00195440-05-SG_D-Series_FSE-EN.pdf - 第186页
10 P&P and TWIN Heads 10.2 Twin Head Pickup and Place C ycle 10.2.3 Preparations for Co mponent Pickup (Module 2 ) 186 Student Guide SIPLACE D-Series (FSE) 10.2.3 1 0 . 2 . 3 P r e p a r a t io n s f o r C o m p o n …
10 P&P and TWIN Heads
10.2.2 Preparations for Component Pickup (Module 1) 10.2 Twin Head Pickup and Place Cycle
Student Guide SIPLACE D-Series (FSE) 185
10.2.2.1
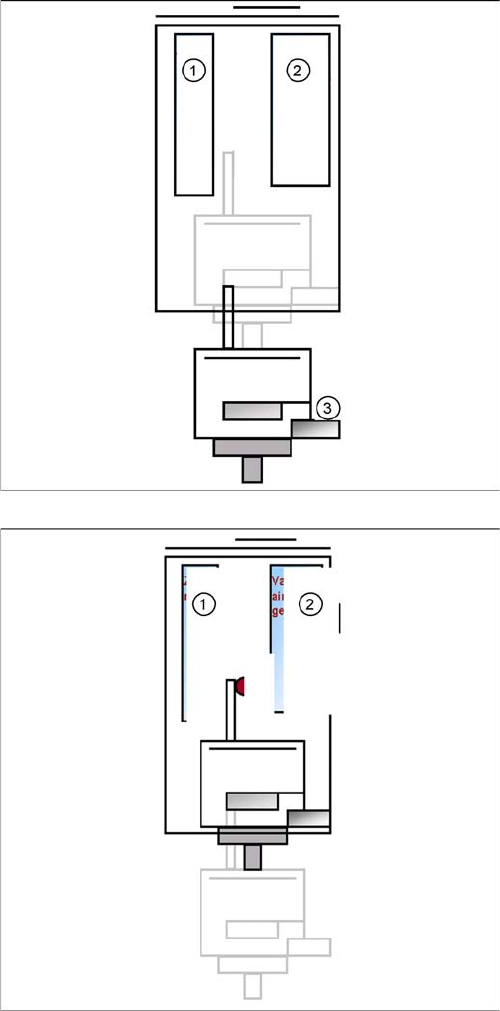
10.2.2.1 Component Pickup (Module1)
Component Pickup (Module 1)
Legend
1. Z-motor
2. Vacuum/air blast generator
3. Force sensor
▪ Z-axis moves downwards with standard mode (2 N
pickup force).
▪ On contact with the component, the force increases
to the programmed value.
▪ When this value is reached, the end signal is trig-
gered and the vacuum check is activated.
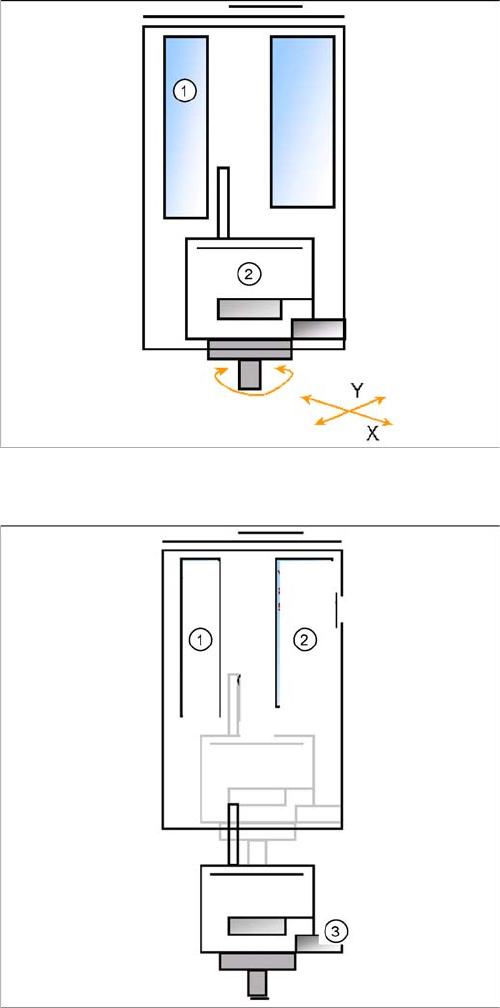
Legend
1. Z-motor
2. Vacuum/air blast generator
▪ The Z-axis moves upwards with standard travel
mode.
▪ Kommunikation mit BE-Wagen Förderer weitertakten
sobald die Z-Achs- Position "Sicherheitshöhe"
(25 mm für D3, 17 mm für D1/D1i für die BE-Unter-
seite) erreicht ist.
▪ When the Z-axis up end signal is emitted, the "com-
ponent on nozzle" vacuum check is performed.
▪ The D-axis is rotated to the placement angle (so that
only the component correction angle needs to be ro-
tated after centering).
▪ Preparation for continued pickup (component on
module 2).
10 P&P and TWIN Heads
10.2 Twin Head Pickup and Place Cycle 10.2.3 Preparations for Component Pickup (Module 2)
186 Student Guide SIPLACE D-Series (FSE)
10.2.3
10.2.3 Preparations for Component Pickup (Module 2)
Preparations for Component Pickup (Module 2)
10.2.3.1
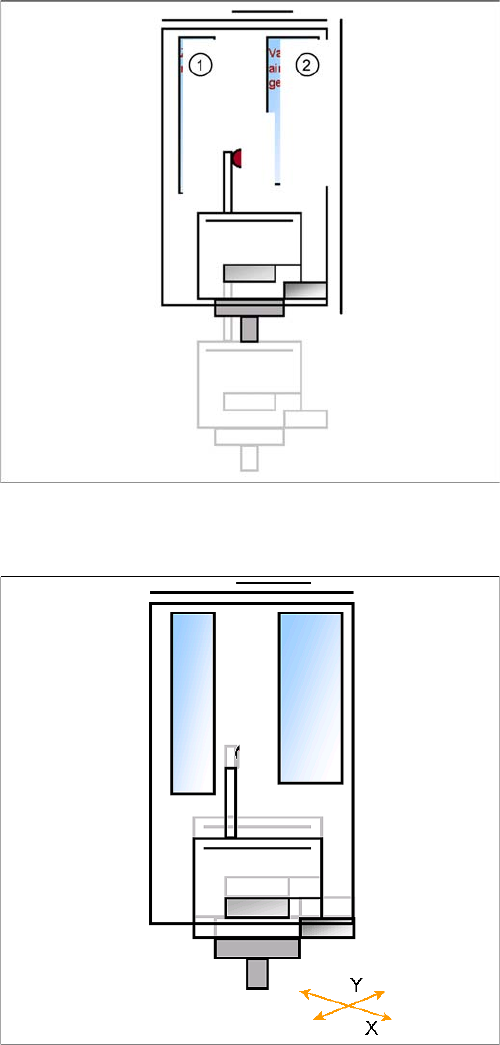
10.2.3.1 Picking up the Component (Module 2)
Picking up the Component (Module 2)
Legend
1. Z motor
2. D motor
Pick up with module 1 finished
▪ The X and Y gantry axes move to the feeder track or
pickup position.
▪ During gantry positioning, the module 2 D-axis ro-
tates to the pickup angle.
▪ Communication to component trolley ‘Feeder ready’
opens feeder pickup window.
Legend
1. Z motor
2. Vacuum/air blast generator
3. Force sensor
▪ Z Axis position downwards with Standard Pick up
mode at 2 N Pick up force.
▪ At contact with the component the force increase up
to the programmed value.
▪ At this force level the End signal is triggered and the
Vacuum controlling is activated.
10 P&P and TWIN Heads
10.2.4 Preparations for Placement (Module 1 Component) 10.2 Twin Head Pickup and Place Cycle
Student Guide SIPLACE D-Series (FSE) 187
10.2.4
10.2.4 Preparations for Placement (Module 1 Component)
Preparations for Placement (Module 1 Component)
Legend
1. Z motor
2. Vacuum/air blast generator
▪ When Vacuum threshold ‘Pick up’ is measured the Z
Axis movement upwards start with Standard-posi-
tioning mode.
▪ Communication to comp. table ‘index Feeder’ when
the Z Axis reached the "safety height" position.
▪ At end signal Z Axis top -> Vacuum check ‘comp. on
nozzle’
▪ The D-axis is rotated to the placement angle (so that
only the component correction angle needs to be ro-
tated after centering).
▪ Prepare optical centering with module 1
▪ The X/Y gantry axes move to the corrected place-
ment position.
▪ The D-axis rotates by the placement angle correction
value.