Ersa HF3_20 操作说明.pdf - 第23页
2|技术数据 2.1.6 安全设备 描述 主开关 可锁定 紧急停止按钮(个数) 4 排气监测,1 x 每个吸嘴 带差压开关 风机监测 1 x 每个模块 机器盖 通过软件打开/手动起动设备 2.1.7 连接数据* 描述 电源电压5线系统 N/PE (V) 3 x 230 V / 400 V 电压容差(%) ± 10 电源频率(Hz) 50 / 60 保险丝 (一个慢烧型) 3 x 100 功率消耗 (kW)* 55…104 功率消耗,…
2|技术数据
2.1 整个系统的技术数据
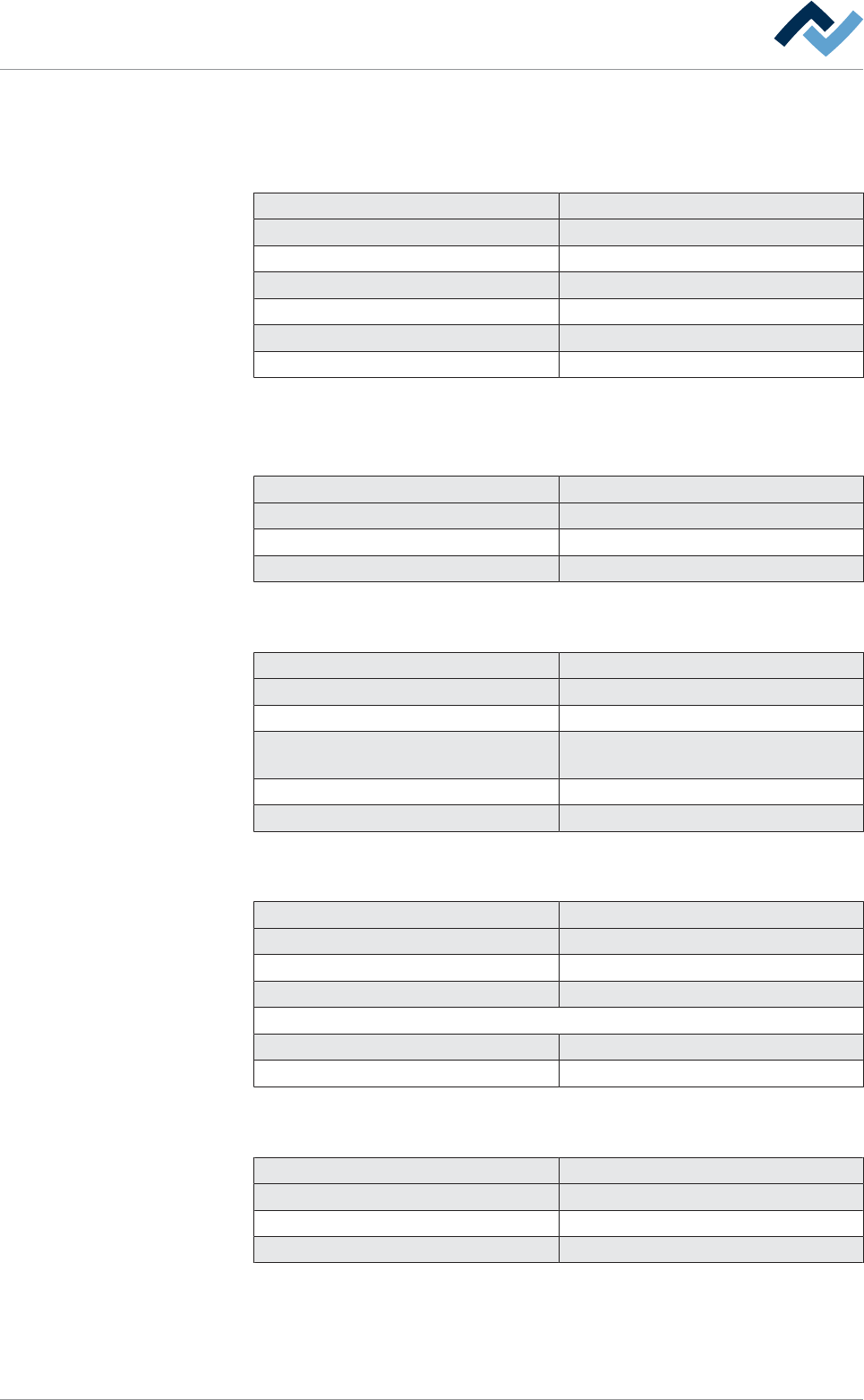
2.1.1 一般技术数据*
描述
长(mm) 6590
宽(mm) 1523
高(mm) 1450…1580
高,机器盖打开(mm) 1810…1940
重量(kg) 3200
漆面 RAL 7035 / RAL 7016
* 这台机器所使用的技术涂漆信息请详见本操作手册的附件。
2.1.2 气动系统(可选择: EPC)
描述
最小进口压力(巴) 6
最大空气消耗量(m
3
/h) 5
所需要的连接(软管) NW8
2.1.3 惰性气体技术(氮气)
名称
最低输入压力 (bar) 6
保护气输送 在钎焊区域内
推荐的纯度(相当于 99.999% 的纯度
或者最高10 ppm 其他气体)
5.0
氮气消耗量,约(m
3
/h) 0…35
所需的接口(软管) NW 8
2.1.4 吸力
描述
吸嘴(个数/Ø mm) 2 / 150
吸力总和(m
3
/h) 800
吸嘴的吸力(m
3
/h) 400
由具有400 m
3
/h 吸力的吸嘴而引起的压降:
不带热水循环(帕) 50
带热水循环(帕) 140
2.1.5 环境条件
描述
环境温度(°C) 10…35
空气温度(%,非冷凝) 20…95
持续噪音等级(dB A) < 70
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 22/600
2|技术数据
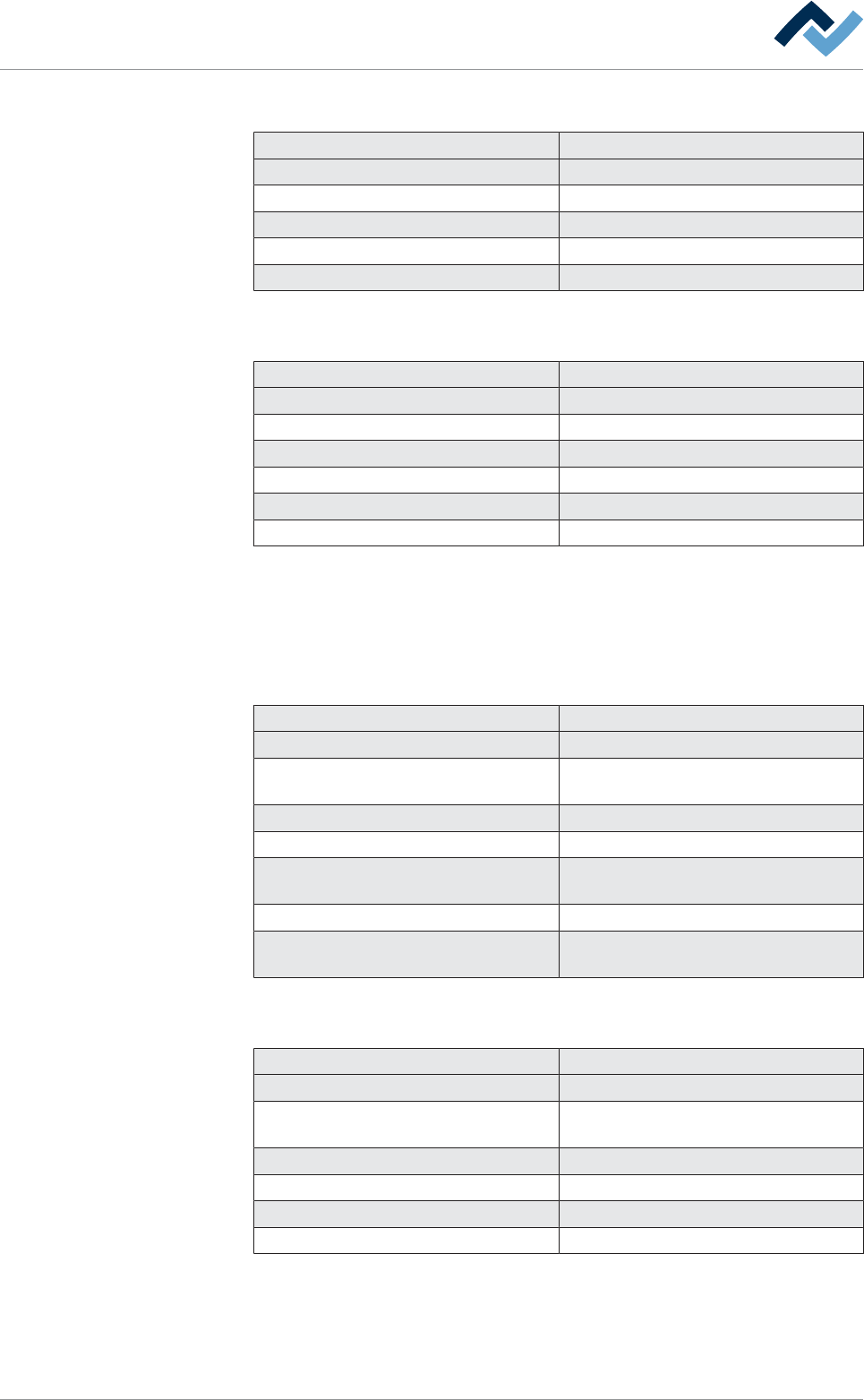
2.1.6 安全设备
描述
主开关 可锁定
紧急停止按钮(个数) 4
排气监测,1 x 每个吸嘴 带差压开关
风机监测 1 x 每个模块
机器盖 通过软件打开/手动起动设备
2.1.7 连接数据*
描述
电源电压5线系统 N/PE (V) 3 x 230 V / 400 V
电压容差(%) ± 10
电源频率(Hz) 50 / 60
保险丝 (一个慢烧型) 3 x 100
功率消耗 (kW)* 55…104
功率消耗,低消耗 (kW) 55
*取决于各个发展阶段。 当前功率消耗在焊接系统的铭牌上有标注。
2.2 个体单元的技术数据
2.2.1 加热系统
名称
对流值 (%) 100
每个模块的体积流量,可调节,约
(m
3
/h)
500
对流加热模块(预热) 7 x 上部,可选 7 x 下部
对流加热模块(钎焊区域) 3 x 上部,3 x 下部
每个对流加热模块的额定功率 (kW /
400V)
3.3
设备的升温时间 (min) 20…30
第一个预热区域的最低温度 (°C),
选项
90
2.2.2 冷却系统
描述
原理 带水热交换器的ERSA冷却系统
冷却模块 4 x 顶部,3 x 底部,可选择 4 x 底
部
温度控制 在冷却区域1
冷却介质 水/ 防冻混合液
在冷却单元的冷却介质 R407C
处理室中的冷却介质 空气
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 23/600
2|技术数据
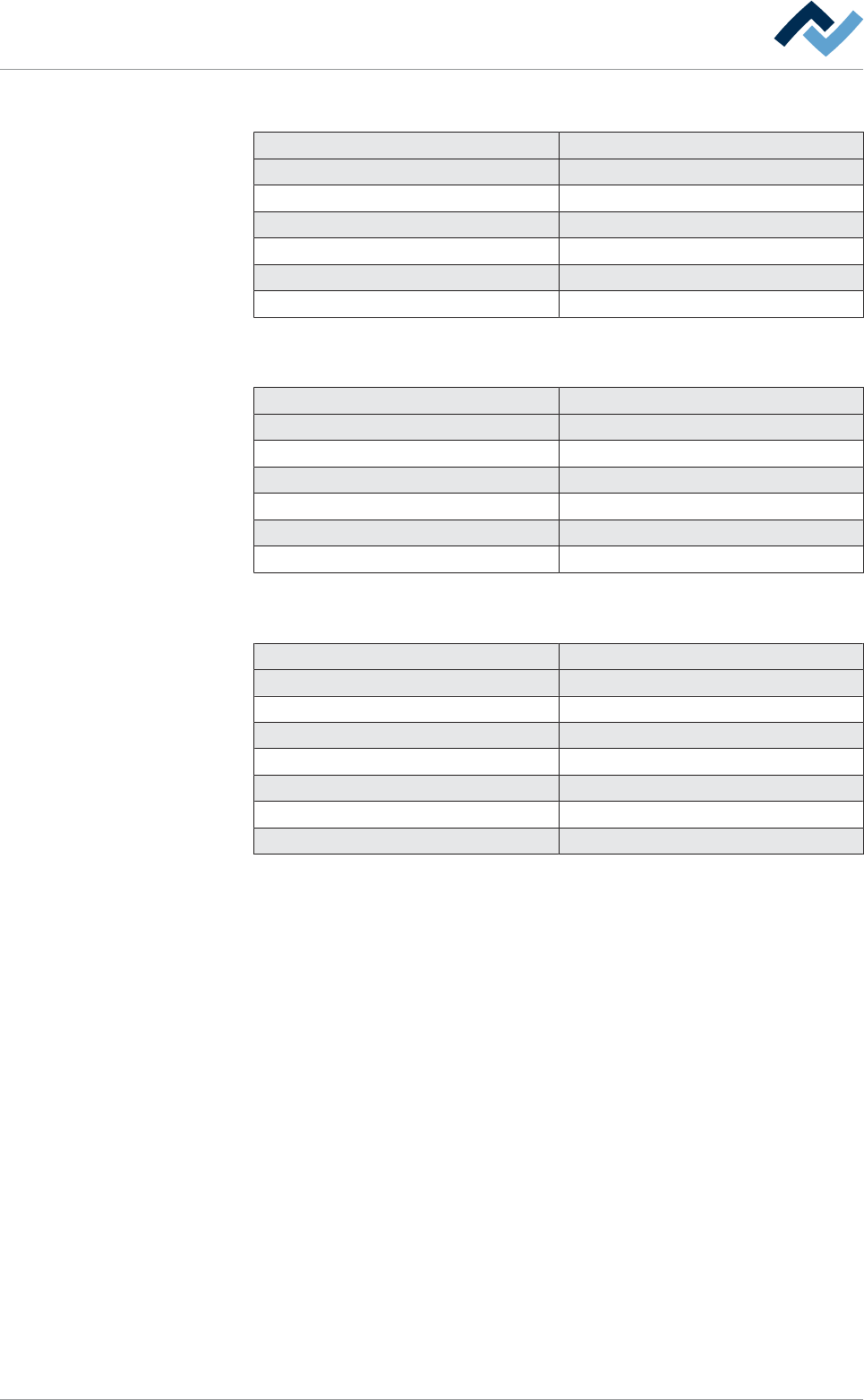
2.2.3 外部冷却水连接
描述
额定流量(l/h) 1000
冷却功率(kW) 5
额定流量所需要的进气压力(巴) 3
供水所需要的温度 (°C) 12
冷却介质 水
所需要的连接 软管倒钩,1“
2.2.4 处理区域
描述
处理宽度 (mm) 5190
加热区域 (mm) 3700
冷却区域 (mm) 1490
入口区域 (mm) 700
出口区域 (mm) 700
处理室的宽度 (mm) 770
2.2.5 单带输送系统
描述
工作宽度 (mm) 45…580
流路高度(标准),(mm) + 25…- 35
带中央支撑的流路高度 + 25…- 15
输送器速度 (cm/min) 20…200
输送器离地面高度 (mm) 820…950
销链式输送器的边角支撑 3, 4 或 5
PCB 最小长度 (mm) 80
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 24/600