00195440-05-SG_D-Series_FSE-EN.pdf - 第157页
9 C&P Placement Heads 9.2.4 Preparing Nozzle 1 - Moving to Pickup Angle (0 ° or 90°) 9.2 Placement Procedure Student Guide SIPLACE D-Series (FSE) 157 9.2.4 9 . 2 . 4 P r e p a r in g N o z z le 1 - M o v in g t o P i…
9 C&P Placement Heads
9.2 Placement Procedure 9.2.3 Boards – Position Recognition
156 Student Guide SIPLACE D-Series (FSE)
can be programmed for position recognition. The fiducials should not be on the same line as one anoth-
er. In addition to determining the position of the board in the conveyor system, this 3rd fiducial enables
you to determine and correct any displacement within the board (jolted, stretched).
9.2.3.1
9.2.3.1 Temperature Compensation
Temperature Compensation
In addition to board recognition, SIPLACE D/Di-series machines perform temperature compensation
with the 2nd gantry in the placement area, through PCB position recognition. This compensates another
error source which could affect accuracy.
9.2.3.2
9.2.3.2 PCB Position Recognition - Centering the PCB Fiducials
PCB Position Recognition - Centering the PCB Fiducials
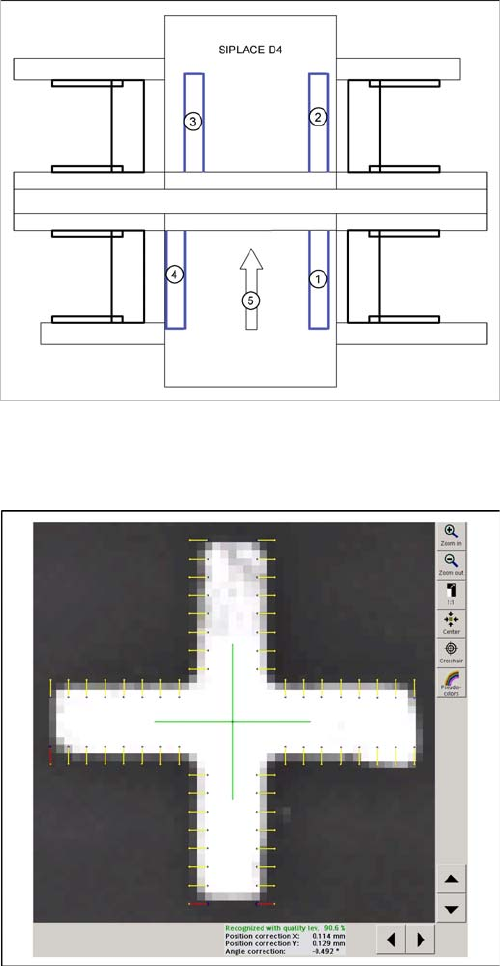
Board recognition in SIPLACE D4/D4i
Legend
1. Gantry 1
2. Gantry 2
3. Gantry 3
4. Gantry 4
5. Transport direction
Gantry 4: position recognition with max. 3 fiducials,
Gantry 2: position recognition with max. 2 fiducials, in PA
2 of D4/D4i
Gantries 1 and 3: Temperature compensation by ap-
proaching the fiducials - a position difference to gantry 4
or 2 is recognized by the Vision system and is then taken
into account and compensated in the following placement
procedure.
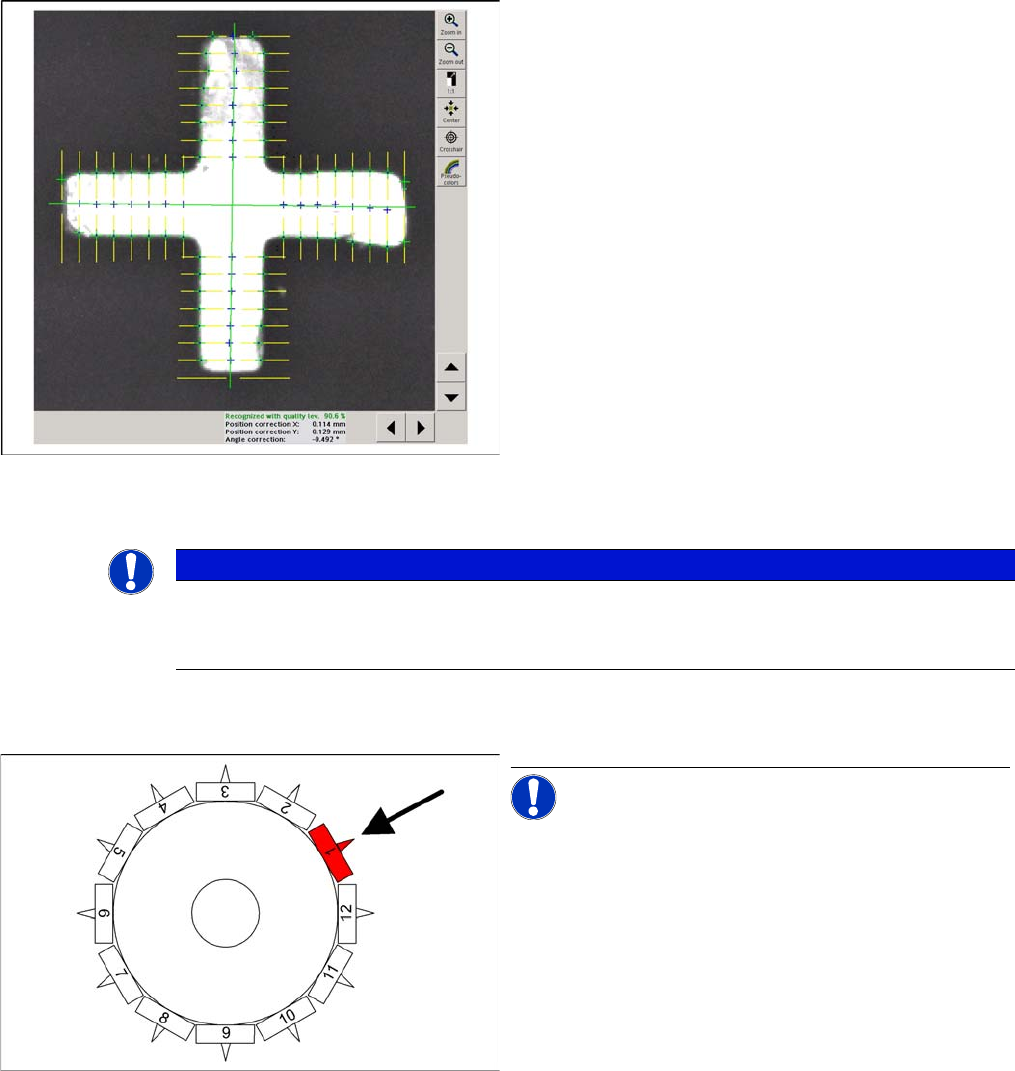
Grobzentrierschritt zur Markenzentrierung
A fiducial is expected at this target position. The PCB
camera moves out of the waiting position to this fiducial
position.
▪ PCB position recognition is performed, generally be-
fore the gantry takes up the 1st component.
▪ The gantry axes move the PCB camera to the theo-
retical fiducial position. The camera records an image
of the 1st fiducial. The Vision system calculates the
center position.
9 C&P Placement Heads
9.2.4 Preparing Nozzle 1 - Moving to Pickup Angle (0° or 90°) 9.2 Placement Procedure
Student Guide SIPLACE D-Series (FSE) 157
9.2.4
9.2.4 Preparing Nozzle 1 - Moving to Pickup Angle (0°or90°)
Preparing Nozzle 1 - Moving to Pickup Angle (0° or 90°)
Feinzentrierschritt zur Markenzentrierung und Markenpo
-
sitionsbestimmung
The centered fiducial now defines the actual position of
the board.
▪ The camera takes a shot of the 2nd fiducial and the
Vision system calculates the center of the image.
▪ A second calculation detects any deviation between
the target fiducial position and the position actually
determined.
▪ All PCB fiducials are optically centered using this
method.
▪ This data is then sent to the machine controller.
▪ The corrected values are then used for the X/Y and
angle positions of the board.
▪ The gantry axes now move the placement head to the
first pickup position.
NOTICE
SIPLACE Vision or synthetic fiducials
If synthetic fiducials are used, this does not change the procedure described; although inkspot
recognition is performed after fiducial recognition.
Rotating nozzle 1 to pickup angle (0° or 90°)
NOTICE! This step is only performed indepen-
dently before the very first pickup cycle.
▪ The star axis rotates to 240°. Nozzle 1 is now in the
DP station.
▪ The DP station swivels in and the DP axis control sys-
tem rotates the nozzle to its pickup angle of 0° or 90°
(default pickup angle).
▪ As soon as the nozzle reaches its position, an end
position signal is emitted and the DP station swivels
back.
The other nozzles on the head are then moved into their
pickup angles by further rotation of the star.
9 C&P Placement Heads
9.2 Placement Procedure 9.2.5 Checking the Nozzle Length for Component Recognition
158 Student Guide SIPLACE D-Series (FSE)
9.2.5
9.2.5 Checking the Nozzle Length for Component Recognition
Checking the Nozzle Length for Component Recognition
9.2.6
9.2.6 NOTE:
NOTE:
9.2.7
9.2.7 Detailed Rotation of DP Station 1.Swivel In
Detailed Rotation of DP Station 1. Swivel In
Checking the nozzle length "Component recognition be
-
fore placement by the component sensor"
NOTICE! This step is only performed indepen-
dently before the very first pickup cycle.
Measurement by the component sensor (optional) at ap-
prox. 315°:
▪ The component sensor measures the length of the
empty nozzle*. This measured length before pickup is
compared to the reference length of the nozzle.
▪ If a difference of -0.15 mm or +0.1 mm is found, the
gantry axes will move the placement head into the
service position for replacement of the nozzle.
▪ Measurement is performed "on the fly", during star
movement.
* A component which is to use this component sensor,
needs to be picked up for the segment concerned (com-
ponent presence check or height check with component
sensor).
All other "preconditions" also need to be fulfilled:
Installation/configuration of the option for this gantry and
the appropriate nozzle length.
NOTICE
You should already know the C&P6/12 placement sequence and the individual steps which run
parallel to this. We will therefore only explain the functional details of these individual steps.
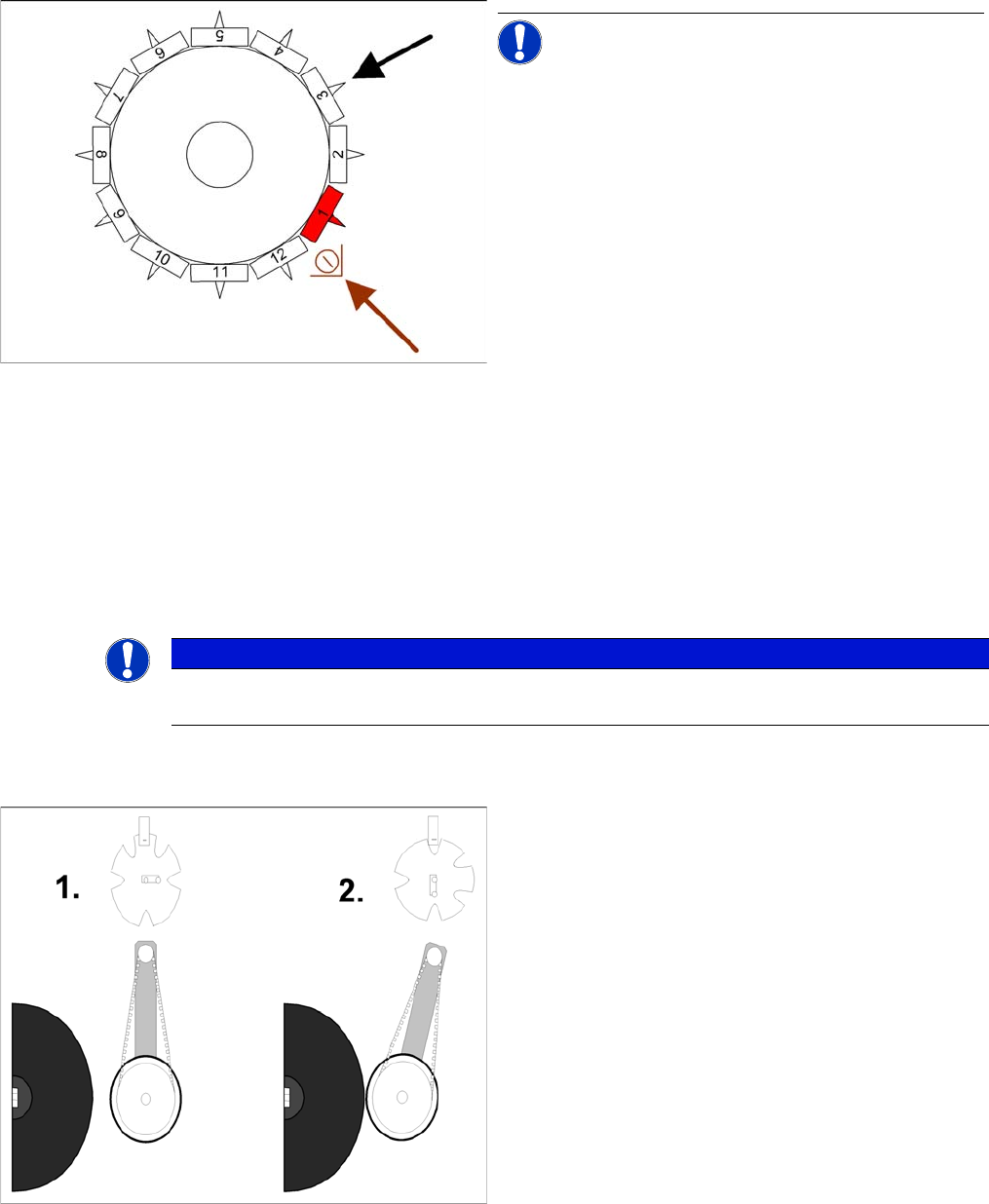
Detailed rotation of DP station, 1. Swivel in
▪ Diagram 1 shows the initial position (state after refer-
ence run).
▪ From the initial position, the stepping motor rotates by
90° for swivel-in.
▪ The DP station swivels in and contacts the sleeve (in-
cremental disk).
▪ The stepping motor is monitored by the light barrier
on the cam disk.
▪ Diagram 2 shows the status after swiveling in.
▪ This is the start command for the DP axis drive.