YG12F_Ope_C.pdf - 第47页
1-13 1 4.2.2 料架 料架 元件的安装 料架抽出部 贴片机主机侧 托盘装载面 托盘固定用磁块 托盘(元件) 料架原点 25111-M7-00 料架抽出部 ATS 的料架抽出用抓手抓住此抽出部,将料架抽至料架台或退回 ATS15 侧。将料架插入收纳柜时,需将此抽出部朝向里侧。 托盘装载面 料架尺寸为 L350×W220,因此可以装载尺寸为 L325×W195 左右的托盘。如上图所示,此面的左前角为料架原点。 托盘固定用磁块 将…
1-12
1
4.2 从托盘送料器供给元件 (ATS15)
以下,介绍托盘送料器 (ATS15) 的各部名称与功能。
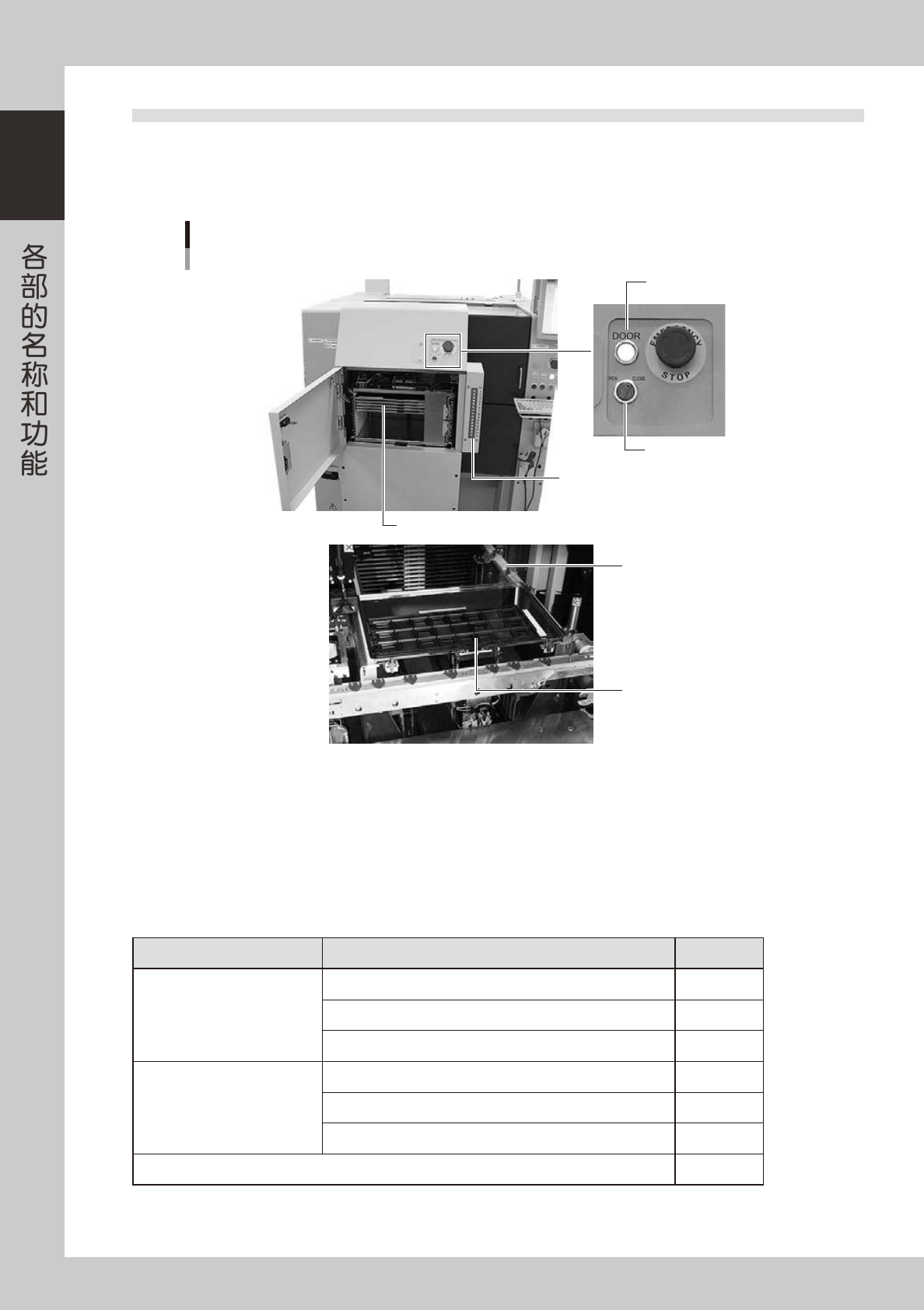
4.2.1 ATS15 托盘交换器
托盘交换器
ATS15
料架指示器
导轨
托盘固定位置
(作业位置)
柜门开关
柜门指示器
料架(12.5mm间距、15层)
25110-M7-00
柜门开关
将此开关旋至「OPEN」时,柜门指示器熄灯,柜门解除锁定状态。
料架指示器
元件信息中所设置的料架号码为亮灯状态,当料架上的盘装元件用完时,此料架号码闪烁。安装新料架后,按下闪烁的
「指示器」复位。
■ 料架指示器的亮灯状态
◎ :闪烁● :亮灯○ :熄灯
料架的状态 元件的状态 亮灯状态
1
张料架上只装有
1
种元件
元件补充完毕 ●
元件用完 ◎
元件正在使用 ( 当前 ) ●
1
张料架上装有多种元件
料架上的所有元件补充完毕 ●
料架上的所有元件已用完 ◎
多种元件中至少有
1
种元件已用完 ◎
基板程序没有指定要使用的盘装元件 ○
1-13
1
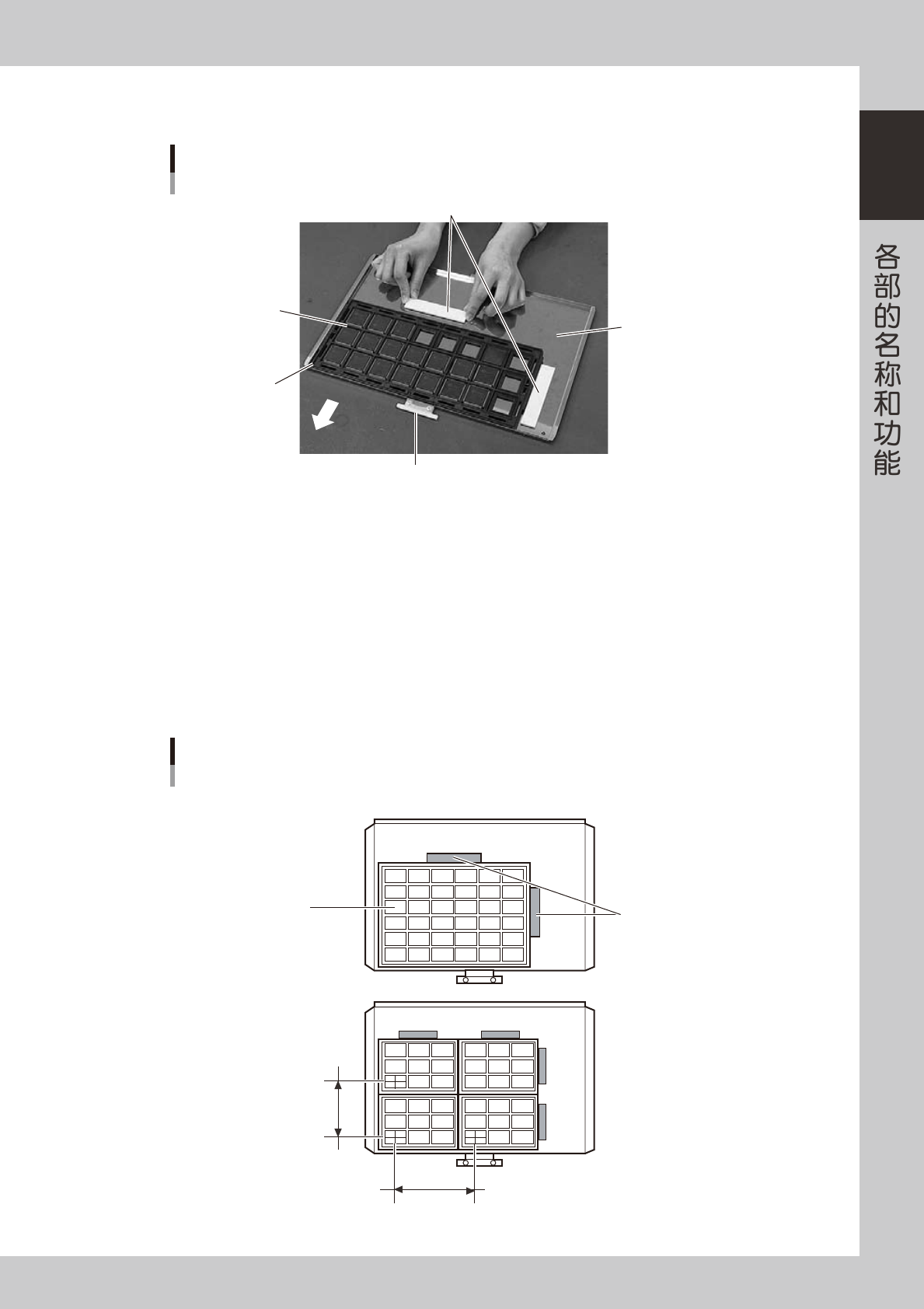
4.2.2 料架
料架
元件的安装
料架抽出部
贴片机主机侧
托盘装载面
托盘固定用磁块
托盘(元件)
料架原点
25111-M7-00
料架抽出部
ATS 的料架抽出用抓手抓住此抽出部,将料架抽至料架台或退回 ATS15 侧。将料架插入收纳柜时,需将此抽出部朝向里侧。
托盘装载面
料架尺寸为 L350×W220,因此可以装载尺寸为 L325×W195 左右的托盘。如上图所示,此面的左前角为料架原点。
托盘固定用磁块
将元件托盘固定在托盘装载面时使用。
■托盘的装载例
1 张料架上可以装入多张托盘。安装方法如下图所示。
托盘的固定
只装1张托盘时
装多张托盘时
托盘间距X
固定用磁块
托盘
托盘间距Y
25112-M7-00
1-14
1
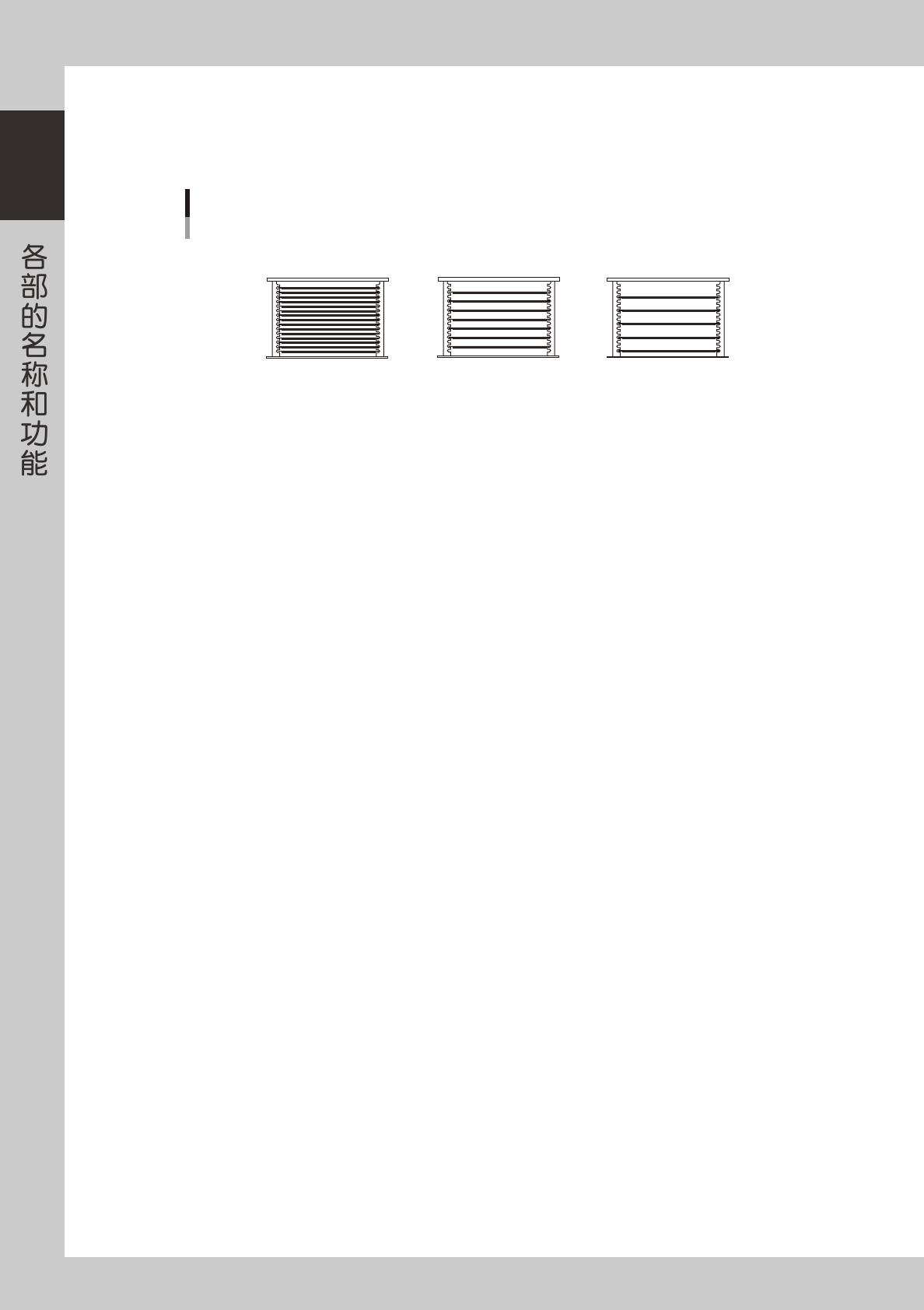
■ 料架的装入例
ATS15 最多可以装入 15 张料架。( 料架插入间距为 12.5mm 时 )
根据装在料架上的「元件+托盘」厚度,如将元件信息画面中的「料架间距 Z」更改为「双重间距」或「三重间距」,也可以
装载高度较高的元件。
料架的装入例
12.5mm间距
(料架间距 Z:普通)
25.mm间距
(料架间距 Z:双重间距)
37.5mm间距
(料架间距 Z:三重间距)
可插入15张 可插入7张 可插入5张
2
4
6
8
10
12
14
3
6
9
12
15
25113-M7-00
■ 托盘交换器的详细使用方法
关于托盘交换器的详细使用方法,参阅下列使用说明书。
操作、使用 :参阅 YG 系列外部供给装置手册中的「ATS15」
托盘数据的创建方法 :参阅 YG 系列程序设计手册