Ersa HF3_20 操作说明.pdf - 第210页
6|功能描述 6.14.3 记录一个焊接报告 将自动保存已记录下的焊接报告,并且可以在日后想要记录的时候重新导入并 加以显示。 记录一个焊接报告 ü 记录一个焊接报告: a) 将机器切换到[维护模式]运行模式下。 b) 将板子放入到机器入口中。 c) 在对话框 [焊接报告] 底部工具栏中点击按键 。 ð 按键变为按键 。将记录焊接报告。 d) 请启动一个焊接程序。 ð 机器切换到[自动状态]运行模式下。将板子传送至机器中,并进行加 …
6|功能描述
开始记录。 在记录过程中,按钮变为 。 在 [自动状态]操作模式下,记录
不能被启动!
停止记录。 如果记录被停止,按钮会变为 。
它会更新焊接报告的显示。 焊接报表的显示是静态的,并且会始终适用于
刚
刚
被机器送出的电路板。 显示必须在下一个电路板离开机器后立即被更新。
对显示进行更新,点击这些按钮。
点击这一按钮会打开[焊接报告]设置页面。 在对焊接报告进行记录时,这个
按钮不可用。
这个按钮会将已经保存的焊接报告进行保存并显示出来。
这个按钮会打印当前的焊接报告。
它会关闭页面。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 209/600
6|功能描述
6.14.3 记录一个焊接报告
将自动保存已记录下的焊接报告,并且可以在日后想要记录的时候重新导入并
加以显示。
记录一个焊接报告
ü 记录一个焊接报告:
a) 将机器切换到[维护模式]运行模式下。
b) 将板子放入到机器入口中。
c) 在对话框 [焊接报告] 底部工具栏中点击按键
。
ð 按键变为按键
。将记录焊接报告。
d) 请启动一个焊接程序。
ð 机器切换到[自动状态]运行模式下。将板子传送至机器中,并进行加
工。只要板子离开了机器,则将保存焊接报告并加以显示。
ð 自动将报告保存在一个文件中,文件大小可由您自己确定。只要超过了该
文件大小,则 ERSA 软件将自动关闭该文件,并创建一个新文件。
为此请同样阅读章节[文件路径]编辑页面 [
}125]。
提示
我怎么可以再找到一个被记录的焊接程序?
系统会自动的按照时间的前后顺序为文件命名,这些文件会被存储在对应的文件
夹和子文件夹里: 你可以在设置页面中指定文件夹的结构。 文件自动被命名:
文件命名被默认执行,格式如下: 年月日_小时分钟秒_yyyyyyy.xxx. (Y = 7
位数的计数值)。 你可以在[焊接报告]设置页面修改文件的名称和其它参数。
6.14.4 导入并显示一个焊接报告
您可以将之前记录下的焊接报告导入,并加以显示。
导入和显示焊接报告
ü 导入一个焊接报告:
a) 将机器切换到[维护模式]运行模式下。
b) 在对话框 [焊接报告] 底部工具栏中点击按键
。
ð 弹出 Windows 浏览器。
c) 搜索并打开报告文件。
ð 将导入该文件,并显示报告。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 210/600
6|功能描述
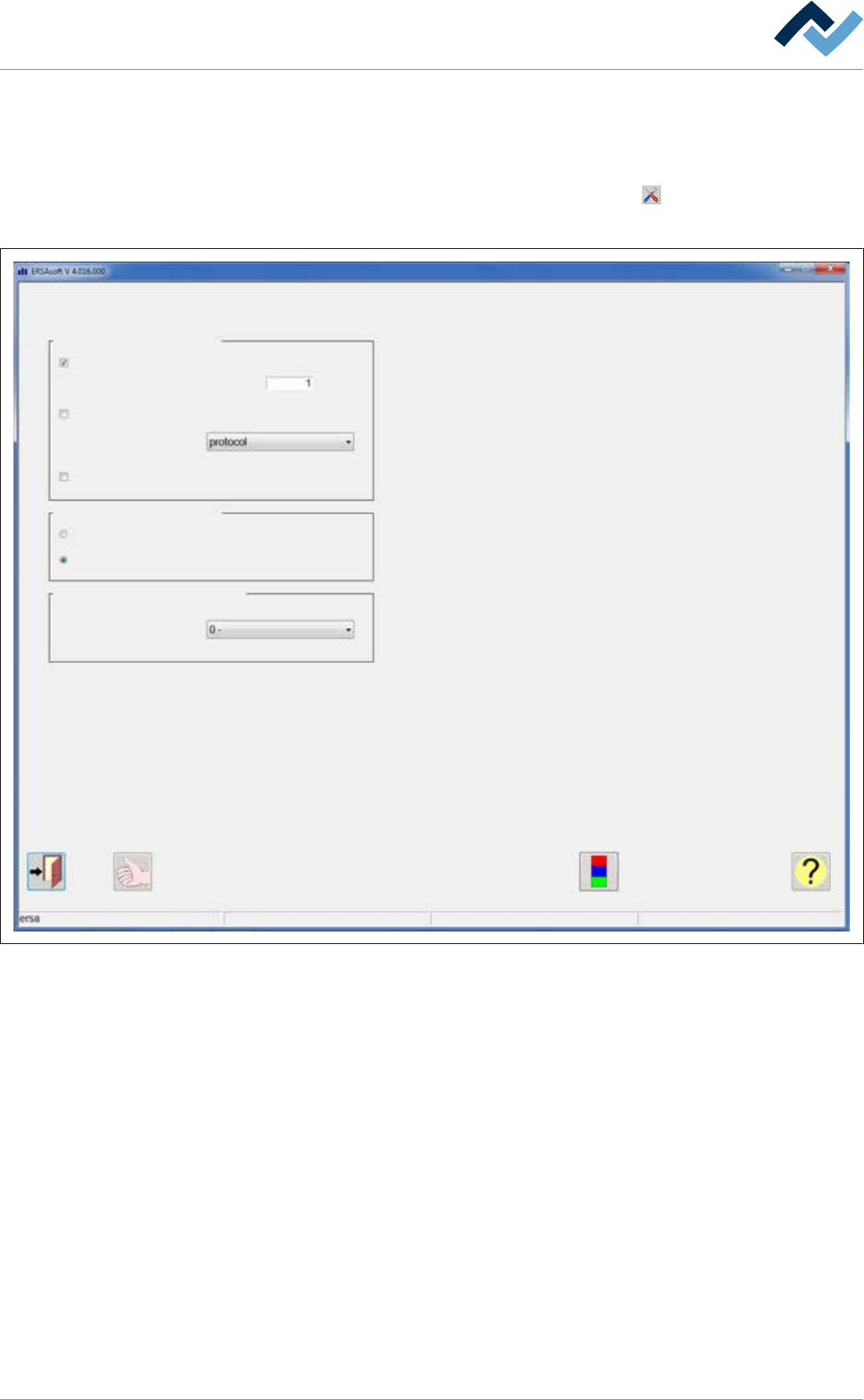
6.14.5 对文件命名、目录和文件大小进行设置
您可以在设置对话框 [焊接报告] 中对这些设置进行调整。
ü 打开设置对话框 [焊接报告]:
a) 在对话框 [焊接报告] 底部工具栏中点击按键
。
ð 将显示设置对话框 [焊接报告]:
维护模式
焊接报告
每片记录
设置
数据格式
带文件名条码
一片板一个记录
文件扩展名
存储位置
所有数据保存相同目录
每天一个目录
其他类型的协议
其他类型的协议
图73:
设置对话框 [焊接记录报告]
ü 为每个板子生成一个单独的报告文件:
a) 激活复选框 [每片记录]。
ð 将为每个板子生成一个单独的报告文件,并进行保存。
ü 指定每个文件数据记录的数量:
ü 禁用复选框 [每片记录]。
a) 在输入框 [一片板一个记录] 中输入一个值。
ð 功能:如果您在此处输入了数值 [1],则将为每个板子生成一个单独的文
件。如果您在此处输入了数值 [50],则将在生产 50 个板子之后创建一
个新文件。
ü 将所有数据保存在一个文件中:
a) 激活单选按钮 [所有数据保存相同目录]。
ð 报告文件将始终保存在同一个目录中。
ü 每天将数据保存在一个新目录中:
a) 激活单选按钮 [每天一个目录]。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 211/600