00194422-09_MM_X-Series_en.pdf - 第50页
Major Maintenance Maintenance Work on the Gantry 5.5.1 Tools, Consumables, Spare a nd Wear Parts 50 Maintenance Manual SIPLACE X Series 5.5 5 . 5 M a in t e n a n c e W o r k o n t h e G a n t r y Maintenance Work on the…
Major Maintenance
5.4.3 Performing Maintenance Tasks Maintenance Tasks for Optical Systems
Maintenance Manual SIPLACE X Series 49
5.4.3.2
5.4.3.2 Cleaning the Coplanarity Module
Cleaning the Coplanarity Module
5.4.3.3
5.4.3.3 Clean the stationary 3D sensor module
Clean the stationary 3D sensor module
5.4.3.4
5.4.3.4 Clean the PCB barcode scanner
Clean the PCB barcode scanner
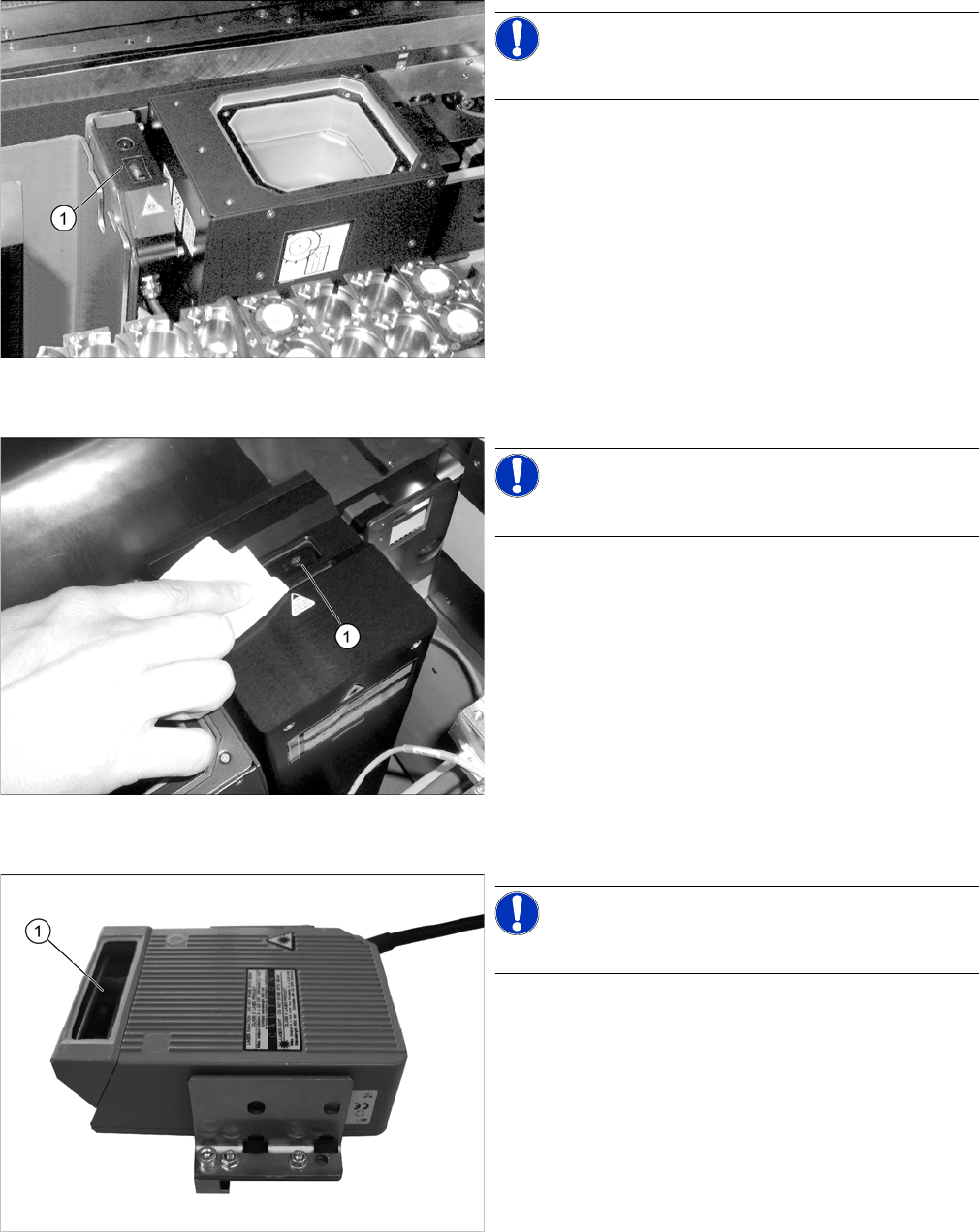
NOTICE!
The coplanarity module is optional.
► Clean the lenses (1) of the coplanarity module with a
microfiber cloth.
NOTICE!
The 3D sensor module is optional.
► Clean the 3D sensor module lens (1) with a microfiber
cloth.
NOTICE!
The PCB barcode scanner is optional.
► Clean the lens (1) of the PCB barcode scanner with a
microfiber cloth.

Major Maintenance
Maintenance Work on the Gantry 5.5.1 Tools, Consumables, Spare and Wear Parts
50 Maintenance Manual SIPLACE X Series
5.5
5.5 Maintenance Work on the Gantry
Maintenance Work on the Gantry
5.5.1
5.5.1 Tools, Consumables, Spare and Wear Parts
Tools, Consumables, Spare and Wear Parts
▪ Lint-free cloths [03082092-xx]
▪ SIPLACE cleaning cloth [00315253-xx]
▪ Klüberplex BEM 34-132 lubricant, 1 kg tin [00374565-xx]
▪ Ethanol
Isopropanol – IPA can be used as an alternative.
▪ Protective latex gloves [00372972-xx]
▪ Cotton gloves [00359087-xx]
▪ ESD wristband [00320279-xx]
▪ Grease gun with hose for Y axis (volume applied: approx. 0.4 g) [00374563-xx]
▪ Grease gun with nozzle for X axis (volume applied: approx. 0.13 g) [00374564
-
xx]
▪ Set of Allen keys
▪ A high-precision set of scales (recommended minimum measuring accuracy: 1 g)
▪ DIN71412 - A M6 lubrication nipple [03036936-xx], if required
▪ Lubrication nipple for upper guide carriage (X axis) R3417 004 09 [03094503-xx]
▪ Lubrication nipple for lower guide carriage (X axis) R3417 029 90 [03094505-xx]
▪ Cooling air set (black) [03003704-xx] or cooling air set (white) [03030955-xx], if required
5.5.2
5.5.2 Preparatory Steps
Preparatory Steps
► There must be no PCBs on the PCB conveyor for the following jobs.
► Switch off the machine, disconnect it from the power supply and secure it to prevent unauthorized
reactivation. Observe the instructions in section "1.2 Preparatory Work..." [ ➙ 12].
See also
6.1 Filling the Grease Gun [ ➙ 59]
5.5.3
5.5.3 Performing Maintenance Tasks
Performing Maintenance Tasks
See also
1.1.2 Safety Instructions for Working with Strong Magnetic Fields [ ➙ 8]
5.5.3.1
5.5.3.1 Greasing and Cleaning the X Axis
Greasing and Cleaning the X Axis
CAUTION
Greas all grease nipples and pay attention to the capacity!
► Remember to grease every visible grease nipple on the X and Y axes!
► Use the amounts of grease specified. Too much or too little grease can damage the bear
-
ing.
Major Maintenance
5.5.3 Performing Maintenance Tasks Maintenance Work on the Gantry
Maintenance Manual SIPLACE X Series 51
► Check the amount of grease with the help of the scales. Adjust the amount of grease if necessary.
When using the "grease gun with nozzle for the X axis (dosage approx. 0.13 g)" [00374564-xx], the
amount of grease can be changed with a setting screw on the handle.
► Fill the "X axis with travel limitation" grease gun with
Klüberplex BEM 34-132 (see also "6.1 Filling the
Grease Gun" [ ➙ 59]).
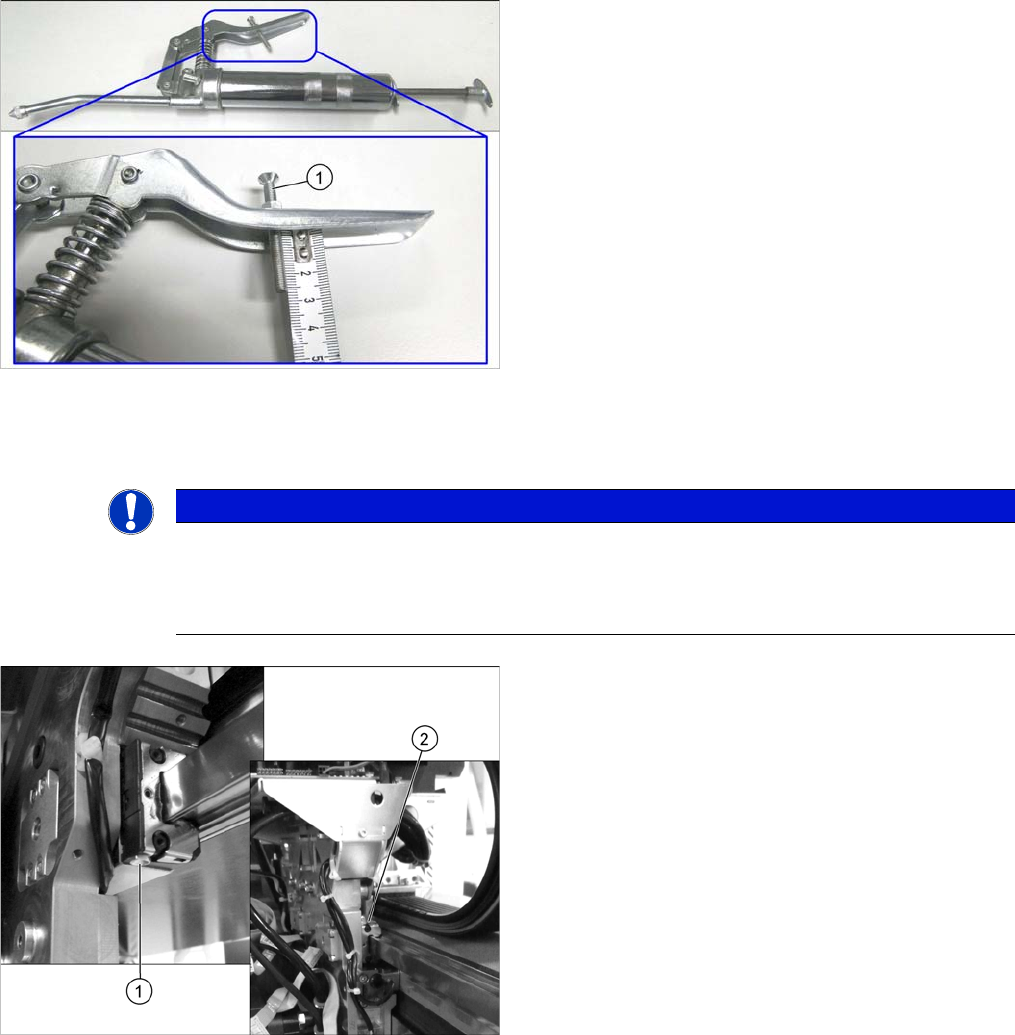
► Set the grease gun to a dosage of 0.13 g, by adjust
-
ing the screw (1) to 29 mm.
NOTICE
Checking the amount of grease
Depending on the accuracy of your scales, you might need to do 10 or 100 strokes, for example,
to check the amount of grease. Select the number of strokes accordingly to ensure adequate
accuracy (e.g. 100 strokes --> 13 g for a scale with a measuring accuracy of 1 g).
► Position the hose of the grease gun straight onto the
lubrication nipple (1).
► Apply one squeeze of the grease gun (approx. 0.13
cm
3
per squeeze).
► If the grease emerges from the grease nipple, then ei
-
ther the bearing is already full or the grease nipple is
not sealed correctly. In the latter case, use a new
grease nipple.
► Move the X-axis head plate approx. 30 cm. This dis
-
tributes the grease.
► Repeat the pressing and moving process two more
times. The correct amount of grease has then been
applied.
The total amount of grease (3 x 0.13 cm
3
[g] in all
bearings!
► Use a lint-free cloth to remove any excess grease
from on and around the grease nipple.
► Repeat these steps for the other lubrication nipples
(2) of the X axis. (4 per gantry)
► Repeat these steps for all gantries.