YG12F_Ope_C.pdf - 第89页
2-31 2 6 向里侧按下锁定杆。 放下锁定杆固定把手,按下锁定杆,将送料器牢牢固定在送料器架上。如没有正确固定,在贴装或运行过 程中可能会脱落。 锁定杆 锁定杆固定把手 锁定杆 25213-M7-00
2-30
2
4
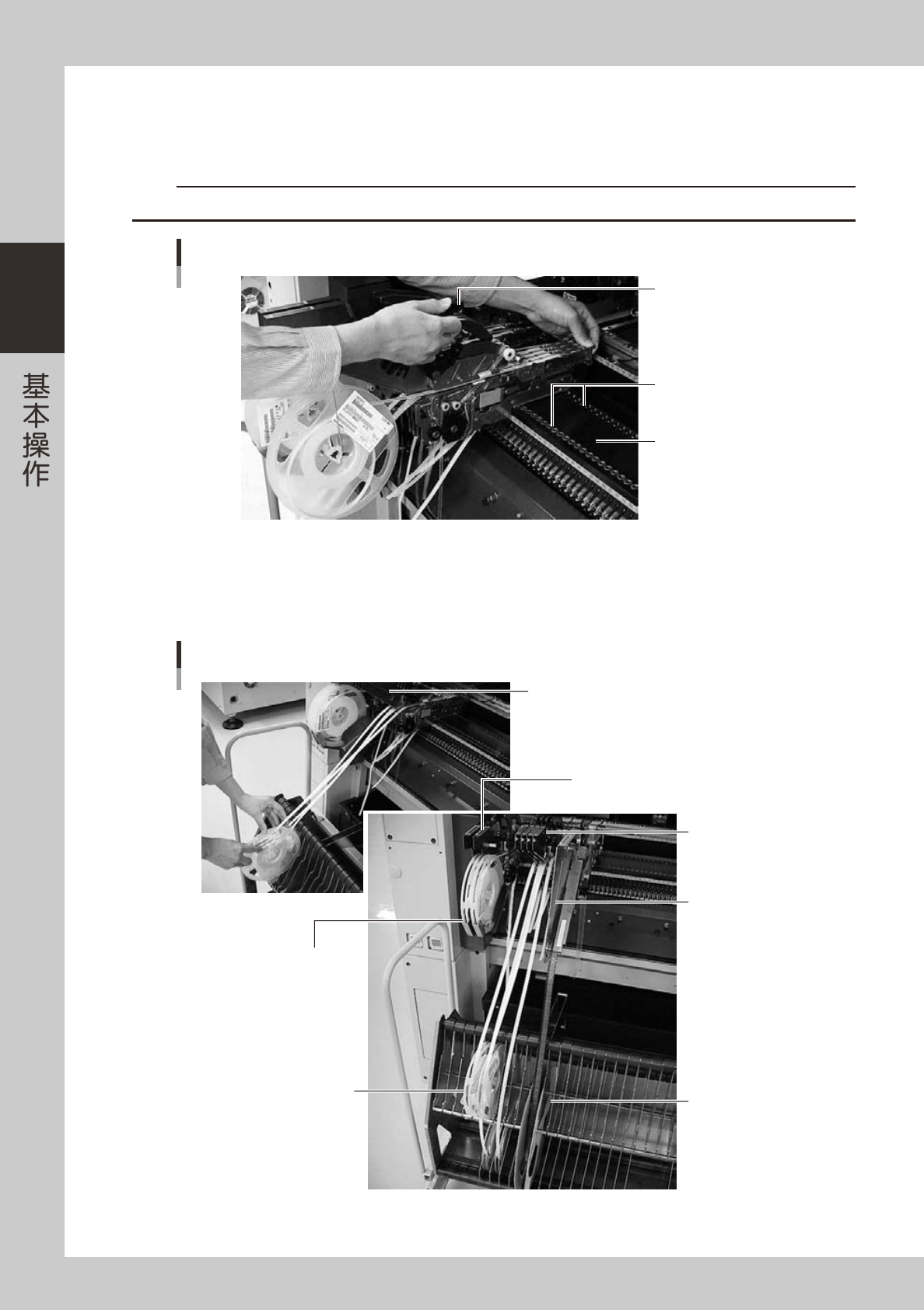
将送料器插入送料器架的定位孔。
在提起锁定杆固定把手的状态下,握住送料器的前端与把手,将送料器从正上方水平地安装在送料器架上。
送料器架上设有插入送料器机体前侧定位销和后侧定位销的定位孔。务必将送料器完全插入定位孔。
c
注意
送料器架虽为 12mm 间距,但除 FT 以外的 8mm 送料器无法按 12mm 间距安装。
送料器机体的安装
定位孔
送料器架
把手
25211-M7-00
5
将料带盘装入料带支架。
料带支架袋可以装入 1 个料带盘。因此,如要紧密排列送料器不致有空隙时,必须使用上下两层交错排列
安装送料器。
料带盘的安装
将料带盘挂钩收回原位
FS2型
8mm送料器
CL型
大型送料器
大型料带盘
放置在此处
无法按12mm间距
排列
使用上下两层
交错排列
FT型
8mm送料器
25212-M7-00

2-31
2
6
向里侧按下锁定杆。
放下锁定杆固定把手,按下锁定杆,将送料器牢牢固定在送料器架上。如没有正确固定,在贴装或运行过
程中可能会脱落。
锁定杆
锁定杆固定把手 锁定杆
25213-M7-00
2-32
2
4.2 盘装元件的安装
■料架的使用注意事项
使用料架时,务必遵守下列注意事项。
‧
料架必须在干净的环境中保管,切勿黏附尘屑、脏污、油渍等。
‧
切勿使料架跌落,也切勿过渡撞击或施加压力。因跌落等导致变形的料架,切勿使用。
‧
料架的棱角部可能会造成受伤,使用时务必注意。
4.2.1 将托盘装入料架
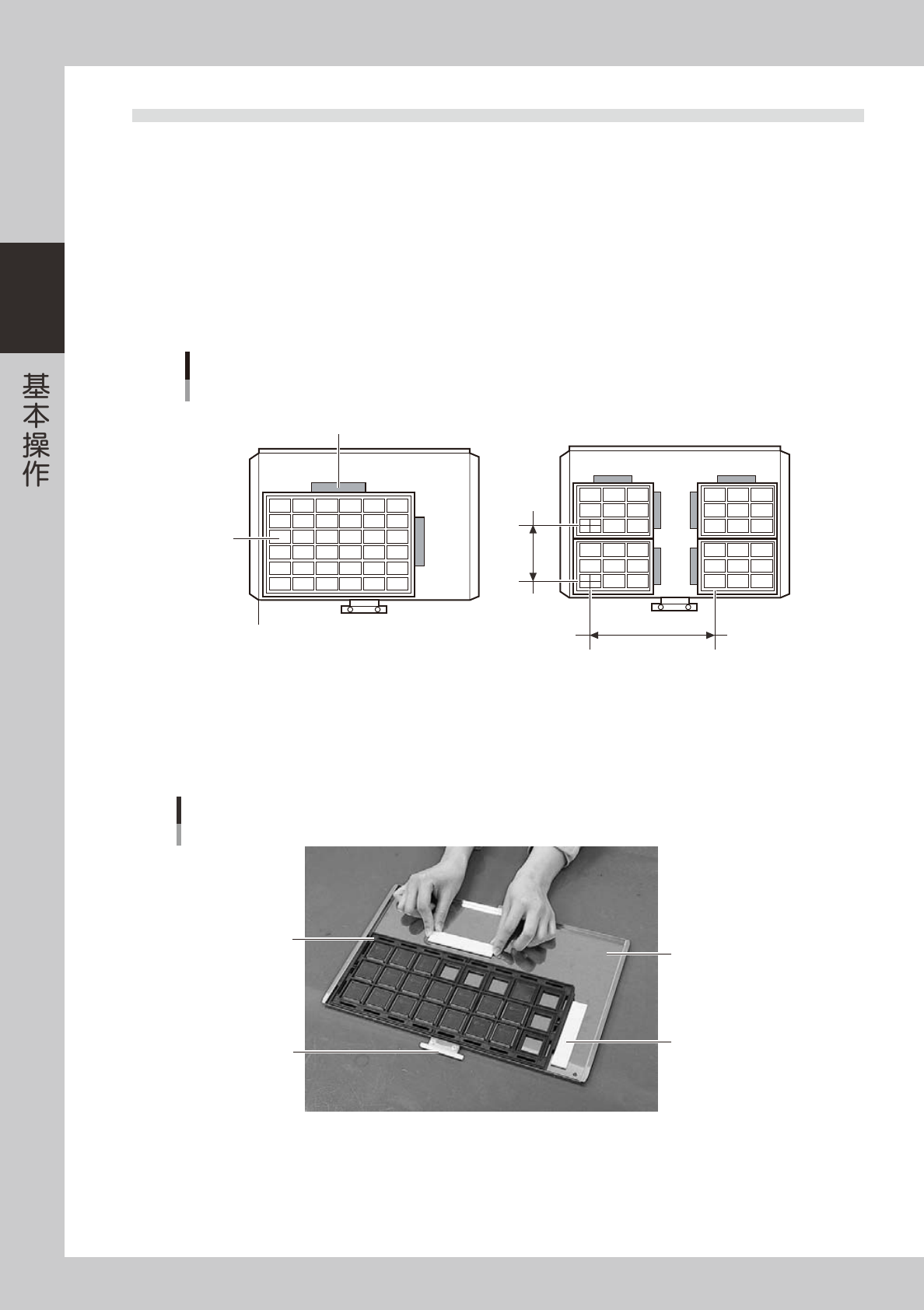
1 张料架上可以装入多张托盘。安装方法如下所示。
托盘的固定
只装1张托盘时
装多张托盘时
托盘间距X
固定用磁块
托盘
托盘间距Y
料架位置基准(料架原点)
25214-M7-00
1
取出固定托盘用的磁块。
2
将托盘装入料架。
将托盘角对准料架位置基准 ( 料架原点 ) 装入。托盘装好后用磁块压住固定。
托盘的安装
抽出用抓手
固定用磁块
料架
托盘
25215-M7-00
3
确认托盘的固定状态。
试按托盘部,确认托盘是否已由磁块固定牢固。