00195440-05-SG_D-Series_FSE-EN.pdf - 第215页
12 Modular Conveyor 12.1.9 Conveyor Control TSP 201 12.1 Functions Student Guide SIPLACE D-Series (FSE) 215 ▪ Setting the conveyor pa rameters (co nveyor spe ed) in SITEST ▪ Synchronou s transpo rt mode ▪ Calibrating the…

12 Modular Conveyor
12.1 Functions 12.1.4 Stopping the PCB
214 Student Guide SIPLACE D-Series (FSE)
A PCB moving control check the start- and arrival time at the conveyors. This is necessary because of
the PCB-information (bad mark -, PCB recognition) we transfer from PA1 to PA2. The operator is not
allowed to remove PCB’s from the intermediate conveyor.
12.1.4
12.1.4 Stopping the PCB
Stopping the PCB
The PCB in the placement area is recognized by a laser light barrier. The laser beam looks for the front
edge of the board and stops it, as a result there is no shock against the stopper. The positioning accuracy
of the clamped PCB is +/-0.5 mm -precise enough for PCB recognition.
12.1.5
12.1.5 "Long Board" Option HF
"Long Board" Option HF
In this option, the "long board" is clamped down twice, so that the placement head can reach the whole
board. In D4/D4i machines, this two-fold clamping is performed in placement area 2.
The following hardware for this option is fitted in the output conveyor of each lane:
▪ 1 mechanical stopper
▪ 1 ultrasound sensor
With this option the standard conveyor light barriers and lasers remain active!
12.1.6
12.1.6 "Alignment Pin" Option
"Alignment Pin" Option
This option is for unfavorable length/width relationships and/or for cut outs at the leading edge at a PCB
board Mechanical stopper pins are mounted on a flexible conveyor side at the lifting table. This option
can be enabled or disabled with a switch. The lifting table move up, so that the top of the pin is at the
same height as the board. The laser recognize the PCB board and the conveyor stops after a defined
time and the clamping is completed. The clearance under the PCB board is reduced to 25mm.
12.1.7
12.1.7 Lifting table
Lifting table
Depending on the version (single/dual conveyor), one or two independent lifting tables are used in each
placement area. The lifting table drive works indirectly via a pneumatic cylinder controlled by a 5/3-way
valve. PCB‘s of different thickness will automatically be compensated for. The PCB is guided in the Z
direction at four points on the lifting table plate. The lifting path is determined via a distance measuring
system.
The top position of the lifting table is identified by the position measuring system and a fork light barrier
for lane A and B. The top position of the lifting table and the correct clamping of the board are checked
in current mode via the conveyor motors. The lowest lifting table position is detected by the incremental
measuring system and an end position BERO on the pneumatic cylinder. The default clearance under
the PCB is 40 mm.
If you use a dual conveyor as a single conveyor you must couple both lifting tables.
12.1.8
12.1.8 Firmware Functions
Firmware Functions
▪ Transporting, clamping, temporarily storing the PCBs, positioning the PCB using a laser light barrier,
mechanical stopper for long PCBs as an option
▪ Single functions for controlling the conveyor
▪ Adjusting the conveyor width
▪ Controlling the inputs/outputs (using the SITEST program)
▪ Downloading the firmware via SITEST
NOTICE
Cause of Hazard
The red, 74 mm board supports, previously used for S20, F4, S25HM, S27HM, F5HM, HS50,
HS50+, are not suitable for use in HS60, HF, X or D/Di machines.
Use the black 94 mm board supports for HS60, HF, X and D/Di machines.
12 Modular Conveyor
12.1.9 Conveyor Control TSP 201 12.1 Functions
Student Guide SIPLACE D-Series (FSE) 215
▪ Setting the conveyor parameters (conveyor speed) in SITEST
▪ Synchronous transport mode
▪ Calibrating the conveyor sides (SITEST function)
▪ Saving the machine conveyor data
12.1.9
12.1.9 Conveyor Control TSP 201
Conveyor Control TSP 201
The conveyor control TSP 201 is used for the 3-part conveyor paths of the D1/D1i and D2/D2i machines.
It supports the following options:
▪ Left conveyor side fixed (default: right conveyor side fixed)
▪ "Long PCB" option
▪ PCB Alignment pin
▪ Vacuum tooling
▪ PCB barcode
▪ Interface for PCB handling signals with SCHEMA standard/ optional PCB handling signals for SIE-
MENS standard
12.1.10
12.1.10 Conveyor Control TSP 301
Conveyor Control TSP 301
The conveyor control TSP 301 is used for the 5-part conveyor paths of the D3 and D4/D4i machines. It
supports the following options:
▪ Left conveyor side fixed (default: right conveyor side fixed)
▪ "Long PCB" option
▪ PCB Alignment pin
▪ Vacuum tooling
▪ PCB barcode
▪ Interface for PCB handling signals with SCHEMA standard/ optional PCB handling signals for SIE-
MENS standard
12.1.11
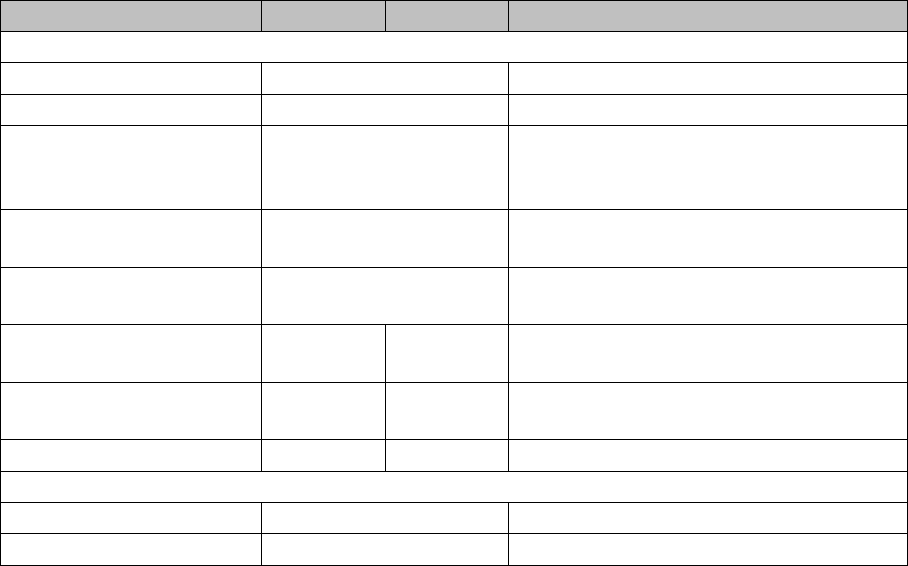
12.1.11 Overview – Conveyor Systems in D/Di-Series
Overview – Conveyor Systems in D/Di-Series
Assembly D4/D4i D3 5-part conveyor system
Conveyor control
TSP301 YES
Extension assembly for DT YES
SMEMA Option This may be the standard in the USA, mean-
ing that you would need other cables be-
tween the machines!
Siemens PCB handling in-
terface
Standard Switchable via jumpers but can NOT be ed-
ited in SITEST configuration window.
Conveyor (TSP) conversion
board
YES
Conveyor (TSP) side con-
version board
2 or 4 3 or 4
DIP switch 1, 2 ON
3-8 OFF
1 ON
2-8 OFF
Download eSW (firmware) 05 06
PCB recognition
Light barrier Transmitter red, left
PCB stop in PA Optical, LASER
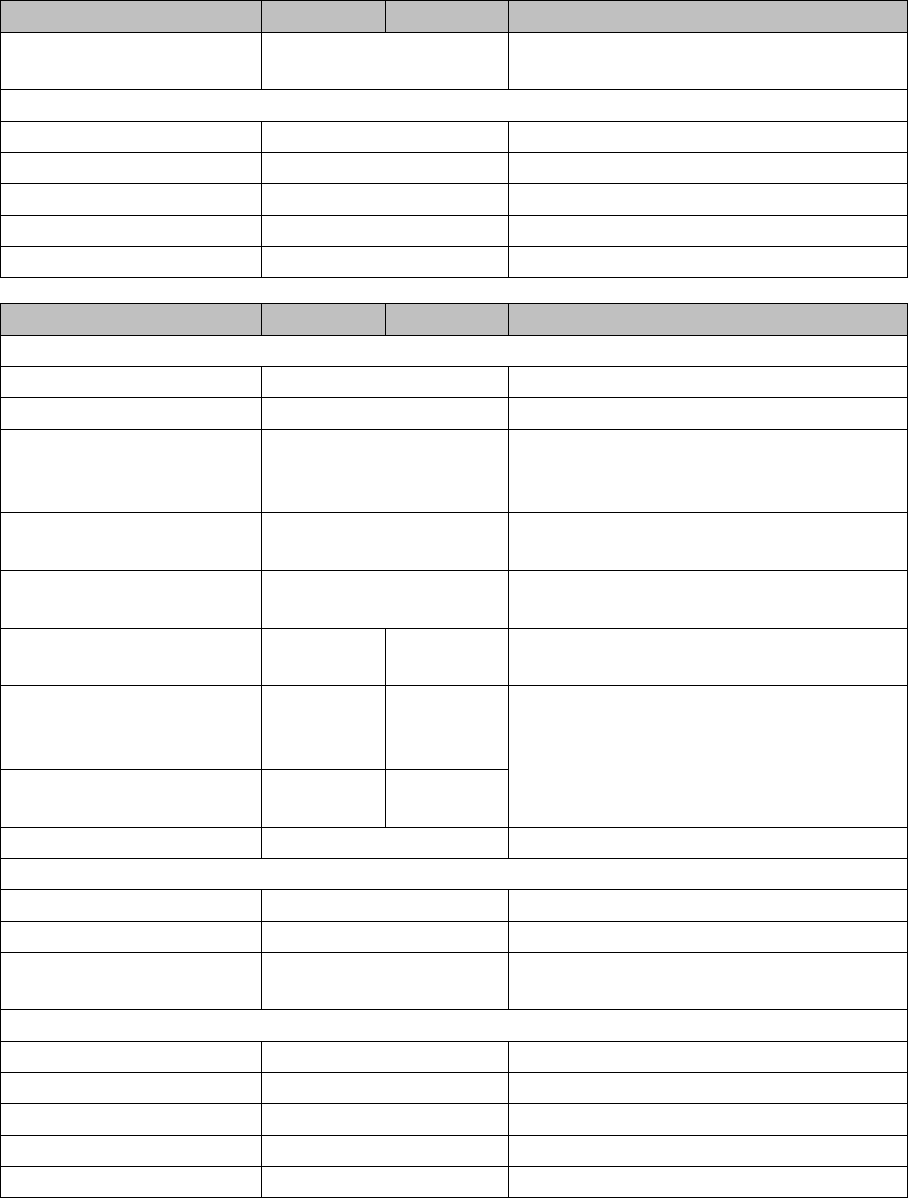
12 Modular Conveyor
12.1 Functions 12.1.11 Overview – Conveyor Systems in D/Di-Series
216 Student Guide SIPLACE D-Series (FSE)
Movement to LASER Time-controlled slow
speed
Lifting table
Clamping Upwards
Drive Pneumatic cylinder
Damper at top YES
Dual TSP lifting tables Can be coupled
PCB clamping length 368 mm Specified PCB clamping length: 460 mm
Assembly D2/D2i D1/D1i 3-part conveyor system
Conveyor control
TSP201 YES
Extension assembly for DT ---
SMEMA Option Can be switched via jumper and needs an
interface box and other cables between the
machines
Siemens PCB handling in-
terface
Standard
Conveyor (TSP) conversion
board
YES
Conveyor (TSP) side con-
version board
2 or 4 3 or 4
DIP switch, single conveyor 2, 4, 5 ON
1, 3, 6 OFF
2, 4 ON
1, 3, 5, 6
OFF
DIP switch (5) D2/D2i must be set, DIP
switch D1/D1i does not need to be set, as on
the label!
DIP switch, dual conveyor 1, 2, 4, 5 ON
3, 6 OFF
1, 2, 4 ON
3, 5, 6 OFF
Download eSW (firmware) 04
PCB recognition
Light barrier Transmitter red, left
PCB stop in PA Optical, LASER
Movement to LASER Time-controlled slow
speed
Lifting table
Clamping Upwards
Drive Pneumatic cylinder
Damper at top YES
Dual TSP lifting tables Can be coupled
PCB clamping length 440 mm Specified PCB length: 460 mm
Assembly D4/D4i D3 5-part conveyor system