80S-15贴片机.pdf - 第455页
10 Si plac e G au tom atic g lue ap plic ator SIPLA CE 80 S/80 F/G Servi ce Ma nua l Ed itio n 06 /98 10 - 16 10.2.5.1 Removal PLEASE NOTE It is not nece ssary to disma ntle the glue applica tion head in order to remove …
10 Siplace G automatic glue applicator SIPLACE 80S/80F/G Service Manual
Edition 06/98
10 - 12
10.2.4 Replacing the Z axis motor
PLEASE NOTE:
Do not remove the proximity switch (BERO) at the top of the motor flange when you replace the Z axis motor.
Do NOT change the initial tension of the cam disc bearing when replacing the Z axis motor.
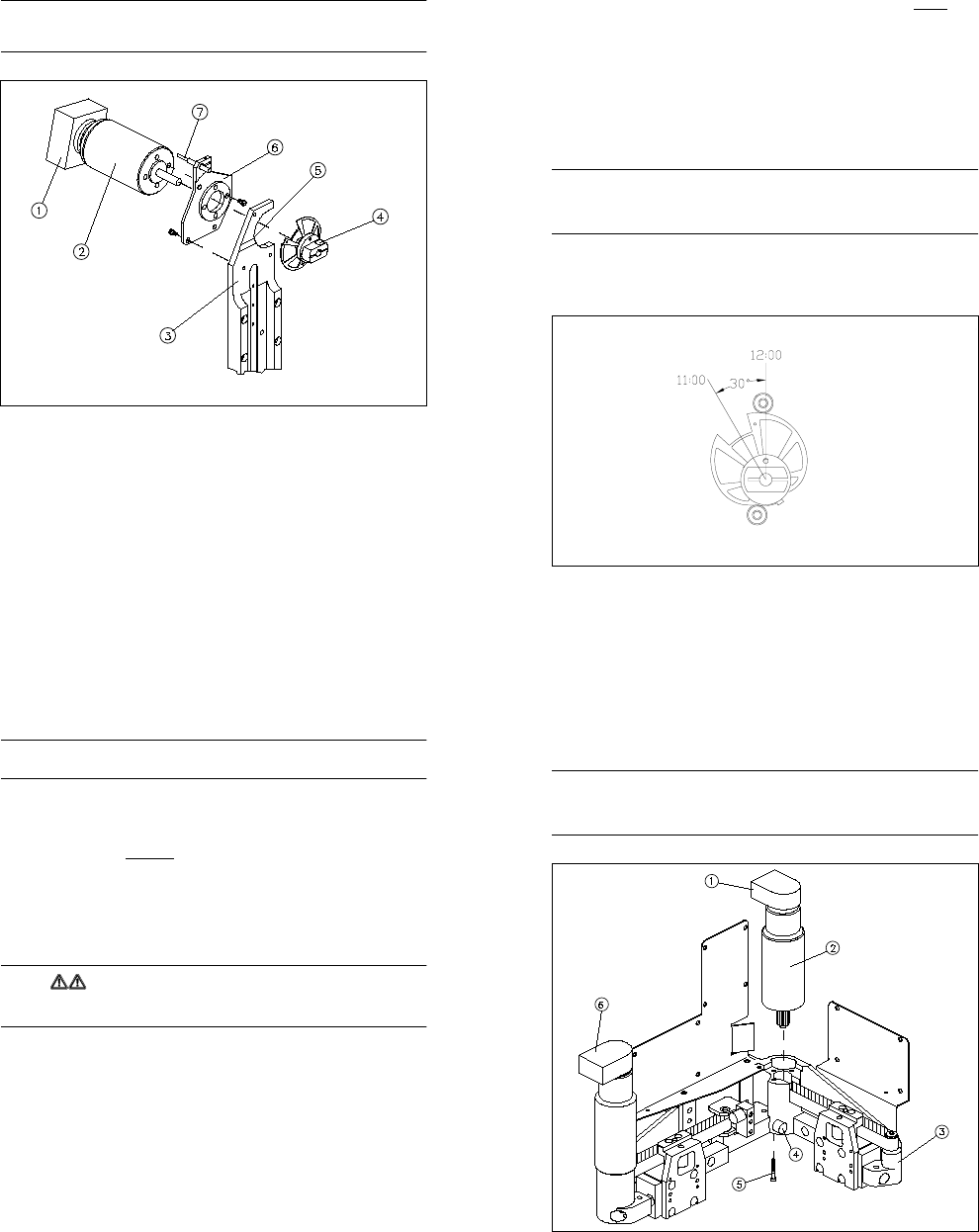
Fig. 10.2.2 Overview: Replacing the Z axis motor for the glue application head
Key to Fig. 10.2.2
1 Incremental encoder
2 Z axis motor
3 Motor support
4 Clamping screw for the hub of the cam disc
5 Round countersunk holes in the motor supports
6 Motor flange
7 Proximity switch (do not remove)
SIPLACE 80S/80F/G Service Manual 10 Siplace G automatic glue applicator
Edition 06/98
10 - 13
10.2.4.1 Removal
● To replace the z axis motor, remove the glue application head as described in Section 10.2.3.
● Loosen the clamping screw for the hub of the cam disc (M3 hexagon socket-head screw). DO NOT loosen
the screw for setting the initial tension of the cam disc bearing.
● Dismantle the motor flange from the motor support by loosening the three fixing screws
(M3 hexagon socket-head screws). These screws are accessible from the motor side.
● Pull the motor and the motor flange out from the back of the glue application head. At the same time, care-
fully remove the cam disc from the motor shaft. It is not necessary to change the initial tension of the cam
disc bearing to do this.
● Loosen the four fixing screws to dismantle the motor flange from the motor.
10.2.4.2 Installation
PLEASE NOTE:
Before assembling the motor flange, turn the motor so that the incremental encoder points downwards (plug
connection pointing to "6 o‘clock"). If the incremental encoder is pointing in another direction, there is a risk of
collision.
● Fit the motor flange to the motor by tightening the four fixing screws (M3 hexagon socket-head screws).
Please note that the incremental encoder must point downwards when the motor is installed.
● Insert the motor from the back into the motor support. At the same time, push the cam disc onto the motor
shaft. The recess in the cam disc should point to "11 o’clock" (see Fig. 10.2.3).
Fig. 10.2.3 Installation position for the cam disc of the z axis
10 Siplace G automatic glue applicator SIPLACE 80S/80F/G Service Manual
Edition 06/98
10 - 14
PLEASE NOTE:
During assembly, push the sides of the motor flange into the round countersunk hole in the motor support.
● Screw the motor flange to the motor support by tightening the three fixing screws. Please note the instruc-
tions above.
● Push the cam disc to the middle of the two cam disc bearings. The recess in the cam disc must be to the
left of the cam disc bearings, at the "11o‘clock" position (see Fig. 10.2.3). Lightly clamp the cam disc.
● Check that the cam disc lies against both cam disc bearings over the entire travel distance and that the
mechanism is running smoothly (you must always be able to turn the cam disc bearings). If this is not the
case, correct the installation position of the motor flange in the motor support.
● Leave the cam disc clamped lightly. Do not tighten it until you have set the zero point correction for the z
axis.
● Reconnect the three plugs (power supply, incremental encoder and inductive switch) to the gluing head
board. Fix the cable around the motor with a cable tie.
● Carry out a zero point correction for the z axis (see Section 10.3).
WARNING
The machine must not be started normally until the zero point correction has been carried out. You may only
load the SIKLEBER test program in order to determine the zero point correction for the z axis.
● Check the dynamic behavior settings for the z axis. If necessary, adjust the dynamic behavior as described
in Section 10.3.
● Calibrate the machine as described for situations 1 - 3 in Section 10.2.3.
SIPLACE 80S/80F/G Service Manual 10 Siplace G automatic glue applicator
Edition 06/98
10 - 15
10.2.5 Replacing the X2/Y2 axis direct-drive motor
PLEASE NOTE
The procedures for replacing the X2 and Y2-axis motors are almost identical. Conesequently, only replace-
ment of the Y2-axis motor will be described here. The wiring of the X2 and Y2-axis motors differs (reversed
direction of rotation at positive travel), so please note this when ordering spare parts.
Fig. 10.2.4 Overview: Replacing the Y2 axis direct-drive motor
Key to Fig. 10.2.4
1 / 6 Incremental encoder for the Y2/X2 axis motor (1 must be aligned at the back and 6 on the left)
2 Y2 axis direct-drive motor
3 Mini-gantry
4 Elastomeric spring (only has to be removed from the Y2 axis motor of the glue application head)
5 Fixing screws for the direct-drive motor (3 x, loosen fully)
10 Siplace G automatic glue applicator SIPLACE 80S/80F/G Service Manual
Edition 06/98
10 - 16
10.2.5.1 Removal
PLEASE NOTE
It is not necessary to dismantle the glue application head in order to remove the direct-drive motor. It is also
unnecessary to slacken the toothed belt.
● Detach the electrical connections on the direct-drive motor to be replaced. To do this, disconnect the two
plugs from the small axis conversion board at the top of the gantry. Remove the cable ties from the small
axis conversion board.
● Loosen the fixing screws on the direct-drive motor (3 x M3 hexagon socket-head screws). The fixing
screws can be accessed from the bottom of the mini-gantry.
For the Y2 axis direct-drive motor only: Remove the elastomeric spring before loosening the third fixing
screw. Hold a hammer at the top of the mini-gantry and tap the clamping collar holding the elastomeric
spring out from below. Use a 3.9 mm diameter drift punch. Then remove the elastomeric spring from the
mini-gantry.
● Lift the direct-drive motor out from the top of the mini-gantry.
10.2.5.2 Installation
● Place the new direct-drive motor in the mini-gantry, making sure that the toothed belt runs around the
toothed belt wheel. The incremental encoder on the direct-drive motor must be aligned at the back (away
from the glue application head).
● Screw in the three fixing screws of the direct-drive motor and secure with Loctite adhesive.
● Only for the Y2 axis direct-drive motor: Refit the elastomeric spring once you have tightened all three fixing
screws. Insert the elastomeric spring in the mini-gantry. Hold a hammer at the top of the mini-gantry and
then tap the clamping collar in from below.
● Connect the two plugs for the direct-drive motor to the small axis conversion board at the top of the gantry.
Fix the cable to the small axis conversion board once more using cable ties.
● Check the tension of the toothed belt and tighten, if necessary. A description of the tensioning process is
given in Section 10.3.
● Run the "Calibrate mini-gantry" function in order to determine the zero point correction and the minimum
and maximum travel distances.
● Check the dynamic behavior of the X2/Y2 axis. If necessary, set the dynamic behavior as described in
Section 10.3.
● Determine the offset between heads 1 and 2 and head 3 (see Section 10.3).
● Map the X2 and Y2 axis (see Section 10.3.3.6, page 10 - 30 -”Mapping the X2/Y2 axes (mini-gantry map-
ping)”).
SIPLACE 80S/80F/G Service Manual 10 Siplace G automatic glue applicator
Edition 06/98
10 - 17
10.2.6 Replacing the toothed belt (X2/Y2 axis drive)
PLEASE NOTE
The procedures for replacing the toothed belts for the X2 and Y2 axes are almost identical. Consequently,
only replacement of the X2 toothed belt will be described here.
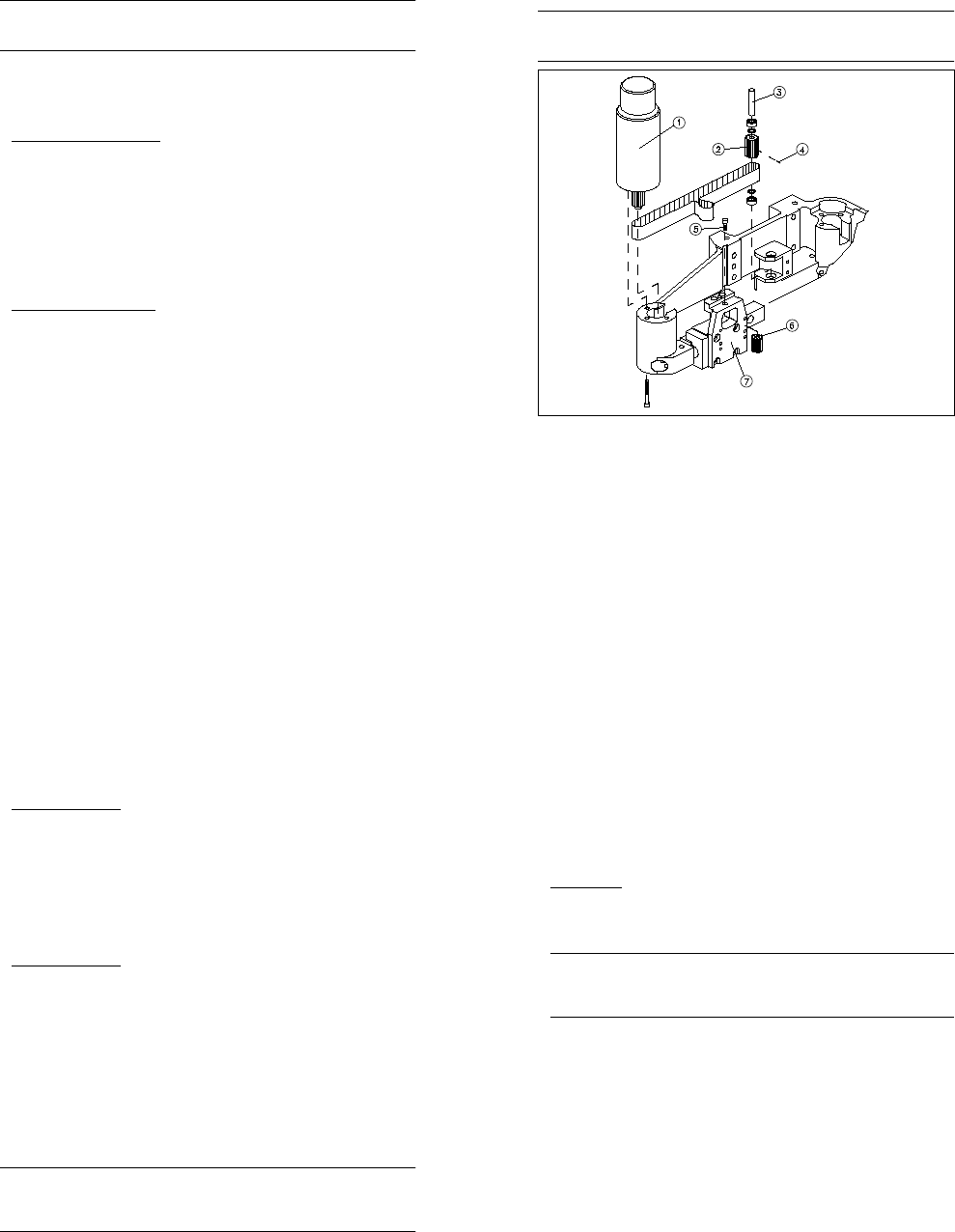
Fig. 10.2.5 Overview: Replacing the toothed belt (X2 axis)
Key to Fig. 10.2.5
1 X axis direct-drive motor
2 Synchronizing disc (deflection pulley)
3 Axle of the deflection pulley
4 Stud bolt for clamping the deflection pulley
5 Fixing screw of the idler pulley
6 Idler pulley
7 Angle bracket
10 Siplace G automatic glue applicator SIPLACE 80S/80F/G Service Manual
Edition 06/98
10 - 18
10.2.6.1 Removal
● Dismantle the direct-drive motor of the mini-gantry axis concerned (see previous section). Do not detach
the electrical connections from the direct-drive motor.
● Open the angle bracket by removing the fixing screw from the idler pulley (1 x M4 hexagon socket-head
screw). Then remove the idler pulley from the toothed belt fastener.
● For the X2 toothed belt only:
● Release the clamping on the deflection pulley. To do this, remove the small stud bolt in the teeth of the
deflection pulley (see Fig. 10.2.5).
● Using a drift punch (diameter 3.9 mm), tap the shaft of the deflection pulley out through the bottom.
● Remove the toothed belt from the machine.
10.2.6.2 Installation
● Thread the new toothed belt into the angle bracket.
● Insert the idler pulley in the angle bracket once more. The toothed belt must wrap around the idler pulley.
Do not fully tighten the fixing screw of the idler pulley.
● For the X2 toothed belt only:
● First place the toothed belt around the deflection pulley and then refit the deflection pulley.
● Clamp the deflection pulley by screwing the small grub screw back into the deflection pulley.
● Insert and tighten the screws of the direct-drive motor (see Section 10.2.5).
● Tension the toothed belt (see Section 10.3).
● Run the "Calibrate mini-gantry" function in order to determine the zero point correction and the minimum
and maximum travel distances.
● Check the dynamic behavior of the X2/Y2 axis. If necessary, set the dynamic behavior as described in
Section 10.3.
● Determine the offset between head 1 and 2 and head 3 (see Section 10.3).
● Map the X2 and Y2 axes (see Section 10.3).
10.2.7 Replacing the dispensing valve
PLEASE NOTE
The dispensing pressure unit has two valves: a dispensing valve and an air relief valve. Before replacing,
check which of the two valves is defective. Then order the correct replacement valve. Replacement of both
the dispensing valve and the air relief valve is described below.
SIPLACE 80S/80F/G Service Manual 10 Siplace G automatic glue applicator
Edition 06/98
10 - 19
10.2.7.1 Removal
● Detach the ribbon cable from the gluing head board of the glue application head. To do this, push down on
the plug retainers.
● Remove the entire dispensing pressure unit from the glue application head. To do this, loosen the fixing
screws on the mount or the separator (2 x M4 hexagon socket-head screws, see Fig. 10.2.6).
● Remove the three plugs from the controller of the dispensing valve/air relief valve (at the bottom of the glu-
ing head board).
● Loosen the four cap nuts and remove the gluing head board from the dispensing pressure unit. When you
do this, pull the pressure sensor connecting tube carefully from the dispensing pressure unit.
● Disconnect the dispensing pressure line from the quick-release coupling of the dispensing pressure unit.
● Disconnect the black air line from the gantry to the dispensing valve.
● Gluing head 2 only: Remove the separator from the dispensing pressure unit. To do this, loosen the fixing
screws on the separator (2 x M3 hexagon socket-head screws).
● First mark the position of the covers on the dispensing pressure unit. Then loosen the fixing screws on the
covers (4 x M3 spacer bolts plus 2 x M3 hexagon socket-head screws). Then carefully lift the cover.
● Remove the cover gasket.
PLEASE NOTE
Mark the position of the dispensing valve on the dispensing pressure unit before removing the valve. You
will also note that there is a hole drilled through one of the two fixing screws of the dispensing valve. Mark
the position of this fixing screw as well.
● Dismantle the dispensing valve by loosening the fixing screws (2 x M3 hexagon socket-head screws) on
the inside of the dispensing pressure unit.
● Loosen the fixing screw of the air relief valve (1 x M10 hex screw) on the inside of the dispensing pressure
unit using a special thin socket spanner.
● Remove the entire dispensing valve and air relief valve from the dispensing pressure unit.
10 Siplace G automatic glue applicator SIPLACE 80S/80F/G Service Manual
Edition 06/98
10 - 20
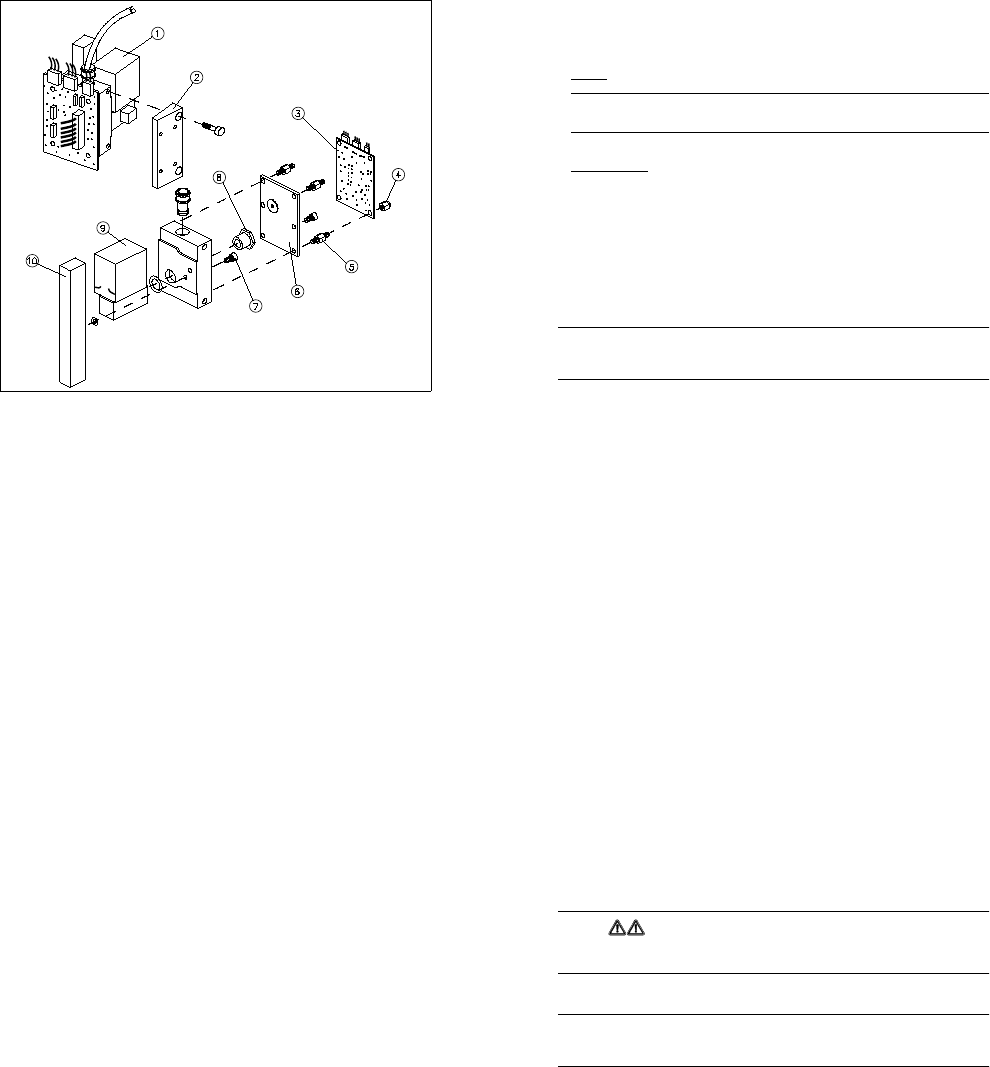
Fig. 10.2.6 Overview: Replacing the dispensing valve (glue application head 2)
Key to Fig. 10.2.6
1 Complete dispensing pressure unit
2 Separator
3 Conversion board for gluing head Y0052 (gluing head board)
4 Cap nut (4 x for fixing the gluing head board)
5 Spacer bolts
6 Cover
7 Drilled fixing screw for the dispensing pressure unit
8 Fixing screw for the air relief valves
9 Air relief valve
10 Dispensing valve
SIPLACE 80S/80F/G Service Manual 10 Siplace G automatic glue applicator
Edition 06/98
10 - 21
10.2.7.2 Installation
● Screw the new air relief valve firmly to the dispensing pressure unit. Replace the seal at the same time.
● Fit the new dispensing valve. Align it carefully against the installation marks. Screw the fixing screw with
the hole drilled through it into the hole you marked. Replace the seal at the same time.
● Replace the cover on the dispensing pressure unit. Align it carefully against the installation marks.
ALWAYS
replace the cover gasket.
PLEASE NOTE
The long threads of the spacer bolts are screwed into the dispensing pressure unit.
● Place the dispensing pressure line back on the dispensing pressure unit.
● Gluing head 2 only: Fit the separator on the dispensing pressure unit once more.
● Replace the gluing head board on the dispensing pressure unit. As you do so, carefully push the connect-
ing tube of the dispensing pressure sensor into the dispensing pressure unit. Then tighten the four cap
nuts. Do not forget the washers.
● Check the seals of the dispensing pressure unit (see Section 10.3).
● Fit the entire dispensing pressure unit on the glue application head once more.
● Reconnect the three plugs for controlling the dispensing valve/air relief valve to the gluing head board.
10.2.8 Replacing the reed switch/heat exchanger
PLEASE NOTE
On the glue application head, the heat exchanger, ribbon cable and reed switch form a single unit. Conse-
quently, the heat exchanger, ribbon cable and reed switch must all be replaced at the same time.
● Disconnect the ribbon cable of the heat exchanger from the gluing head board.
● Loosen the fixing screws (2 x M2 hexagon socket-head screws) to remove the two retaining plates from
the ribbon cable.
● Loosen the fixing screws on the heat exchanger (2 x M3 hexagon socket-head screws). Remove the heat
exchanger together with the reed switch and ribbon cable.
● Screw the new heat exchanger to the glue application head, pressing the heat exchanger down onto the
stop as you do so.
● Fit the two retaining plates on the ribbon cables. Make sure that the ribbon cable is laid correctly, so that
the z axis cannot be damaged if it moves.
● Connect the ribbon cable to the gluing head board once more.
● Carry out all the position corrections described under "Replacing the glue application head". See also the
PLEASE NOTE box in Section 10.2.3.2 "Installation".
10 Siplace G automatic glue applicator SIPLACE 80S/80F/G Service Manual
Edition 06/98
10 - 22
● Check the settings of the temperature sensors for the new heat exchangers. Adjust the temperature sen-
sor, if necessary (see Section 10.3).
● Once you have completed the settings, carry out a short functional test of the new reed switch/heat
exchanger.
SIPLACE 80S/80F/G Service Manual 10 Siplace G automatic glue applicator
Edition 06/98
10 - 23
10.3 Settings on the SIPLACE G automatic glue appli-
cator
10.3.1 Overview
This chapter describes the settings for the SIPLACE G glue application heads. Always follow the safety
instructions in Section 10.2.1 when changing the settings.
WARNING
Many of the settings are changed using the SIKLEBER test program. The SIKLEBER test program must only
be used by authorized Siemens AG personnel who have been trained in the use of the program.
The description of the settings relates to version 5.xx of the SIKLEBER test program.
PLEASE NOTE
Use the "Store MA data" function to check that the data has been saved under the name "REAL.MA". If this is
not the case, modify the file name in the "Name" menu option.
10.3.1.1 Tools required
You will need the equipment listed in this section in order to change the settings of the glue application heads.
- 1 digital multimeter (Multizet)
- 1 four-channel storage oscillograph (a two-channel storage oscillograph could also be used)
- 1 axis testing device
- 1 compressed air measuring device (digital)
- 1 belt tension measuring device
- 1 SIKLEBER test program, version 5.xx
- 1 aluminum test PCB (approximately 250 mm x 350 mm x 2 mm)
- 1 machine zero point gauge
- 1adjusting screwdriver
- 1 set of hexagon socket screw keys
- 1 x diagonal cutter, small