2OM-1751-003w_G5S.pdf - 第237页
2OM-1751 4-23 1303-001 [5] T otal components Shown is the number of picked components (the number of pickup operations). [6] T otal handling errors (A+B+C+G+L) Shown is the total number of component handling errors. [7] …
2OM-1751
4-22
3.2 "Mach.Prfrm," Tab Sheet
When the "Mach.Prfrm," tab is pressed in the "Manage" window, the following
tab sheet appears inside the window.
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
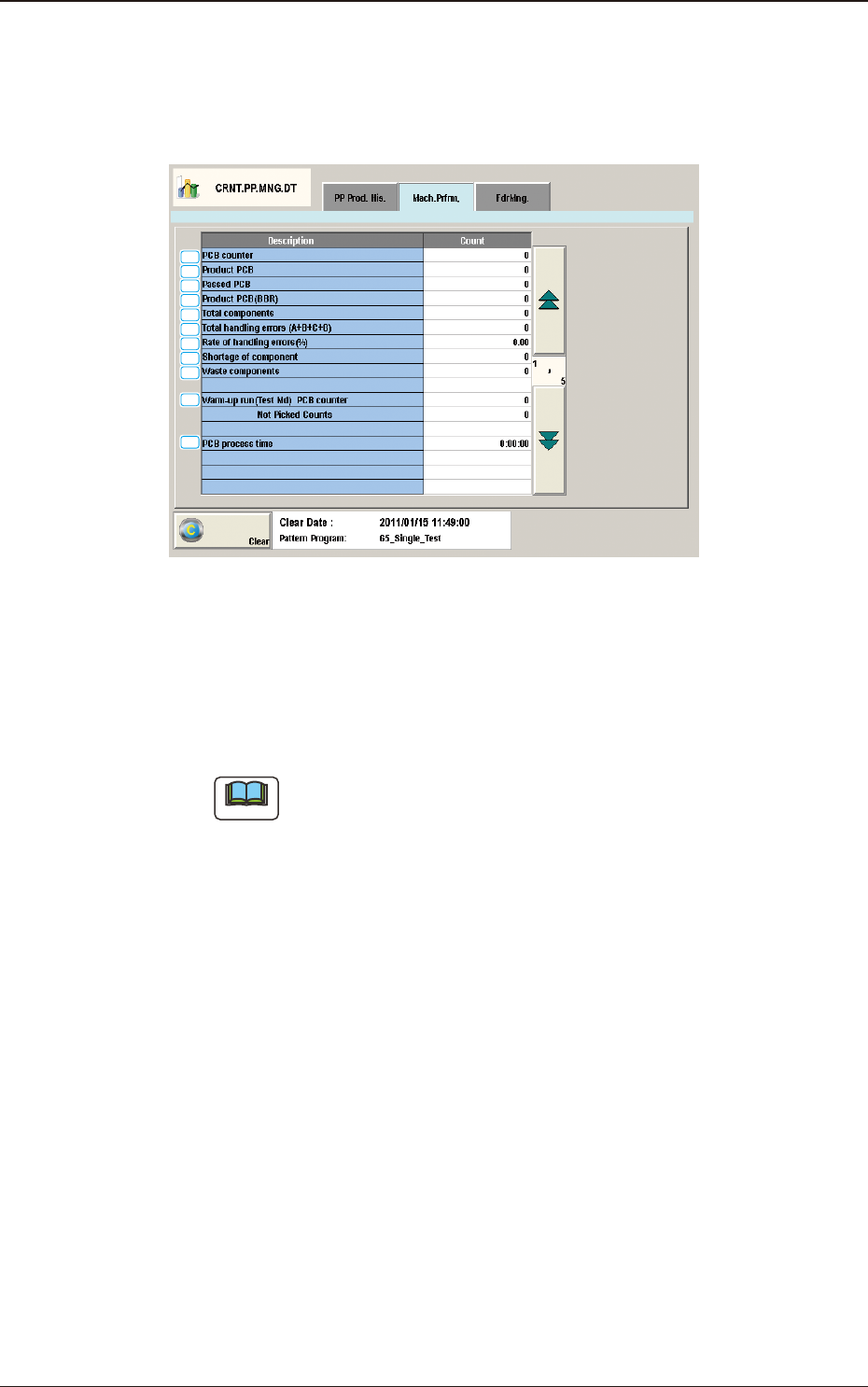
"Mach.Prfrm," Tab Sheet (1/5) F2D15
[1] PCB counter
Shown is the number of produced PCBs.
Counting is implemented when the X/Y beam is zeroed after component
placement operation (when a PCB is nished).
Note
When a particular pattern program is set several times as current one, the
sum total is computed.
[2] Product PCB
The number of produced unit PCBs on multi-unit PCB is summed up.
Counting is implemented when the X/Y beam is zeroed after component
placement operation (when a unit is nished).
When the bad board reject (BBR) function is used, defective unit PCBs are
excluded.
[3] Passed PCB
The number of passed PCBs is counted when the machine is set in the
"PASS" mode.
Counting is implemented when the PCB transfer starts (when the PCB on the
PCB positioning section is transferred to the output conveyor).
[4] Product PCB (BBR)
Shown is the number of defective PCBs summed up when the bad board
reject function (option) is used.
1303-001
3.2 "Mach.Prfrm," Tab Sheet
2OM-1751
4-231303-001
[5] Total components
Shown is the number of picked components (the number of pickup
operations).
[6] Total handling errors (A+B+C+G+L)
Shown is the total number of component handling errors.
[7] Rate of handling errors(%)
Shown is the percentage of handling errors per total number of picked
components.
[8] Shortage of component
Shown is the total time of the detected "Component Shortage".
[9] Waste components
Shown is the total number of components that were picked up but not placed.
Note
The indicated number of components represents the components that
were not placed due to a vertical component error (sensor), a component
recognition error, a component thickness error, interrupted production, the
detection (Bad Board Reject Function: Option) of a defective unit PCB.,
etc.
[10] Warm-up run(Test Md)
The data of the warm-up run (dry cycle) is counted.
PCB counter
The number of PCBs is counted when the machine is operated under the
following condition.
•
"TEST PATTERN" is enabled in the "4.3 Test Mode" tab sheet in
Chapter1.
•
"PCB Transfer Dsbl." Check Box Checked
(State in which no PCB is put in and out)
Not Picked Counts
The number of non-handling/non-placed actions is counted when the
machine is operated under the following condition.
•
"TEST PATTERN" is enabled in the "4.3 Test Mode" tab sheet in
Chapter1.
•
The "Handling/Place Disabled" or the "Vacuum/Blower Disabled" check
box is ticked.
Note
The number of non-handling and placement actions is counted although
the X/Y beam takes running actions.
3.2 "Mach.Prfrm," Tab Sheet
2OM-1751
4-241303-001
[11] PCB process time
The time period for the production of a single PCB is counted.
[12]
[13]
[14]
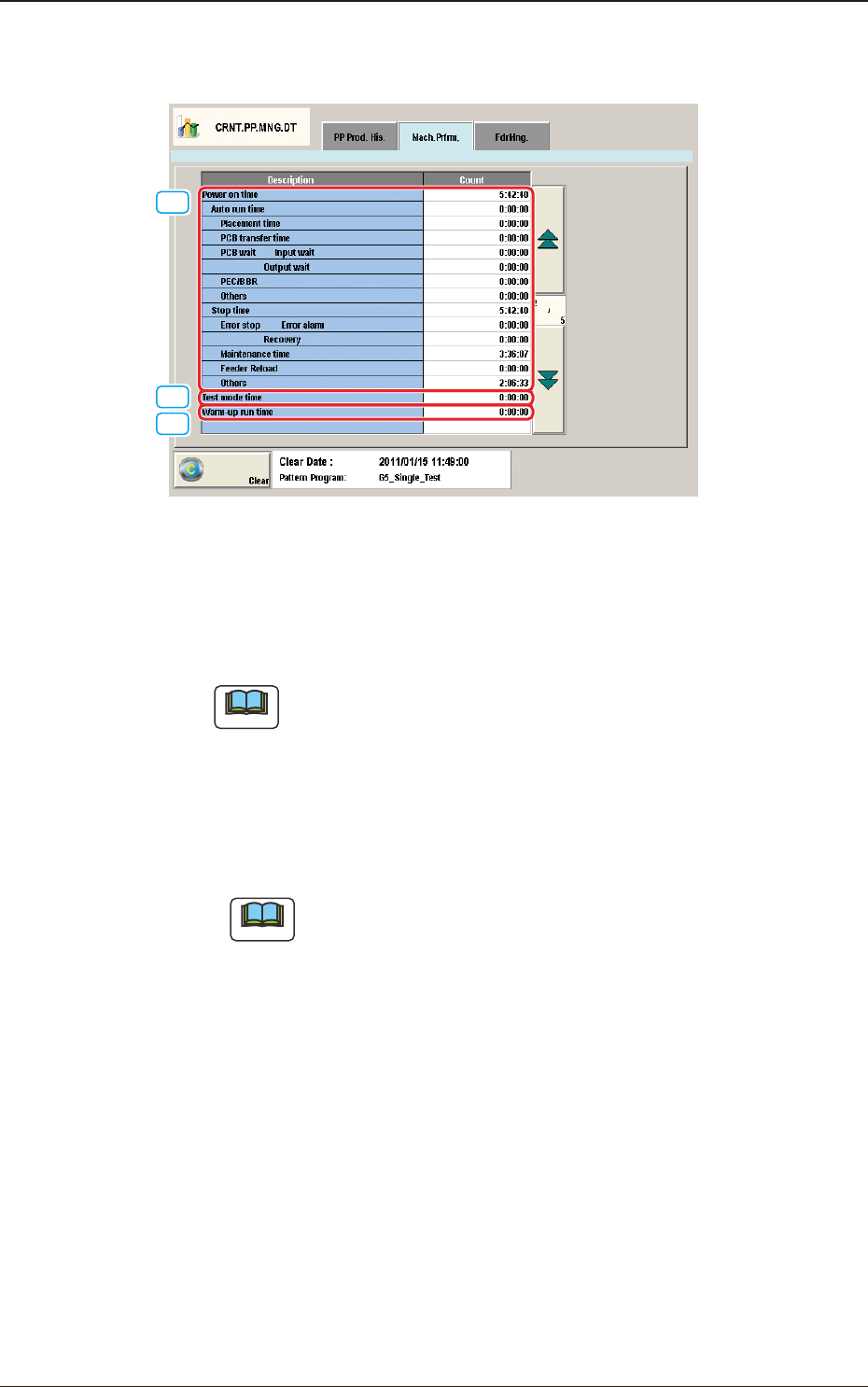
"Mach.Prfrm," Tab Sheet (2/5) F2D16
[12] Power on time
Shown is the period of time during which the control power of the machine
was working.
Note
Example:
10:03:50" (10 hours, 3 minutes, and 50 seconds)
Auto run time
Shown is the period of time during which the machine was running
automatically. When a particular pattern program is set several times as
current one, the sum total is computed.
Note
"Test RUN Time Period" is included.
Placement time
Shown is the time required to nish a PCB (from the rst to the last
component placement on one product PCB).
The essential component placement time is summed up. While the
machine is set in the "STOP" or the "PAUSE" mode or a step operation
is performed, the time is not measured.
This is used to calculate the average placement tact time per component.
PCB transfer time
Shown is the period of time during which Conveyor NL, NR and NA
are being activated.
3.2 "Mach.Prfrm," Tab Sheet