Ersa HF3_20 操作说明.pdf - 第134页
6|功能描述 b) 选择文件。 按照屏幕上的说明进行操作。 ð 设置被导入并可以被使用。 Ersa GmbH 操作说明_HF3_20_zh|Rev. 7|2017/10/25 134/600
6|功能描述
a) 在 [激活] 列中激活复选框。
ð 接通过程已激活,并已执行。
ü 接受设置,关闭页面。
a) 点击按钮
接受一个设置。
b) 点击
关闭页面。
机器要在连续运行模式下运行整整一周:
ü [开始生产时间]:
a) 请在 [工作日] 下拉菜单中选择 [星期一] 条目。
b) 请在输入框 [时间] 中输入接通时间 00:00 点。
ð 输入了开始生产时间。
ü [结束生产时间]:
a) 请在 [工作日] 下拉菜单中选择 [星期日] 条目。
b) 请在输入框 [时间] 中输入关闭时间 23:59 点。
ð 输入了结束生产时间。
ü 激活接通过程:
a) 在 [激活] 列中激活复选框。
ð 接通过程已激活,并已执行。
在生产时间开始时自动启动焊接程序。
ü 自动启动焊接程序:
ü 为执行该功能,电脑必须运行,并激活 Ersasoft。否则无法启动焊接程
序!
a) 在 [生产时间开始时启动焊接程序] 框中将复选框 [激活] 激活。
b) 点击输入框 [程序库]。
ð 对话框 [选择焊接程序] 将会打开。
c) 在 [程序库] 框中选择保存焊接程序的数据库。
d) 在 [程序] 框中选择在开始生产时间应启动的焊接程序。
ð 选定的焊接程序作用于每个接通过程。只能规定一个焊接程序。
e) 点击按键
。
ð 将 [程序库] 和 [程序] 保存到输入框中。
ð 现在在开始生产时间自动启动焊接程序。
ü 接受设置,关闭页面。
a) 点击按钮
接受一个设置。
b) 点击
关闭页面。
6.6.4 保存并载入开关机时间。
你可以保存所执行的设置并可以随时将它们进行重新导入。
ü 存储开关机时间:
a) 点击按钮
。
ð 会出现一个对话框。
b) 指定一个文件名。 文件会自动收到一个文件扩展名[.time]。 按照屏幕
上的说明进行操作。
ð 这些设置被存储。
ü 导入开关机时间:
a) 点击按钮
。
ð 会出现一个对话框。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 133/600

6|功能描述
b) 选择文件。 按照屏幕上的说明进行操作。
ð 设置被导入并可以被使用。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 134/600
6|功能描述
6.6.5 [预开机时间]设置页面
为了使机器在预定的时间里准备就绪,必须向定时器通告各个单元的技术设定
预开机时间。 周定时器需要这些值来计算ON 开机时间。
ü 设置预开机时间:
a) 点击[周时表]设置页面中的
按钮。
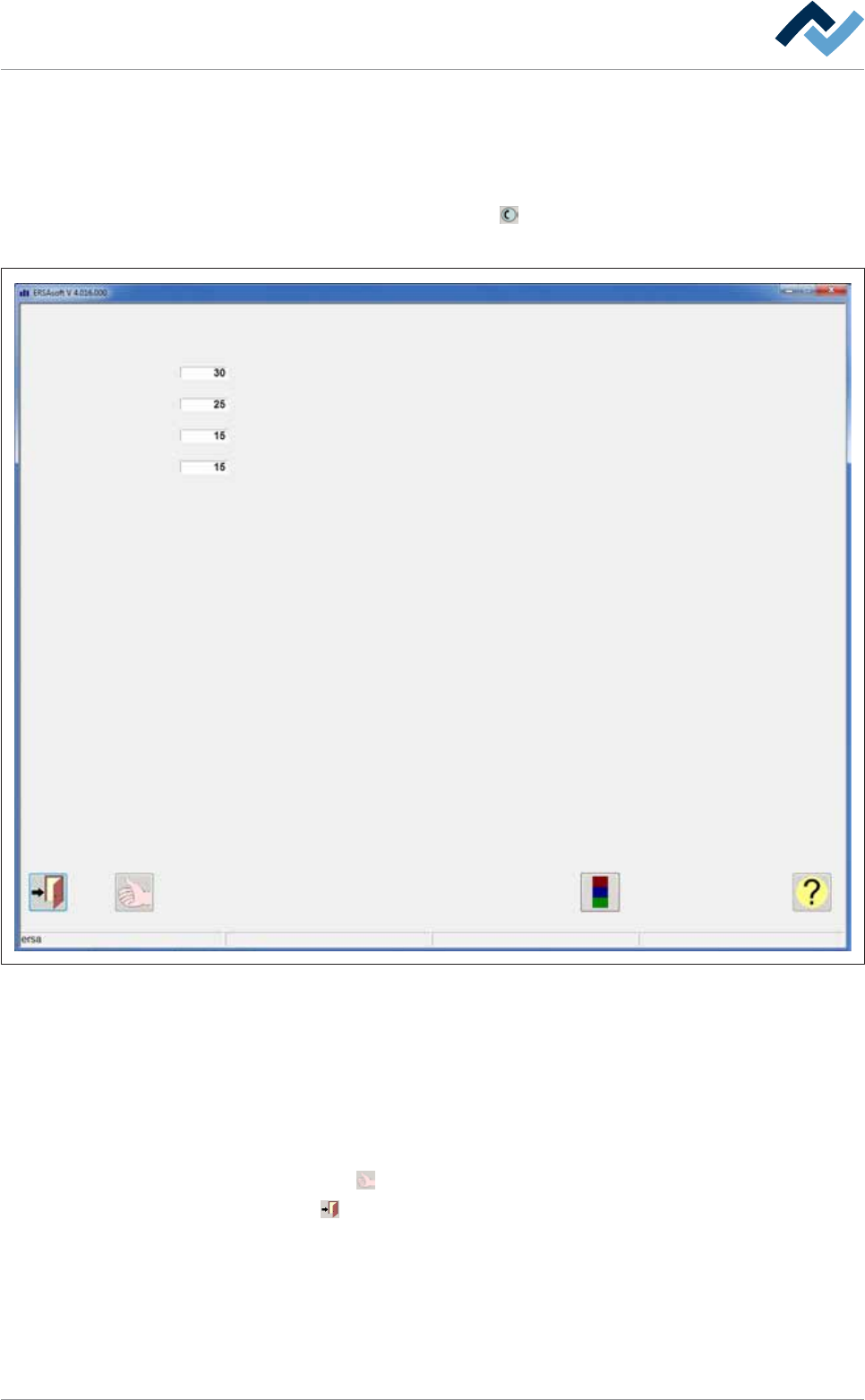
ð 会出现[提前开启时间]设置页面:
提前开启时间
设置
风扇马达
加热区
冷却区
氮气
分钟
分钟
分钟
分钟
维护模式
图37:
[预开机时间]设置页面
b) 点击[风扇马达]输入区域并输入对流需要到达设定值所需要的时间。
c) 点击 [加热区]输入区域并输入加热器到达设定值所需要的时间。
d) 点击 [冷却区]输入区域并输入冷却系统到达设定值所需要的时间。
e) 点击 [氮气]输入区域并输入氮气系统到达设定值所需要的时间。
ð 此程序完成。
ü 接受设置,关闭页面。
a) 点击按钮
接受一个设置。
b) 点击
关闭页面。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 135/600