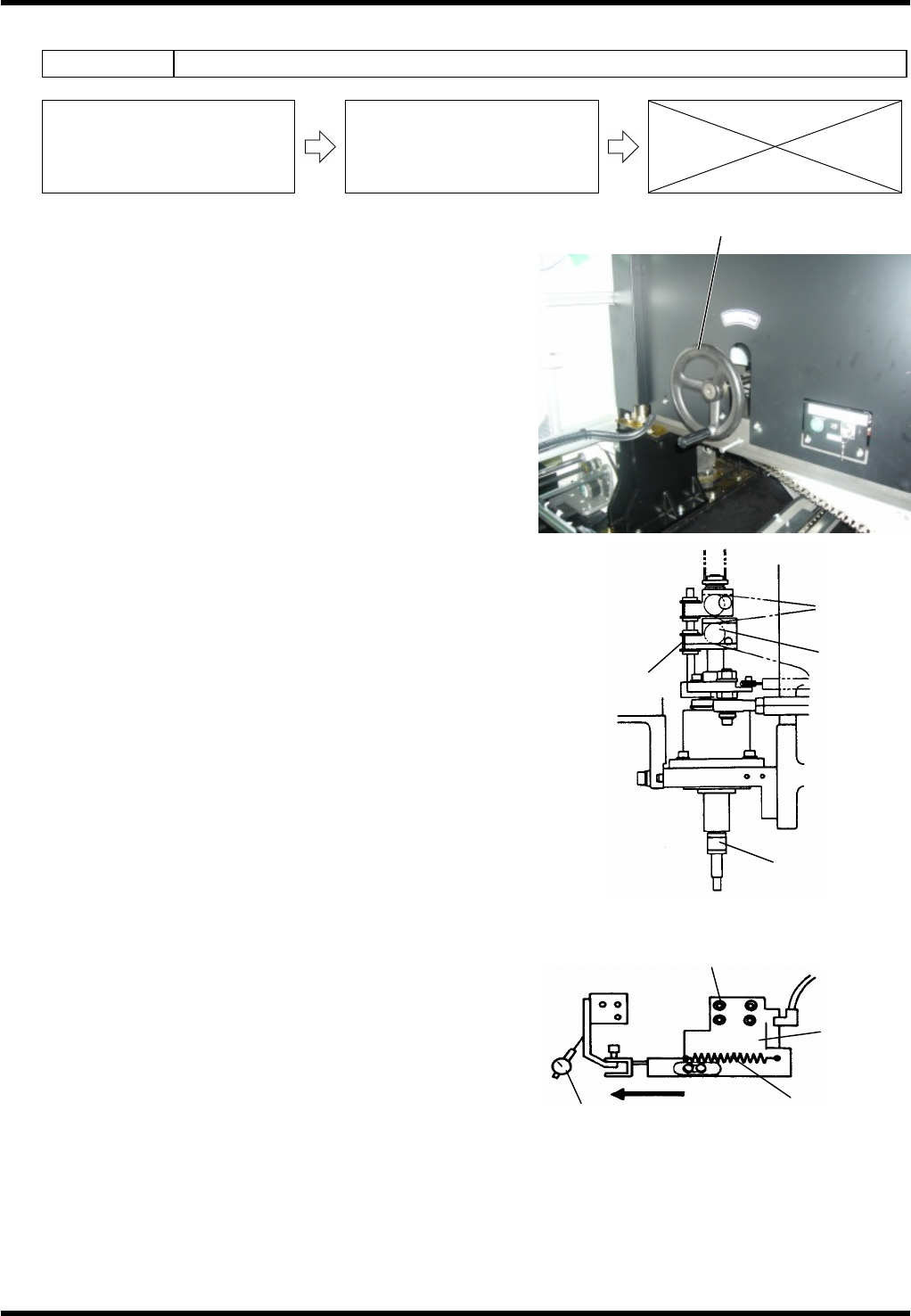
移交夹头移送量的调整
3.
1. 转动手动转盘,使循环计时器对准 300°。
2. 将电子元件治具靠在移交夹头爪上,设置好。
3. 将千分表靠在插入夹头爪上,设置好。
4. 将循环计时器对准 15°的位置,确认千分表的表针是否在
0 ~ 0.1mm。
如果千分表的表针没有在 0 ~ 0.1mm,则进行以下调整。
5. 将循环计时器对准 15°,卸掉移交夹头的往返弹簧,松开支
架 (A) 的螺栓 (B) ,上下移动轴 (C), 使移交夹头前后
移动。
6. 当千分表表针指在 0 ~ 0.1mm 范围以内 (0.05mm 最好)
时,拧紧螺栓(D) (M54) ,进行固定。
7. 挂上往返弹簧。
=注意=
挂住弹簧后,请注意数值会发生变化。
再次确认千分表为 0.1mm,并确认电子元件治具的
引线能顺利地进入插入夹头爪。
不能顺利地进入时,请进行下一页的调整。
手动转盘
往返弹簧
移交
夹头
螺栓(D) (M54)
千分表
移交夹头与插入夹头的调整
螺栓 (B)
移交头 部
支架 (A)
轴 (C)
RL131
维修手册
8.2 移交夹头方面
DA8MCC-W4-400-A0
8.2-4
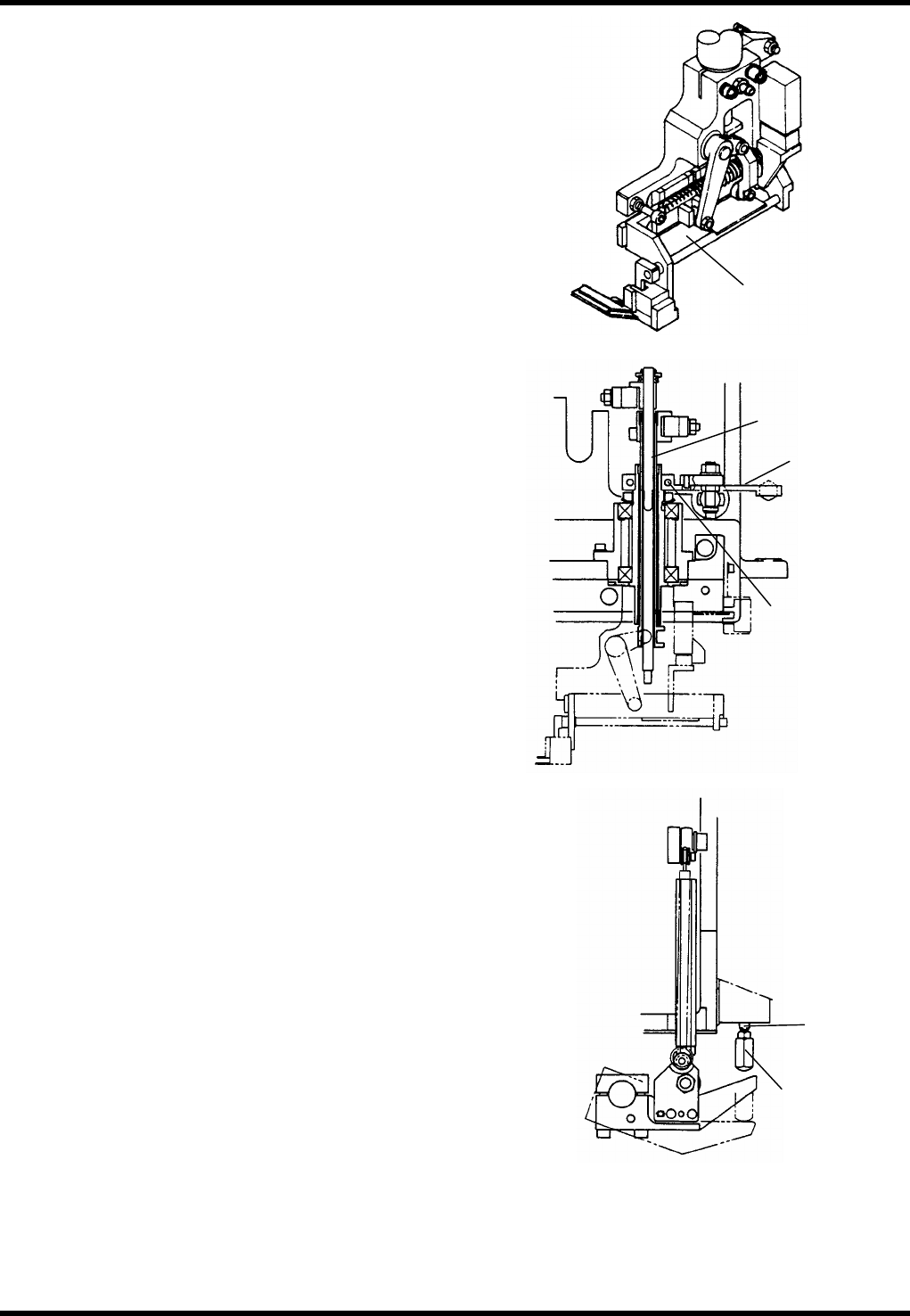
移交夹头中心的调整 (1)
4.
1. 转动手动转盘,使循环计时器对准 15°。
2. 松开杆 (E) 的螺栓 (F) ,将移交夹头移动到能将电子元件治
具顺利地交接给插入夹头爪的位置。
=注意=
如果不能进行微调整,请松开移交夹头的螺栓 (D)
(M54),再次进行调整。
3. 拧紧螺栓 (F) ,进行固定。
4. 挂上往返弹簧。
5. 再次使移交夹头滑动到插入夹头的交接位置,确认是否能
将电子元件治具顺利地交接给插入夹头爪,如果能够交
接,则调整结束。
=注意=
如果不能顺利地交接,请再次重复 1. ~ 5.步骤的调整。
移交夹头中心的调整 (2) – 返工动作调整
5.
1. 转动手动转盘,使循环计时器对准 135°。
2. 将副操作盘的 <移交头摇动气缸> 置于 ON。
3. 松开螺母 (G) ,进行调整,使端杆(H)接触到杆后,拧紧螺
母(G)。
4. 将<移交头摇动气缸> 置于 OFF。
=注意=
当返工动作不顺畅时,再次重复 1. ~ 4.步骤的调整。
轴 (C)
杆 (E)
螺栓 (F)
移交头部
移交头部
螺母 (G)
端杆 (H)
移交夹头
移交夹头的调整