1OM-1505-004_w.pdf - 第78页
1OM-1505 4. Screen Printing Procedure : Chap.1 1-23 0906-001 4.3 Printing Squeegee PCB T able Stencil F1A28 (1) One-W ay Printing When the squeegees are located at the rear side of the printing stroke, Squeegee B (rear) …
1OM-1505
1-22
4. Screen Printing Procedure : Chap.1
0906-001
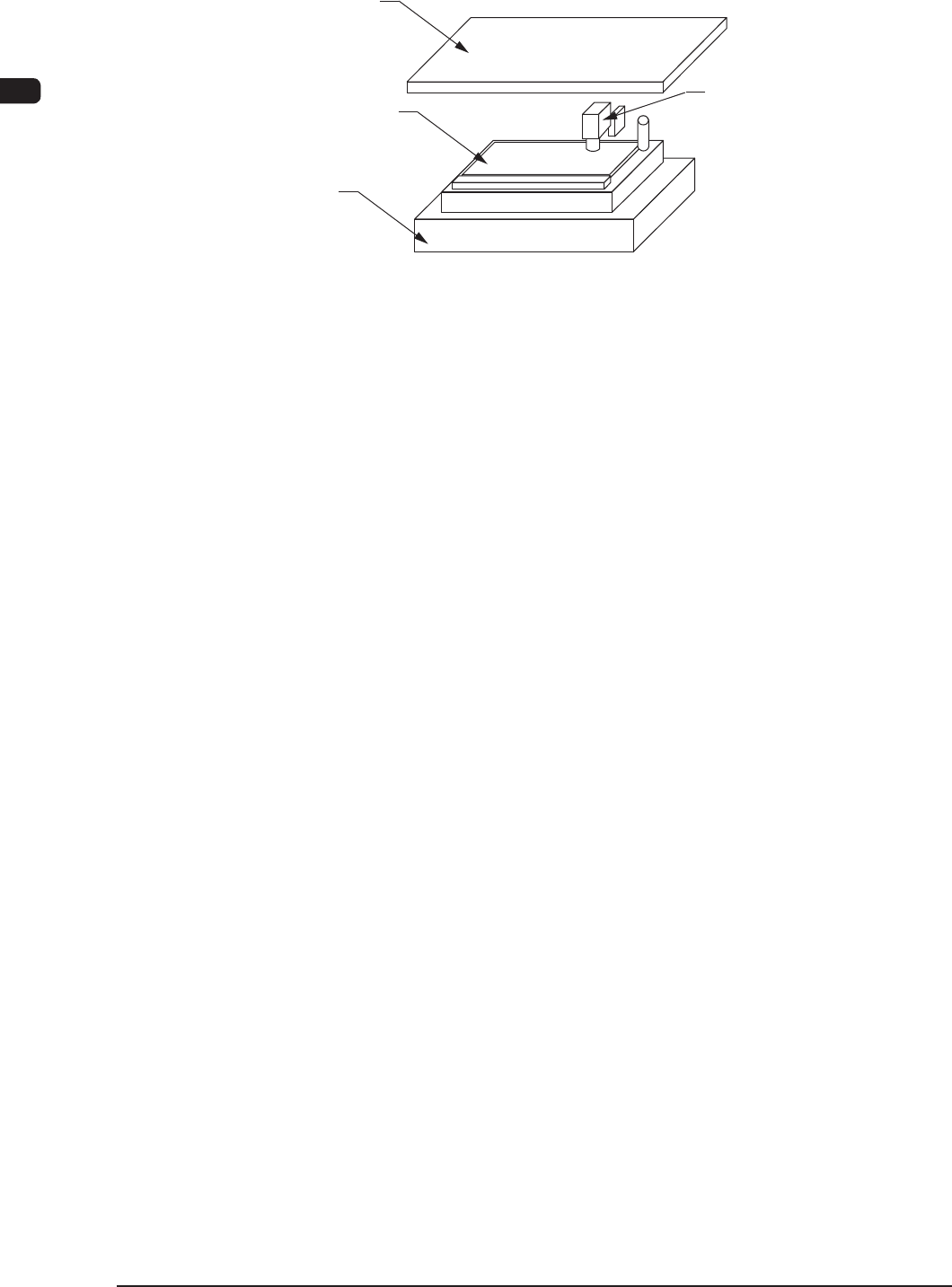
4.2 PEC Recognition
PCB
PEC Recognition Camera
Table
Stencil
F1A27
(1) The PEC recognition camera driving section moves in the X and Y directions
and recognizes two ducial marks. After the recognition, it is zeroed.
(2) The table Z-axis is lifted to the "Correction Movement Height".
(3) After the table has moved to the printing position, the location (coordinates)
of the table X and
θ
axis and the stencil Y axis is corrected as much as the
value calculated from the recognition results.
(4) The table Z axis moves up the table as far as the distance (gap) set up by the
pattern program data.
1OM-1505
4. Screen Printing Procedure : Chap.1
1-230906-001
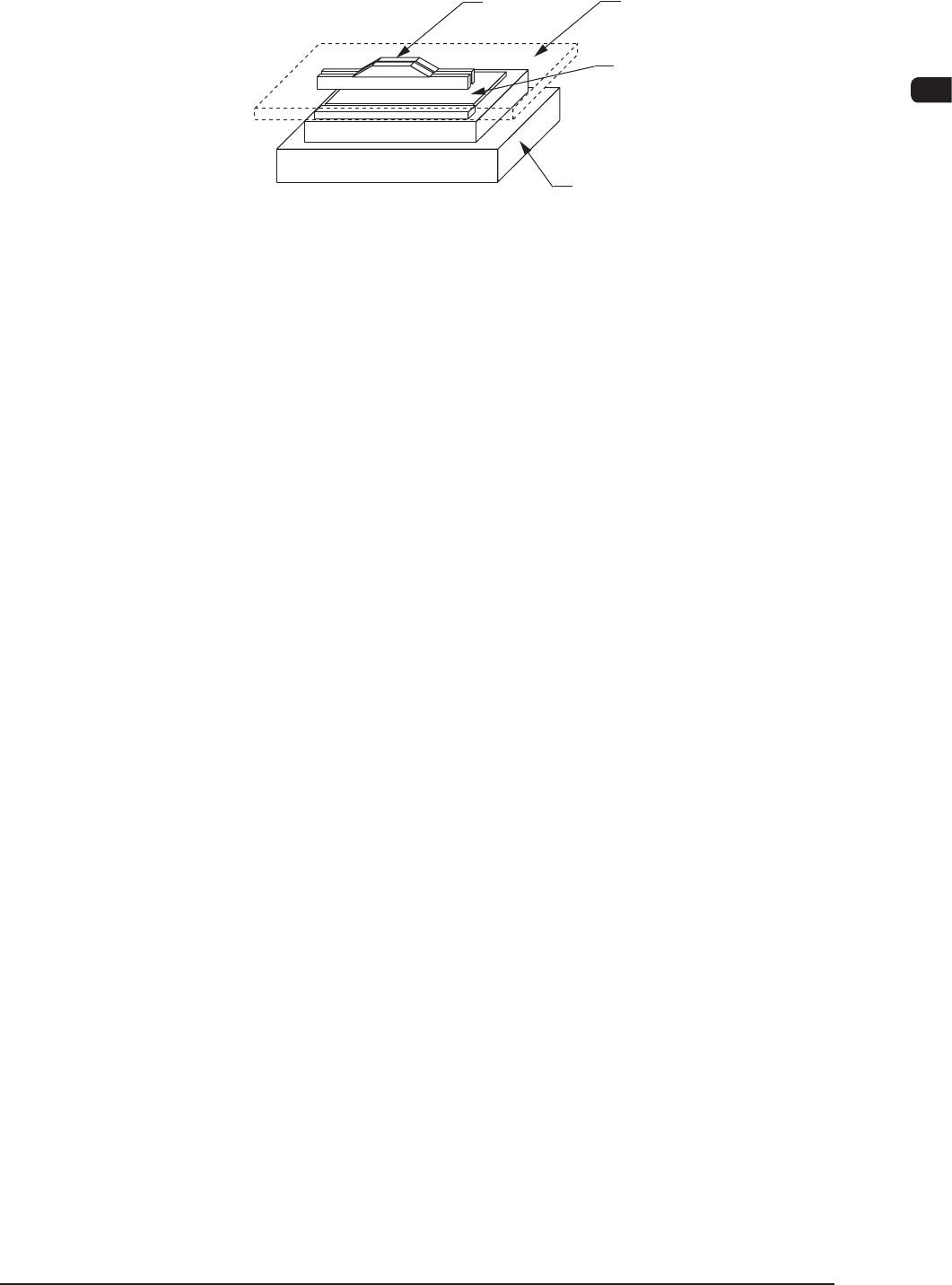
4.3 Printing
Squeegee
PCB
Table
Stencil
F1A28
(1) One-Way Printing
When the squeegees are located at the rear side of the printing stroke,
Squeegee B (rear) moves down and shifts to the front side for printing.
When the squeegees are located at the front side of the printing stroke,
Squeegee A (front) moves down and shifts to the rear side for printing.
Round-Way Printing
Squeegee A (front) moves down and shifts to the rear side. After printing, it
moves up at the rear side. Then, Squeegee B (rear) moves down and shifts to
the front side for printing.
(2)
After the squeegees are stopped and the table is lowered to the "Stencil
Separation Position" set in the "Pattern Program" window, the squeegees are
lifted.
(3) The table Z-axis is lowered to the "Correction Movement Height" and T
able
X-axis and
θ
-axis are moved to each home position.
(4) The table Z-axis is lowered to the PCB transfer height.

1OM-1505
1-24
4. Screen Printing Procedure : Chap.1
0906-001
4.4 PCB Output
Table
PCB Clamp
PCB Passage Detection Sensor
PCB Arrival Detection Sensor
PCB Backup Base
PCB
F1A29
(1) The horizontal clamp releases the PCB at the PCB positioning section and
the PCB backup base moves down. Then, the PCB is transferred onto the
belt conveyor at the PCB positioning section.
(2) When the R-conveyor and the conveyor in the PCB positioning section
are driven and the condition that the PCB has been transferred onto the
R-conveyor using the "PCB Pass Detection Sensor" is conrmed, the
conveyor in the PCB positioning section is stopped.
(3) When the PCB arrival detection sensor detects the PCB, the R conveyor
stops running.
(4) When the machine receives a PCB request signal from the output machine,
the R conveyor is driven to transfer the PCB to the output machine.
(5) When the PCB request signal stops coming from the output machine, the R
conveyor also stops running.