Ersa HF3_20 操作说明.pdf - 第198页
6|功能描述 6.12 使用产品管理功能工作 通过 [产品管理] 功能可以规划不同组件的依次生产。您可以为每个组件系列 分配一个焊接程序。按可由您自由定义的队列加工组件,启动分配的焊接程 序。 一个例子 – 可以使用 焊接程序 X 生产 100 个 Typ_A 组件。 – 之后应使用 焊接程序 Y 生产 50 个 Typ_B 组件。 – 接着应使用 焊接程序 Z 生产 400 个 Typ_C 组件。 创建一个队列 ü 规定产品名称:…
6|功能描述
[分配] 框
代码阅读器
设置
维护模式
传输轨道 1
激活
代码阅读器
断开延迟
传送时间
数据传送需要的最长时间
com接口
协议
波特率
连续读取协议
长码(>31位)
分配
只有代码模式
分配: 代码-焊接程序
根据手动扫描调用焊接程序
用新的条码开始焊接程序
ü 只激活代码模式:
a) 启动 [只有代码模式] 复选框。
ð 此时焊接程序不能再通过手动启动了。 此时焊接程序会被加载,并只通
过读取代码来运行。
ü 启动[分配: 代码-焊接程序]功能:
a) 激活 [分配: 代码-焊接程序] 复选框功能。
ð 这时你可以在[代码表]编辑页面中将代码分配给焊接程序。 当功能被禁
用时,你仍可以分配代码;但是,焊接程序不会被启动。 这些代码只能
包含在焊接协议中。
ü 启动使用手持式扫描仪对焊接程序的选择。
a) 激活 [根据手动扫描调用焊接程序] 复选框。
ð 此时你可以用一个手持式扫描仪来启动一个焊接程序。
ü 接受设置,关闭页面。
a) 点击按钮
接受一个设置。
b) 点击 关闭页面。
提示
为什么缺少[分配]?
如果[代码阅读器]编辑页面中的[传送轨道无读码器]单选按钮已经被激活,就不
会出现[分配]框。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 197/600
6|功能描述
6.12 使用产品管理功能工作
通过 [产品管理] 功能可以规划不同组件的依次生产。您可以为每个组件系列
分配一个焊接程序。按可由您自由定义的队列加工组件,启动分配的焊接程
序。
一个例子
– 可以使用
焊接程序 X
生产 100 个
Typ_A
组件。
– 之后应使用
焊接程序 Y
生产 50 个
Typ_B
组件。
– 接着应使用
焊接程序 Z
生产 400 个
Typ_C
组件。
创建一个队列
ü 规定产品名称:
ü 在对话框 [常规]中正确规定了设置。
ü 创建了所需的焊接程序。
ü 您了解需要生产的组件的数量。
a) 在基础对话框顶部工具栏中点击按键
。
产品名称
拼板总数
程序库
程序
产品名称
b) 输入对话框 [产品名称] 将会打开。
c) 点击输入框 [产品名称],输入一个产品名称,在我们的示例中为
[Typ_A]。
d) 点击输入框 [拼板总数],输入需要焊接的组件的数量,在我们的示例中
为 [100]。
e) 点击输入框 [程序库]。
ð 对话框 [选择焊接程序] 将会打开。
f) 在 [程序库] 框中选择保存焊接程序的数据库。
g) 在 [程序] 框中选择应分配给产品的焊接程序。
h) 点击按键
。
ð 会打开对话框 [产品名称],保存了 [程序库] 和 [程序]。
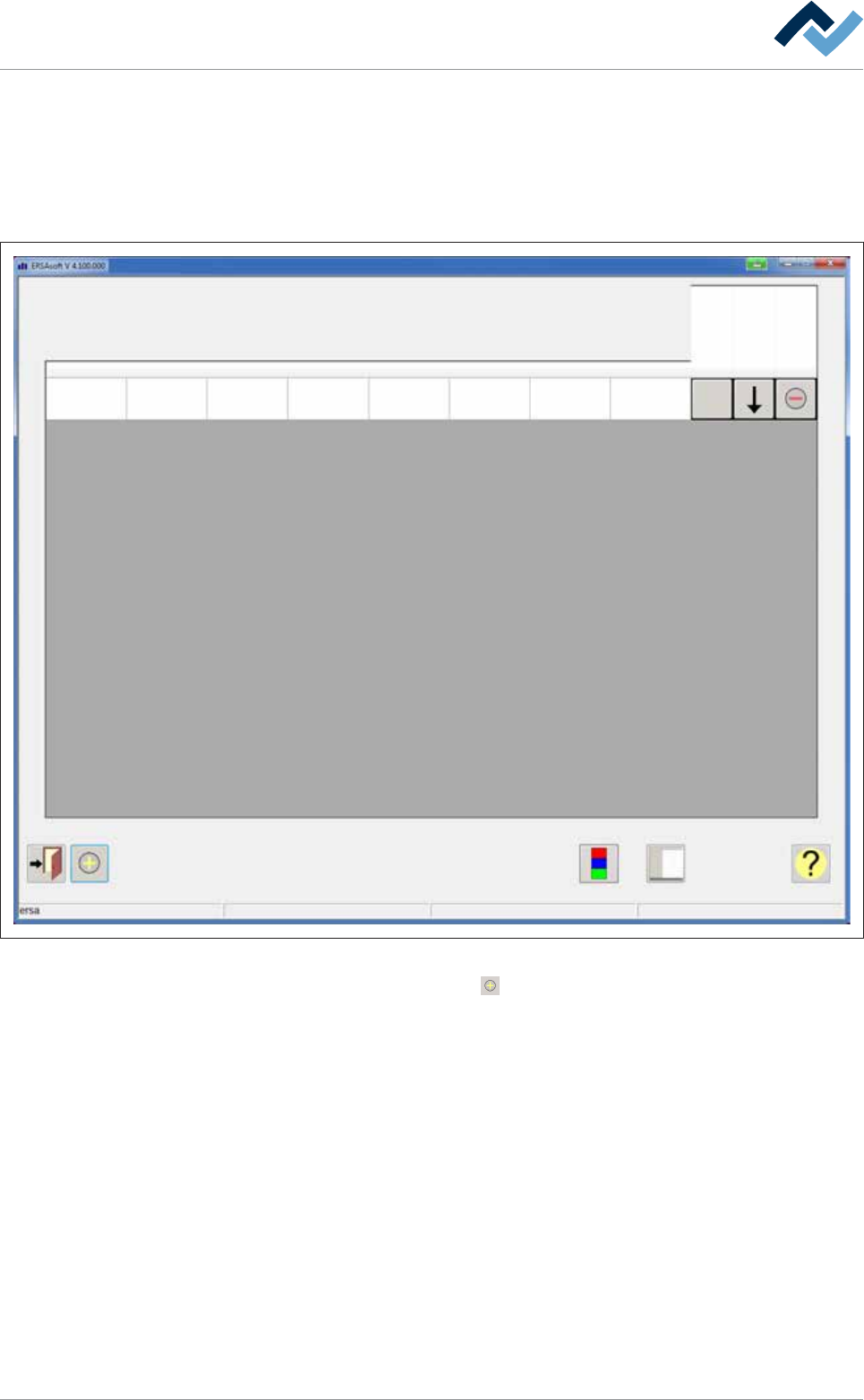
i) 点击按键
。
ð 现在在基础对话框底部区域中以表格形式显示队列。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 198/600
6|功能描述
扩展队列
ü 扩展队列:
a) 在基础对话框底部区域中点击队列。
b) 输入 [产品名称],
ð 输入对话框 [产品名称] 将会打开:
产品名称
维护模式
进展
编辑对话框
产品名称 拼板总数 输入拼板数 拼板等待 输出拼板 程序库 程序
向上移动一行
向下移动一行
清晰的线
Typ_A 100 0
100 0 ERSA Program_X
图66:
输入对话框 [产品名称]
c) 在下部工具栏中点击按键
。
ð 输入对话框 [产品名称] 将会打开。
d) 请按上述方法操作,输入 B 型产品的数据。
ð 扩展了队列。现在再输入产品型号数据。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 199/600