1OM-1505-004_w.pdf - 第174页
1OM-1505 3. Specications of Printing Stencil Plate Making : Chap.5 5-23 (8) Material of Stencil Plate and Setting of Stencil Recognition Mark (8.1) Material of Stencil Plate • It is recommended that a metal mask made of…
1OM-1505
3. Specifications of Printing Stencil Plate Making : Chap.5
5-22
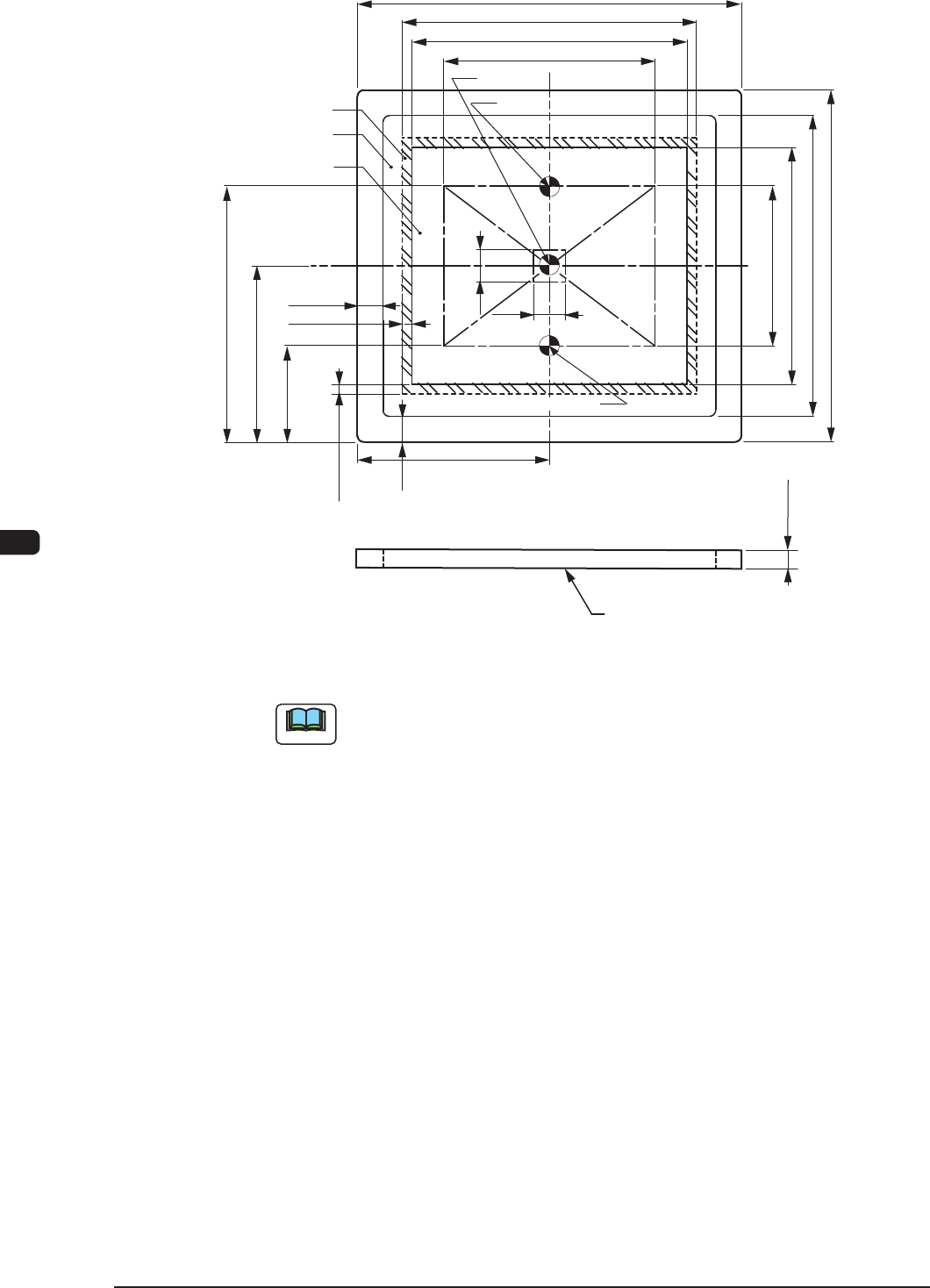
(7) Stencil Frame Size: 600 × 550 mm (Extended Width)
370
550
300 ± 1
600
40
15
04
51
50
50
Stencil Plate Center
Stencil Plate Rear Reference Point
Stencil Plate Front Reference Point
Mesh
Metal
Metal Size 460 or more
Metal Size 470 or more
430 or more
Stencil Side
Max. 250 (PCB Size)
150 ± 1
(Based on Frontr Reference Point)
Aluminum
Box Tubing
Max. 330 (PCB Size)
Margin for Paste
(Front Side of Machine)
275 ± 1 (Based on Center Reference Point)
400 ± 1 (Based on Rear Reference Point)
30 to 40
Unit: mm
F1E7
Note
(a) The two-dot chain line shows the external shape of the PCB.
(b) If combined with metal, the metal (460
×
470 mm)
should be located as
shown in F1E7
(c) The squeegee length of 350 mm or less should be used.
(d) For the option selection in the case of the stencil size "600
×
550 mm",
refer
to the "Stencil to be used".
1103-003
1OM-1505
3. Specications of Printing Stencil Plate Making : Chap.5
5-23
(8) Material of Stencil Plate and Setting of Stencil Recognition Mark
(8.1) Material of Stencil Plate
•
It is recommended that a metal mask made of stainless st
eel or full
additive Ni should be used.
•
The recognition may become unstable because the Cu-Ni
metal
mask has strong gloss on its surface.
Therefore, it is required to
reduce the gloss by delustering the mask surface (the range of 10 ×
10 mm around the center of the stencil recognition mark).
Note
The stencil recognition mark should make ample contrast with the
surroundings. (Prevention of False Recognition) When the mask
surface is honeycomb-processed, the area (10 × 10 mm around
the center of the stencil recognition mark) should not be processed
into a honeycomb type.
(8.2) Position of Stencil Recognition Mark
•
It is recommended that the stencil recognition mark be lo
cated at the
same position as the PCB Recognition mark on the PCB.
•
Use an etching positive
lm (a
lm used to make a stenci
l plate)
equivalent to the conductive land positive
lm (a le used to make a
PCB). (Improvement of Accuracy)
Note
Anything like a pattern similar to a stencil recognition mark
should not exist in the designated window.
(8.3) Shape of Stencil Recognition Mark
•
It is recommended that the shape of the stencil recognition mark be
the same as the PCB Recognition mark put on the PCB. A through
hole and a pad mark are excluded.
•
Refer to "Fiducial Marks" for the detailed information of the shape
and size of the stencil recognition mark.
1103-003
1OM-1505
3. Specications of Printing Stencil Plate Making : Chap.5
5-24
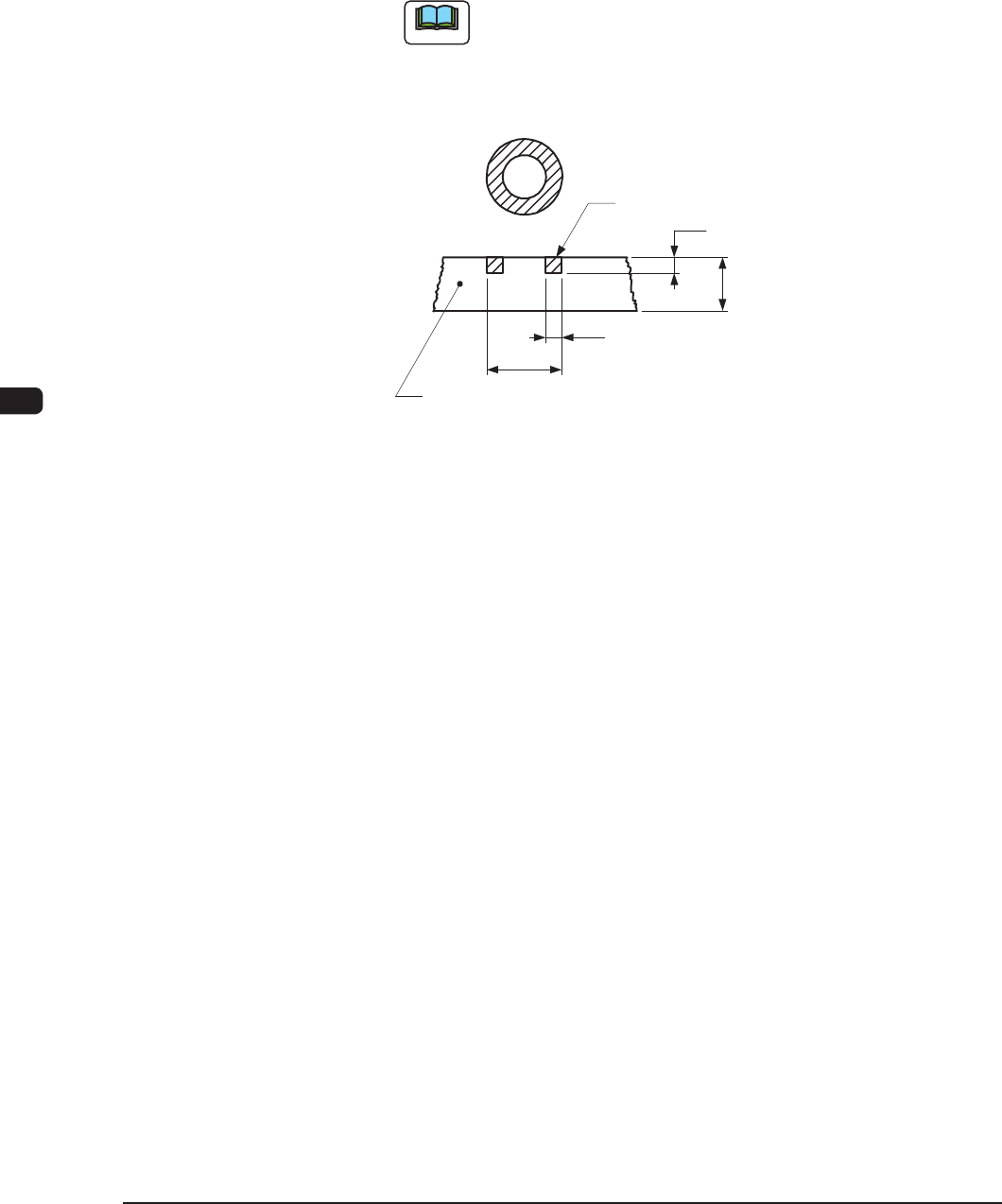
(8.4) How to make a stencil recognition mark
Method:
•
Engrave the stencil recognition mark by half-etching and bury epoxy
resin adhesive mixed with carbon powder into the grooves.
•
A
fter c
uring the adhesive, nish the surface of the stencil recognition
mark and the upper surface of the mask such that both surfaces
become flush. ( against the surface)
Note
A punched hole can be used as a stencil recognition mark if there
is no solder paste around the hole.
Example:
t / 2
Stencil Recongnition Mark
Stainless Metal Mask
1.0 to 2.0
0.35
t = 0.15 to 0.2
Unit : mm
F1E8
Reference Material:
•
Epoxy Resin/Sumitomo 3M/Base 1838B, Hardening Agent 18
38A
•
Carbon Powder/Nishimura Kokuen/Earthy Graphite, Particle Size 1.5
µm
0
-0.05
1103-002