Ersa HF3_20 操作说明.pdf - 第159页
6|功能描述 打开 [EPC] 页面。 打开 [概要] 页面。 所有在焊接程序中应用的设置都会清晰地显示出来,并 可以对焊接程序进行打印。 在底部工具栏中设有以下按键: [机器]读取所有机器当前的设置并且会将所有的参数传递到当前焊接程序中。 如果机器已经在很大程序上被设置好,你可以使用这个功能从获得的设置上创 建一个焊接程序。 保存一个焊接程序。 这一功能会保存所有在当前焊接程序上的设置。 创建的 文件会自动收到一个文件扩展名[.x…
6|功能描述
输入信息文本:
ü 输入一段信息文本:
a) 在输入框 [信息文字:] 中为焊接程序输入一段说明性文本。
读取信息:
ü [时间]
a) 您可在此处查看最后一次保存焊接程序的时间。
ü [用户]
a) 您可在此处查看最后一次是由哪位用户保存的焊接程序。
ü [程序库]
a) 您可在此处查看焊接程序保存在哪个数据库中。
ü [版本:]
a) 您可在此处查看最后一次保存的是哪个版本。在每次保存过程结束之后,
提高该编号。
ü [历史:]:
a) 显示焊接程序所有已进行过的修改:修改的时间点、进行修改的用户以及
所作修改的类型。
ð 现在,您可以创建焊接程序。为此,请使用以下功能:
在顶部工具栏中设有以下按键:
打开 [常规] 页面。 在创建了焊接程序后,你必须返回这个页面来保存焊接
程序。
提示
作出的修改什么时候开始有效:
如果你修改了焊接程序中的参数,焊接程序已经被保存并激活,这些修改将只能
传递到机器上。
在创建焊接程序时要经常保存,以防数据丢失。 在保存时,会将焊接程序的前
一版本也自动存档。
打开[区] 页面。
打开[传输轨道 / 传送宽度调节] 页面。
打开 [氮气/氧气] 页面。
打开 [板子检测] 页面。
打开 [冷却] 页面。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 158/600
6|功能描述
打开 [EPC] 页面。
打开 [概要] 页面。 所有在焊接程序中应用的设置都会清晰地显示出来,并
可以对焊接程序进行打印。
在底部工具栏中设有以下按键:
[机器]读取所有机器当前的设置并且会将所有的参数传递到当前焊接程序中。
如果机器已经在很大程序上被设置好,你可以使用这个功能从获得的设置上创
建一个焊接程序。
保存一个焊接程序。 这一功能会保存所有在当前焊接程序上的设置。 创建的
文件会自动收到一个文件扩展名[.xml]。
[钎焊程序的有效性] 检查当前焊接程序是否有效。
点击
关闭页面。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 159/600
6|功能描述
6.9.4 [区域] 编辑页面
在该对话框中可以输入顶部和底部区域的额定值和公差范围。
ü 打开输入对话框 [区]:
a) 在对话框 [常规] 顶部工具栏中点击按键
。
ð 输入对话框 [区] 将会打开:
表格触摸输入
风扇马达
顶部变频器1 顶部变频器2
冷却区变频器
冷却区开关
底部变频器1 底部变频器2
激活 激活
激活
激活
激活 激活
设定
%
%
%
%
%
维护模式
顶部设定值
公差 +
公差 -
风扇马达回转数[%]
底部设定值
公差 +
公差 -
设定
设定
设定
设定
风扇马达回转数[%]
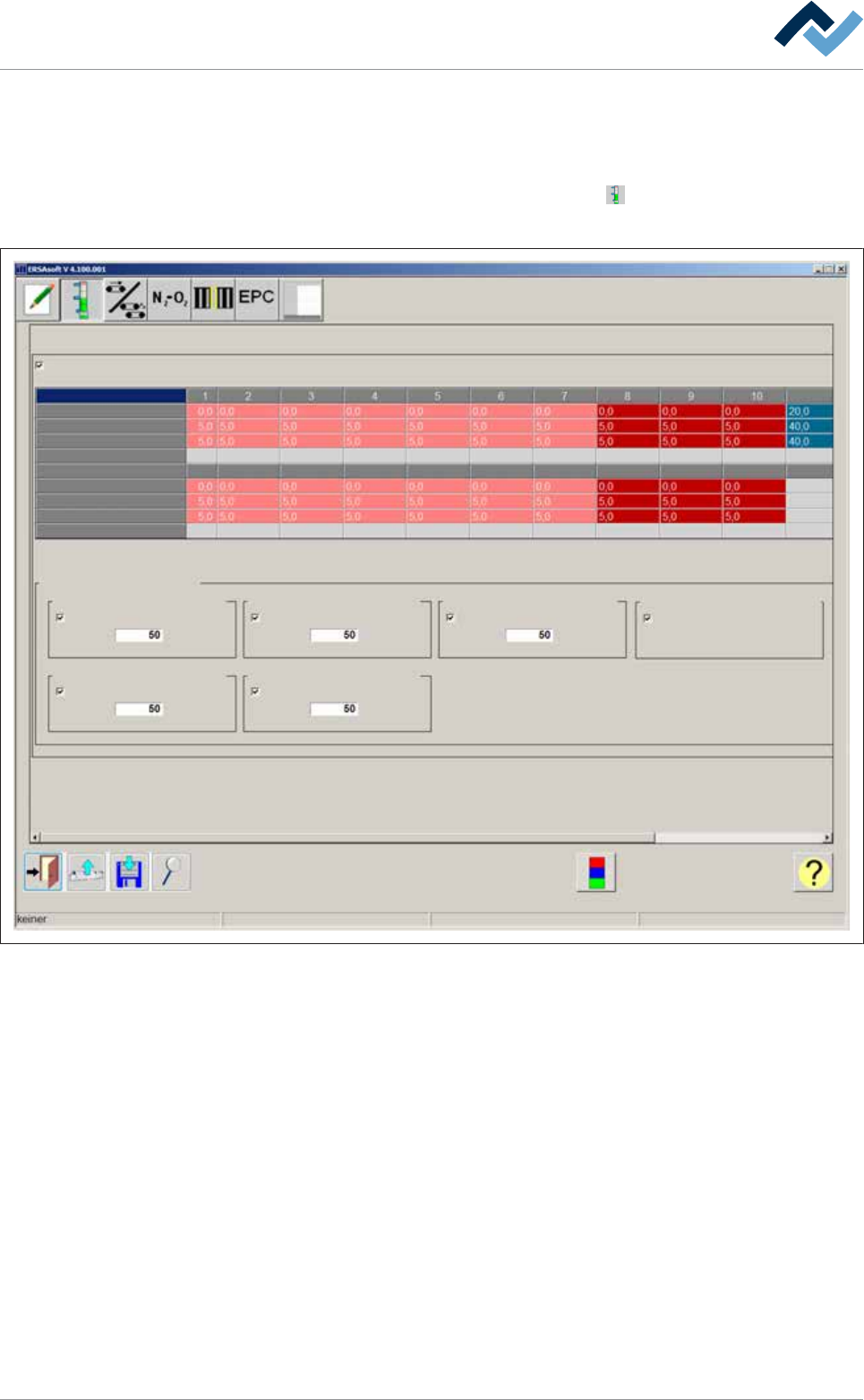
图46:
输入对话框 [区]
对话框 [区] 的顶部区域分为多列。每列显示一个区域。通过一个空行分隔顶
部和底部区域。每列都有设定值和公差范围输入框。
输入温度设定值
ü 输入额定温度:
a) 点击输入框 [顶部设定值],并输入一个数值,其以 [°C] 为单位。
b) 点击输入框 [底部设定值],并输入一个数值,其以 [°C] 为单位。
ð 由此结束该过程。
输入一个区域的公差极限
ü 输入顶部区域的公差极限:
a) 点击输入框 [公差 +],并输入一个数值,其以 [°C] 为单位。
ð 在超过公差极限时,会输出一条信息。
b) 点击输入框 [公差 -],并输入一个数值,其以 [°C] 为单位。
ð 在低于公差极限时,会输出一条信息。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 160/600