Ersa HF3_20 操作说明.pdf - 第298页
6|功能描述 入口内联接口SMEMA ü 打开设置对话框 [入口内联接口SMEMA]: a) 打开输入对话框 [传输轨道]。 b) 在框 [传输轨道 1] 中点击按键 。 ð 出现设置对话框: 入口内联接口SMEMA 传输轨道 1 设置 在线接口信号 SMEMA 激活 接口已配置 接口激活 内部机器 ISEL 感应器 传感器ISEL硬件信号 传感器ISEL软件信号 板子数量 当前步骤 步骤 传送轨道没有准备好 “就绪”发送到N-1 …
6|功能描述
6.17.21 在线界面的设置对话框
在这些对话框中提供在线界面的不同状态显示器。根据机器配置的不同,有以
下不同的对话框。我们在该示例中描述入口和出口上的 在线界面 的对话框
[SMEMA]。
提示
补充资料
请阅读随货一起发送的资料光盘[299985_product_data_reflow]中的文件
[90342_EA_SMEMA]。
我们只对传送带1的页面作出描述,描述的内容同样适用于其它所有的传送
带。
为此请阅读章节 [输送器] 编辑页面 [
}251]。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 297/600
6|功能描述
入口内联接口SMEMA
ü 打开设置对话框 [入口内联接口SMEMA]:
a) 打开输入对话框 [传输轨道]。
b) 在框 [传输轨道 1] 中点击按键
。
ð 出现设置对话框:
入口内联接口SMEMA 传输轨道 1 设置
在线接口信号 SMEMA
激活
接口已配置
接口激活
内部机器
ISEL 感应器
传感器ISEL硬件信号
传感器ISEL软件信号
板子数量
当前步骤
步骤
传送轨道没有准备好
“就绪”发送到N-1
“没有错误的故障循环”发送到N-1
传输轨道 1
传送激活
传送轨道准备就绪
出口准备
间隔
间隔启动
电路板间隔时间
编辑值
设定值
实际值
电路板间隔距离
编辑值
维护模式
电路板最短感应长度
错误在入口内联接口
错误有影响
功能“错误监控时间”激活
功能“完整的钎焊品已在机器里”激活
等待时间
编辑值
设定值
实际值
时间实际值
准备好信号
仅在自动模式下自动进版
用户需要切换到自动模式下才能发出要板信号
s
s
s
mm
硬件信号:发送到传送
从N-1接收到“已有钎焊品”
硬件信号:由传送发出
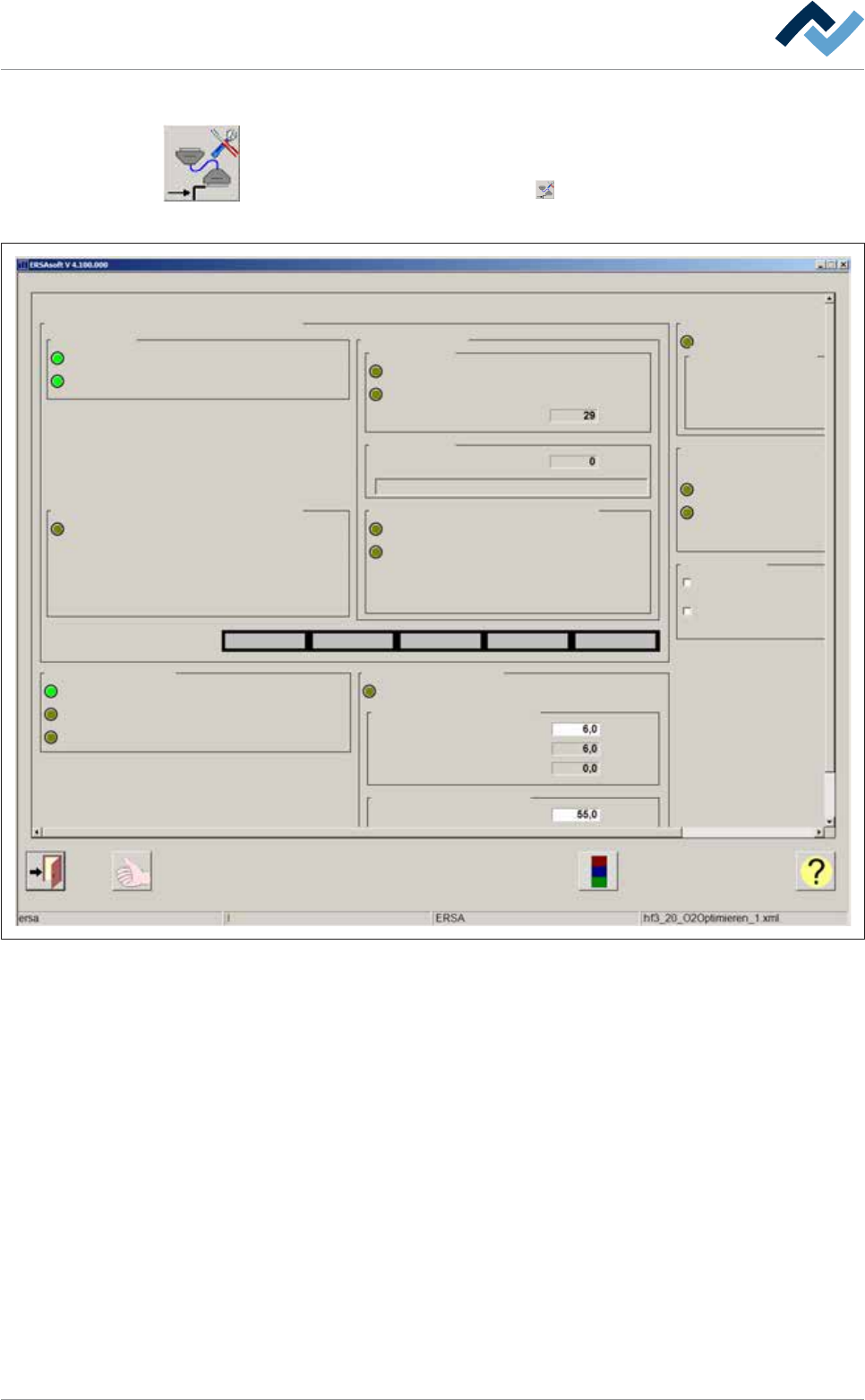
图116:
设置对话框 [入口内联接口SMEMA]
[在线接口信号 SMEMA] 框中在线界面的信号状态
[激活] 框中:
– [接口已配置]
– [接口激活]
[硬件信号:发送到传送] 框中:
– [从N-1接收到“已有钎焊品”]
[内部机器] 框中:
– ISEL 感应器 [传感器ISEL硬件信号]
– ISEL 感应器 [传感器ISEL软件信号]
– ISEL 感应器 [板子数量]
– 步骤 [当前步骤]
– 硬件信号:由传送发出 [“就绪”发送到N-1]
– 硬件信号:由传送发出 [“没有错误的故障循环”发送到N-1]
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 298/600
6|功能描述
[传输轨道 1] 框中传送系统的信号状态
– [传送激活]
– [传送轨道准备就绪]
– [出口准备]
[间隔] 框中板子分离装置的状态
– [间隔启动]
– 电路板间隔时间 [编辑值]
– 电路板间隔时间 [设定值]
– 电路板间隔时间 [实际值]
– 电路板间隔距离 [编辑值]
– 电路板间隔距离 [设定值]
– 电路板间隔距离 [实际值]
电路板最短感应长度
功能“完整的钎焊品已在机器里”激活
等待时间
编辑值
设定值
实际值
错误在入口内联接口
错误有影响
功能“错误监控时间”激活
时间实际值
准备好信号
仅在自动模式下自动进版
用户需要切换到自动模式下才能发出要板信号
mm
s
s
s
s
在线进板报错时间
[电路板最短感应长度] 框
– [功能“完整的钎焊品已在机器里”激活]
– 等待时间 [编辑值]
– 等待时间 [设定值]
– 等待时间 [实际值]
[错误在入口内联接口] 框
– [在线进板报错时间]
– [错误有影响]
– [功能“错误监控时间”激活]
– [时间实际值]
[准备好信号] 框
– [仅在自动模式下自动进版]
– [用户需要切换到自动模式下才能发出要板信号]
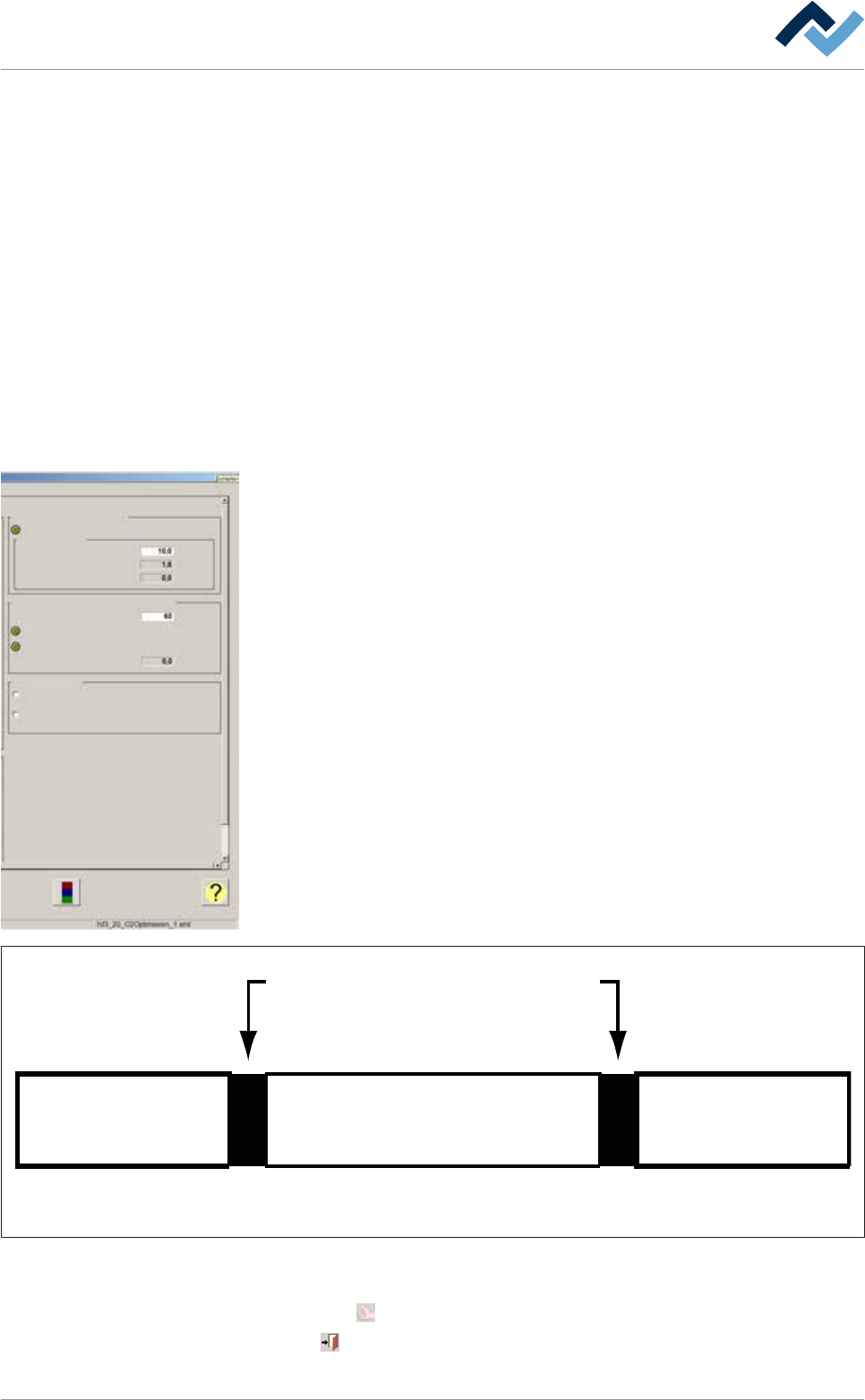
为此请注意下图:
焊接
系统
上游
系统
下游
系统
SMEMA / WMW
接口
n + 1n - 1 n
图117:
设备和接口的示意图
ü 接受设置,关闭页面。
a) 点击按钮
接受一个设置。
b) 点击
关闭页面。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 299/600